G32 doesnt save after True Bed Leveling
-
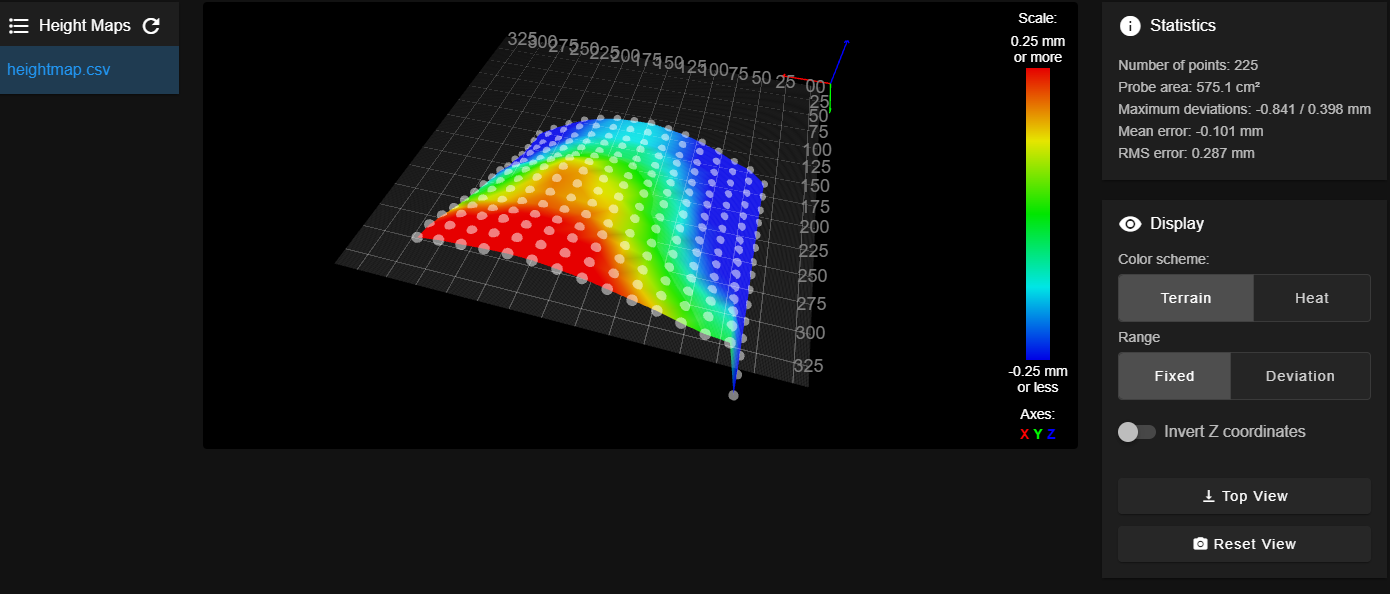
@droftarts the mesh
-
Your bed is not as flat as you would like.
And as you can see it does "bow" up in the middle which is consistent with G32 having no apparent effect when you follow it with homing Z.
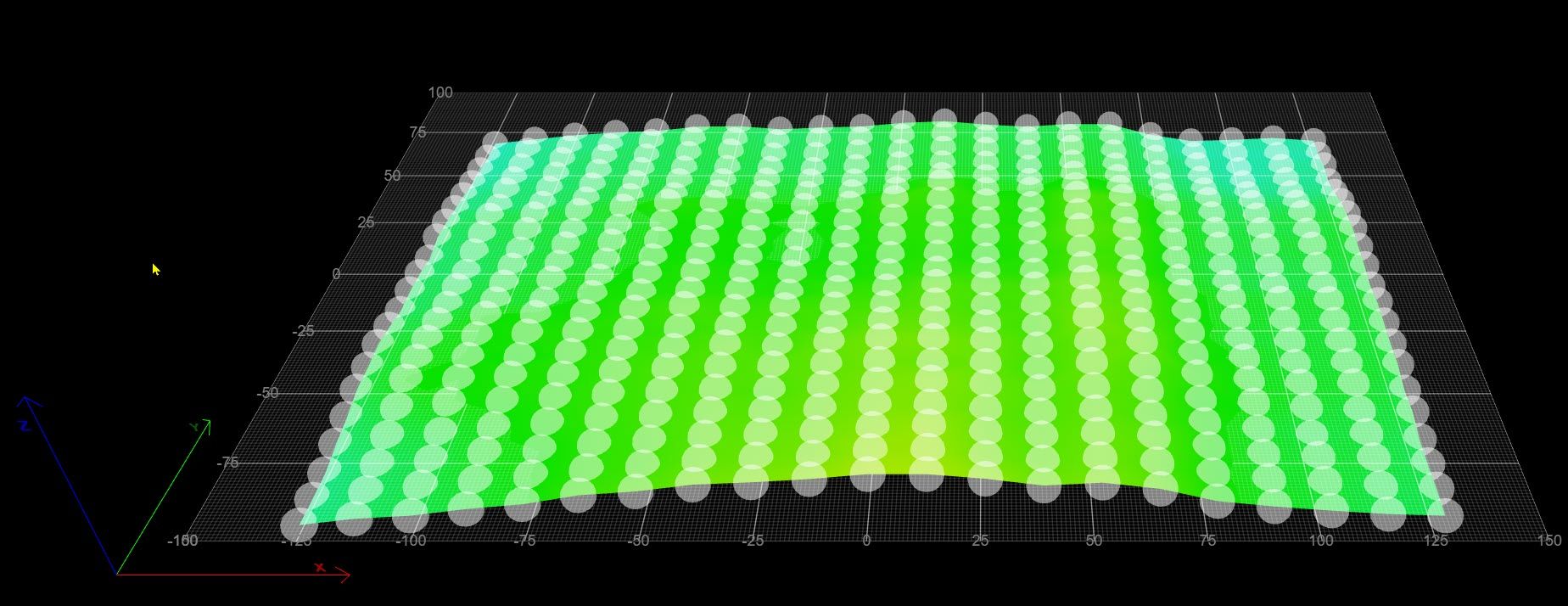
Here is a height map from one of my flatter printer beds:
Before creating the height map and before loading the height map you need to have set the Z=0 Datum using a G30 at the same XY location.
You Z homing code was doing that at the end which is fine as long as you home Z to set the Z=0 Datum.
And you should turn off any "baby-stepping" as well.
Are you printing with mesh compensation enabled?
Frederick
-
@fcwilt Thanks frederick.
Yes, i am printing with compensation enabled, dunno why it doesn't compensate :S The bed is awful, I don't know how can a thick AL plate have these waves, it's strange. Anyway the bed compensation should compensate for all of this no?
This is my starting gcode:
G31 P25 X31 Y4 Z0.50
G28
;M572 D0 S0.6 ;pressure advance
M190 S75
M375 P"heightmap.csv"
M109 S250 T0
G92 E0
;G1 E75 F100 extrude filament line
G0 X100 Y0 F9000 ; Go to front
G0 Z0.15 ; Drop to bed
G92 E0 ; zero the extruded length
G1 X40 E25 F500 ; Extrude 25mm of filament in a 4cm line
G92 E0 ; zero the extruded length
G1 E-1 F500 ; Retract a little
G1 X80 F4000 ; Quickly wipe away from the filament line
G1 Z0.3 ; Raise and begin printing.
G92 E0Note: it won't solve the problem but if i get a new bed... maybe its the PEI or the magnet stick below the PEI.
-
Just FYI you can load the height map with G29 S1 if you are using the default name as created by G29 S0.
Is your bed made from CAST ALUMINUM TOOL PLATE (CATP) ? Plain old aluminum sheet/plate is likely not going to provide the flatness you need. CATP is specified to have a certain flatness.
This start code you posted - where is it located? Did you enter it into the slicer somewhere?
Frederick
Printers: A FT-5 with the 713 upgrade bits, a custom MarkForged style, a small Utilmaker style, a small CoreXY from kit and a E3D MS/TC setup. Various hotends. Using Duets (2 and 3) running 3.4.6
-
@johny said in G32 doesnt save after True Bed Leveling:
Anyway the bed compensation should compensate for all of this no?
With the probe homing in the middle, and setting Z0 at that point, the Z axis can't go below zero, because your Z limit is set by M208 to be
M208 X-10 Y0 Z0 S1 ; set axis minimaSet it to Z-1.
Ian
-
@fcwilt The bed is from AL plates cut in laser maybe i need to get it from another supplier, aliexpress?
The Gcode is the start Gcode on the slicer.@droftarts I understand what you are suggesting and i will add the line to let the Z go bellow zero 1mm but it wont affect this behaviour because as you can see in the 1 layer print the nozzle its already too close to the bed; i want to figure out why and how to solve it
-
@johny said in G32 doesnt save after True Bed Leveling:
The bed is from AL plates cut in laser maybe i need to get it from another supplier, aliexpress?
Being cut with a laser doesn't mean it will be flat.
Did you read about the CATP that I provided a link to? You can order a piece of CATP of the desired thickness and size from them. It takes a while but that have always proven to be reliable.
And there are other vendors that can do the same, such as these folks: cut2sizemetals
The Gcode is the start Gcode on the slicer.
Thanks.
the nozzle its already too close to the bed; i want to figure out why and how to solve it
That is likely caused by the Z trigger height parameter in G31 being a bit too large.
Frederick
-
@johny said in G32 doesnt save after True Bed Leveling:
in the 1 layer print the nozzle its already too close to the bed; i want to figure out why and how to solve it
M558 P5 C"^zprobe.in" H5 F300 T8000 A3 S0.03 ; set z probe to SuperPINDA\\ M557 X25:275 Y90:320 P15 ; probe from X= to , Y= to with a mesh spacing of mm G31 P1000 X23 Y5 Z-3.55Check your G31 Z probe offset: https://docs.duet3d.com/en/User_manual/Connecting_hardware/Z_probe_testing#calibrate-the-z-probe-trigger-height
Usually the G31 Z parameter is positive; a negative number means your probe is lower than the nozzle.Ian
TronXY X5S with Duet 3 MB6HC and Roto toolboard : Cartesian bed-slinger with Duet 3 Mini 5+ WiFi and 1LC : RRP Fisher Delta v1 with Duet 2 Maestro : Polargraph with Duet 2 WiFi
-
@droftarts you are right the Z on G31 its 0.5 instead of -3.
@fcwilt i am in Europe its a very expensive to buy from USA
The correct G31 is Z0.5Any other anything else I can try to have the calibrated mesh working? maybe start with a new bed?
-
@johny said in G32 doesnt save after True Bed Leveling:
Any other anything else I can try to have the calibrated mesh working? maybe start with a new bed?
Do you mean a new bed, or a new bed mesh? It is easy enough to create a new bed mesh, just make sure that you cancel any existing bed mesh before you create a new one.
If you are homing Z in the centre, but it is printing too close at this point, then your Z height calibration isn't correct. Use baby-stepping during the print to get the height correct at this point; See https://docs.duet3d.com/en/User_manual/Connecting_hardware/Z_probe_testing#fine-tuning-the-trigger-height
Fine tuning the trigger height
After you've done the procedure above, you can fine tune your G31 Z value to get a good first layer. During a test print, watch the first layer go down and adjust the Z position using the baby stepping function. If you have to move the nozzle closer to the bed, increase the G31 Z value by the amount of baby stepping used. If you have to move the nozzle farther away from the bed, decrease the G31 Z value by the amount of baby stepping used.The bed mesh should then correct for the rest of the bed, assuming that:
- Your probe is actually accurately measuring and creating the bed mesh
- If the bed is below the Z0 point, that you can actually reach it, by setting M208 Z-1 (or whatever it needs to be set to), as I said earlier.
Due to the shape of your bed, you're going to get parts that don't have a flat base if you print over the full area of the bed. RepRapFirmware tapers off the amount of bed mesh, reducing the effect over a number of layers until it is printing flat again. This is configurable with M376.
Ian
TronXY X5S with Duet 3 MB6HC and Roto toolboard : Cartesian bed-slinger with Duet 3 Mini 5+ WiFi and 1LC : RRP Fisher Delta v1 with Duet 2 Maestro : Polargraph with Duet 2 WiFi
-
@johny said in G32 doesnt save after True Bed Leveling:
i am in Europe its a very expensive to buy from USA
I would think that Europe would have the same sort of vendors selling CATP cut to size.
Google may be able to find what you need.
Frederick
-
@droftarts That the issue, the print is ok in the middle but not okay in the corners, adjusting the Z trigger won't solve that problem.
-
@johny said in G32 doesnt save after True Bed Leveling:
That the issue, the print is ok in the middle but not okay in the corners, adjusting the Z trigger won't solve that problem.
True but setting Zmin to -1 may.
I've never had a bed shaped like yours (high in the middle) and with so much deviation. So I've never had to consider if Zmin = 0 was an issue. I need to test it.
You can just set Zmin to -1 and see if it solves the problems at the corners.
Frederick
-
@fcwilt Will try that thank you sir
-
@droftarts I set the M208 Z-1 but the outcome its the same
The only solution is to source a new bed?
Thank you -
@johny said in G32 doesnt save after True Bed Leveling:
set the M208 Z-1 but the outcome its the same
You did use the correct syntax - not just what you posted?
What is the current setting in G31 for the Z Trigger Height?
Thanks.
Frederick
-
@johny said in G32 doesnt save after True Bed Leveling:
I set the M208 Z-1
My mistake. I've checked with @dc42, and this isn't necessary. Bed mesh compensation is applied after the limits have been checked, so the nozzle is capable of going below Z0 when bed mesh compensation is enabled.
Are you sure bed mesh compensation was enabled? Was the first layer exactly as it was before?
Have you confirmed with a straight edge that your bed is actually the same shape as the mesh is showing? It is still possible this is a measurement error of the Z probe; for example if the weight of the extruder is causing the X axis to deflect, and either bend in the middle or rotate around the X axis. That would also give a bed mesh of this shape, though it would be an extreme example.
Perhaps you could post a picture of the X axis setup of your printer.
Another option, though slightly tedious, is to do a manual bed mesh. Set the probe to type 0, and choose a 4x4 bed mesh, then run a new bed mesh (save the old one with a name first, with
G29 S3 P"mesh_name.csv"). This will probe the bed, but for each point it will ask you to jog the nozzle down until it touches the bed (or grips a piece of paper). This should help confirm if the bed shape is the same or different from what the Z probe sees. Something like:M561 ; clear any bed transform G28 ; home as normal M558 K1 P0 H5 F300 T8000 ; create a new manual probe M557 X25:275 Y90:320 P4 ; define a 4x4 bed mesh G29 K1 S0 ; probe the bed with the manual probe and enable compensation G28 ; home to adjust bed mesh to Z0Ian
TronXY X5S with Duet 3 MB6HC and Roto toolboard : Cartesian bed-slinger with Duet 3 Mini 5+ WiFi and 1LC : RRP Fisher Delta v1 with Duet 2 Maestro : Polargraph with Duet 2 WiFi
-
@droftarts Yes, he bed compensation is enabled with the M375 P"heightmap.csv"
Is the superpinda correctly defined?
M558 P5 C"^zprobe.in" H5 F300 T8000 A3 S0.03 ; set z probe to SuperPINDA\Maybe i need to get a glass and try it out, with glass or mirror the flatness must be perfect.
-
@johny As far as I can tell the SuperPinda configuration is correct.
If the bed is not flat, the aluminium plate will pull the glass over it; the glass won't pull the aluminium flat.
If you do the manual probe procedure I outlined above, it will show if the bed is warped, or if the problem lies somewhere else. It will only take 5-10 minutes.
Ian
TronXY X5S with Duet 3 MB6HC and Roto toolboard : Cartesian bed-slinger with Duet 3 Mini 5+ WiFi and 1LC : RRP Fisher Delta v1 with Duet 2 Maestro : Polargraph with Duet 2 WiFi
-
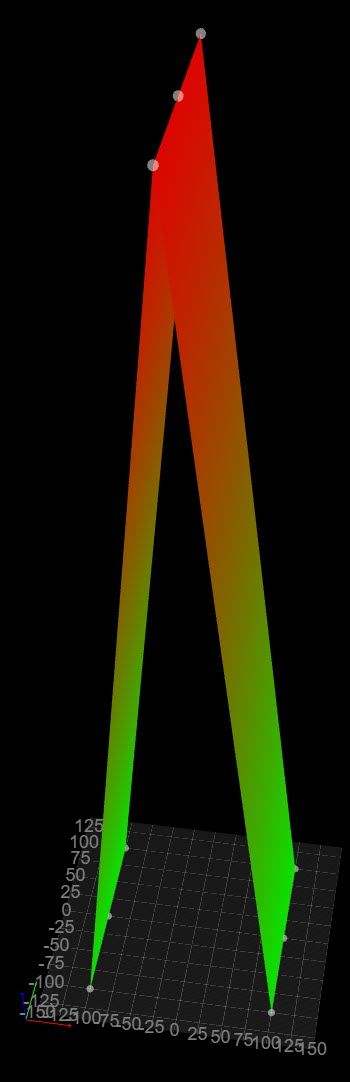
If you ever want to verify that mesh compensation is actually doing something you can load this heightmap for testing:
It's strictly for testing. It is a 9 point 200x200 map, with 0,0 at bed center, with the left most 3 points and the right most 3 points set to 0 with the middle 3 points set to 10. The greatly exaggerated values make Z axis motion very obvious as you move X from -100 to 100.
Frederick