Sovol SV08 Multiple Motion System Upgrade.
-
@o_lampe Thanks - I thought It was probably getting closer to what you were suggesting - but I am afraid I still don't really understand the planetary gear suggestion, especially how it would eliminate any side to side movement - but it sounds interesting if it can eliminate the need for the linear rail and if possible remove some depth from the solution.
I am thinking I am going to need some sort of gearing to have enough power to lift the print head.
-
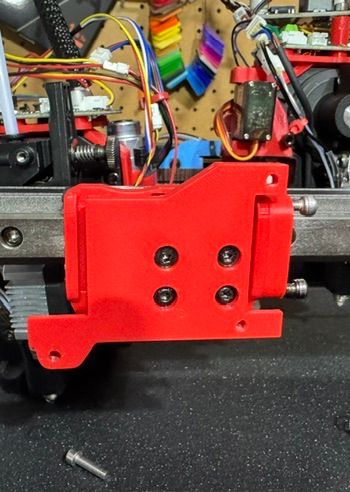
Not getting consistent Z heights with the new 'z-hopper' extruder, so remodelled it with a bigger linear rail (MGN9 vs MGN7), plus also made the rail bolt directly onto the back of the main X carriage - this will hopefully eliminate a lot of the wobbles.
Also corrected the issue with the belts being on the moving side, rather than the fixed side.
Also improved G32 / bed.g macro a bit - but would really like to get G30 S4 working properly - rather than having to the do calculations myself.
-
@dwuk One point of concern is the tiny screw that connects the excenter with the servo. It has to hold the whole weight of the tool?
There is also a big distance between tool-COG and the anchor point of the excenter, which adds the tendency to tilt the extruder rather than lift it. (risk of racking?)I just thought: worm gear! The smallest motor will be able to lift the tool and it comes with inbuild self locking.
-
@o_lampe Good point - may have to strengthen that part up - I just wanted to make it slightly adjustable/easy to print a small extra bit.
I can't get the servo any closer if I mount it on the side - but may be able to move it behind somewhere - especially if I attach it to the rail part rather than the extruder.
The new design will be easier to take apart and put back together to try out different options.
One of the motor options I bought - the linear stepper is worm/lead screw based so will try that out at some point.
-
Managed to get proper G32 4x Z motor levelling to work
G32
Leadscrew adjustments made: -0.435 -0.410 -0.334 -0.474, points used 4, (mean, deviation) before (-0.421, 0.027) after (0.000, 0.000)Not sure why the adjustments are so large - but the Z height seems to be quite consistent across the bed now on Gantry A.
I found the problem by looking at the code in GitHub and trying to work out the reasons for the 'Kinematics not supported' message coming out - in the end I found this line section - and thought numLeadscrews might not be set - and the condition of xSize not matching ySize was the problem - as I had specified a comma instead of a colon in my M670 for the lead screw positions.
M671 X410:-60:-60:410 Y420:-10:420,-10I see now that M98 P"config.g" would have found this problem - so need to run that more often.
if (seenX && seenY && xSize == ySize) { for (float& v : lastCorrections) { v = 0.0; } numLeadscrews = xSize; reprap.MoveUpdated(); return false; // successful configuration } -
@dwuk said in Sovol SV08 Multiple Motion System Upgrade.:
servo lifter
Just as a potentially useful datapoint. the very first iterations of e3d toolchanger used a metal gear hobby servo (not that one, I think more powerful one), as the tool lock motor. They quickly swapped to a small servo motor because of longevity. If this is doing Z hops then it will probably have several orders of magnitude more activations per print than a tool change in a toolchanger so I would look carefully as the service life of those servos.
-
@T3P3Tony Thanks - I am mainly just initially using the hobby servo to get the 2nd print head level with the first one - so I can do my first print, plus for some initial tests with z hopping and mesh levelling.
I've got a couple of small geared stepper motors that I think are going to work better in terms of the gcode at least - as I should be able to assign them to axis and get the movement to better synchronise with the X & Y movements. But the point about longevity might apply to those too.
I've also got some bigger ones - a Nema8 and Nema14 pancake to try too - but will need a lead screw with them probably as they are not geared.
Will have a look into what Servo Motors they used for the e3d tool changer too - so thanks.
-
@dwuk said in Sovol SV08 Multiple Motion System Upgrade.:
Not sure why the adjustments are so large
It's just the difference between the configurated tool offset and trigger point of the probe.
Since they are all pretty close (-0.4ish), your bed level looks fine. -
Servo based z hopper working quite well now with the revised linear rail setup - so far only used for Z height adjustment on the 2nd Gantry - and managed to get them both to print ok.
To get 2nd gantry to print I created a tool T1 - that is offset 100,100 away from the main gantry -
; Tools
;Tool T1 - 2nd Gantry as X and Y
M563 P1 D1 H2 X3 Y4 F1
G10 P1 X0 Y0 U-100 V-100 S0 R0And it worked ok - had to slow speeds down on U and V axis - as 2nd gantry motors not as good as first gantry at the moment.
Now trying to get both tools printing at the same time - and can't quite figure out how to make it work - keep getting the gantries crashing in to each other - so will probably leave it until the morning.
; T2. - duplicate mode
M563 P2 D0:1 H1:2 X0:3 Y1:4 F0:1
G10 P1 X80 Y100 U-80 V-100 S0 R0
<<< Update - found problem - I was specifying P1 on G10 instead of P2 - so G10 now reads:
G10 P2 X0 Y0 U-80 V-100 S0 R0From first gantry
From 2nd Gantry

-
First successful Duet Dual Gantry IDEX test. - ( Phase 1 part 3)
https://youtu.be/A485TMKhmV4?si=gRNhVj0sPUrHJKw3
First layers not perfect and running a bit slow for some reason - but overall a big step forward.
Next step - multiple motion system...
-
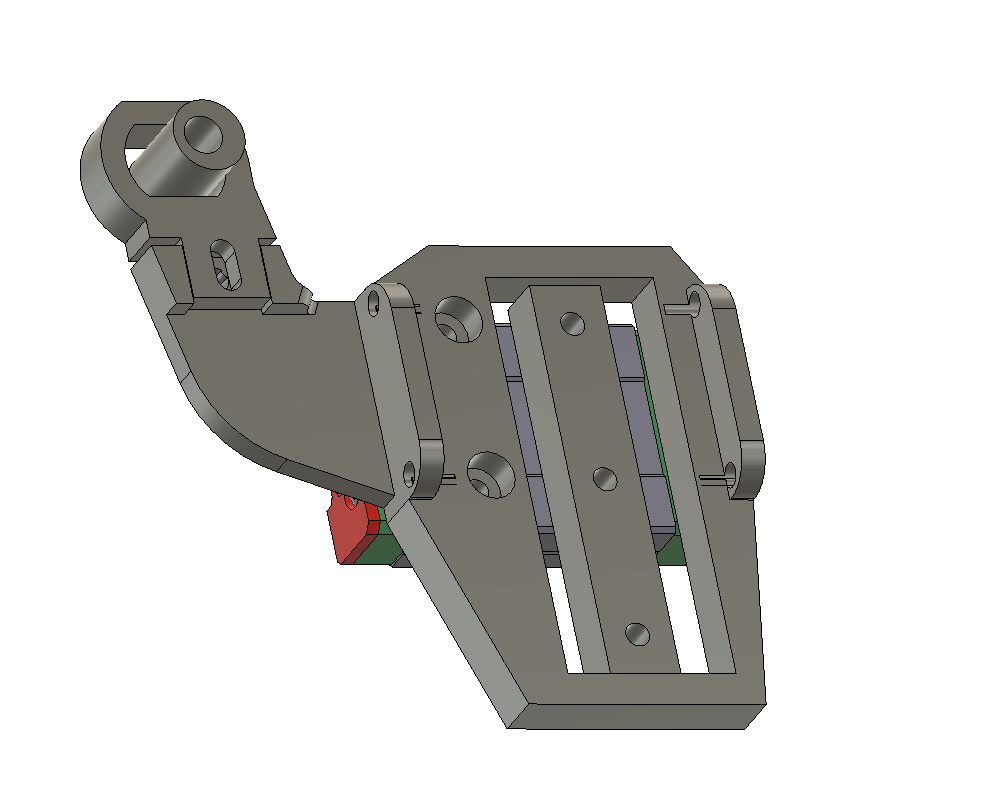
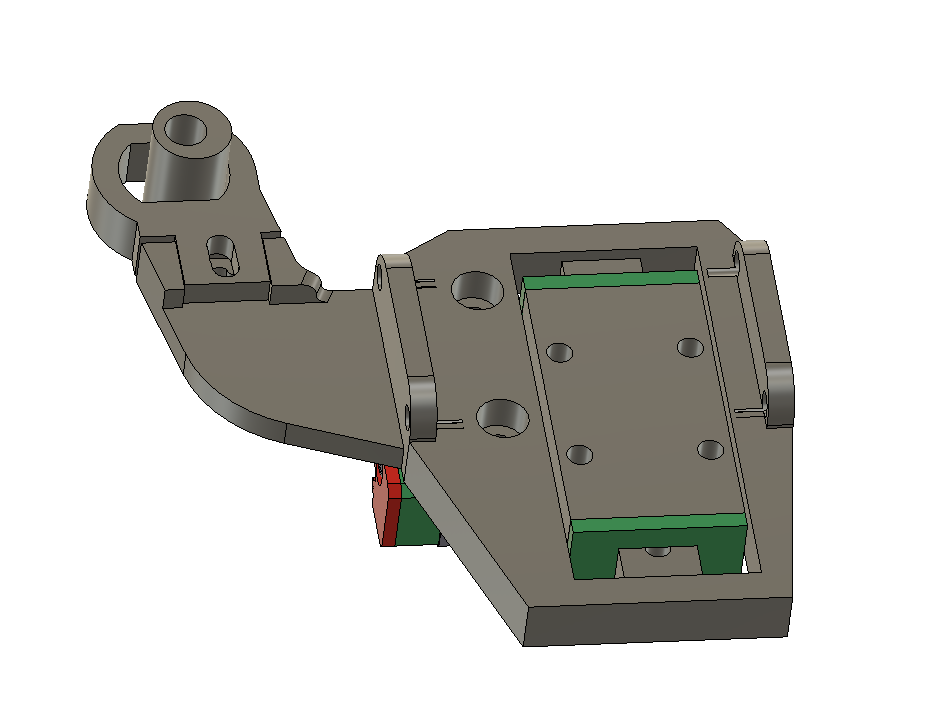
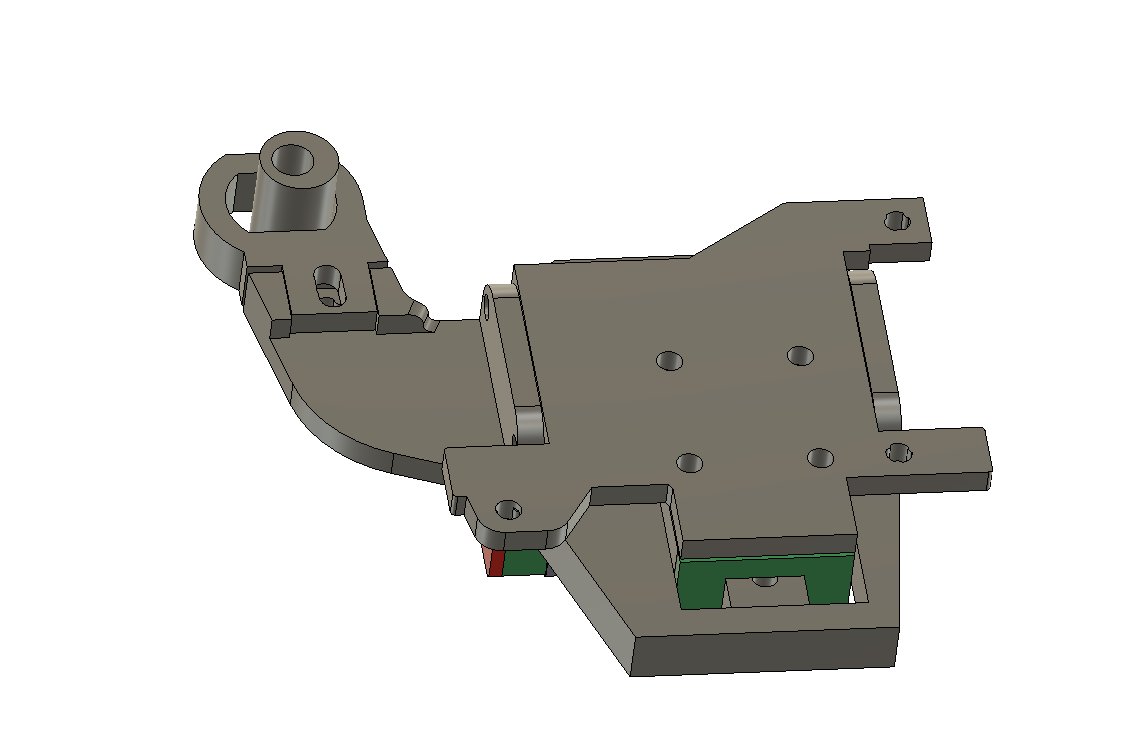
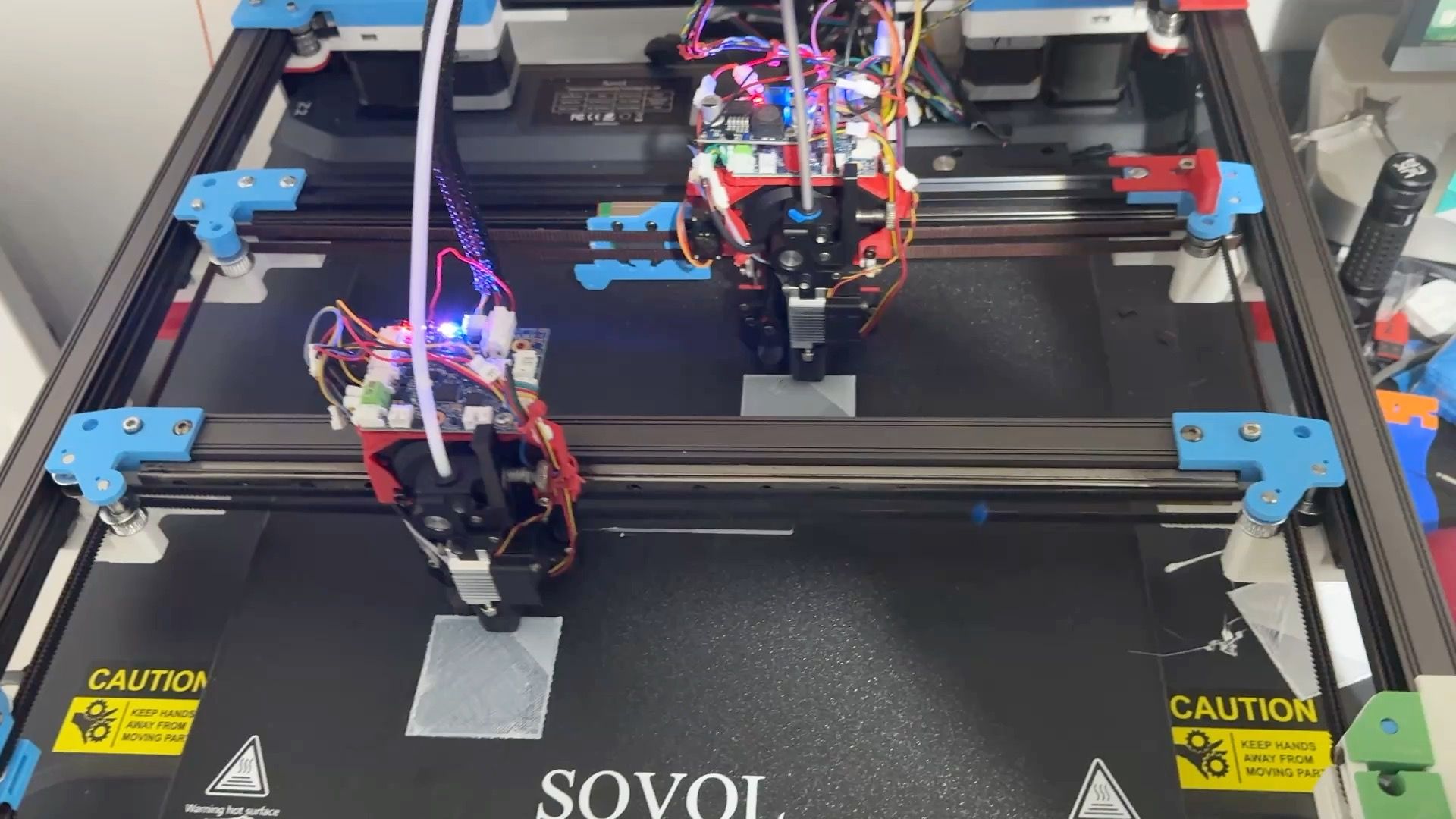
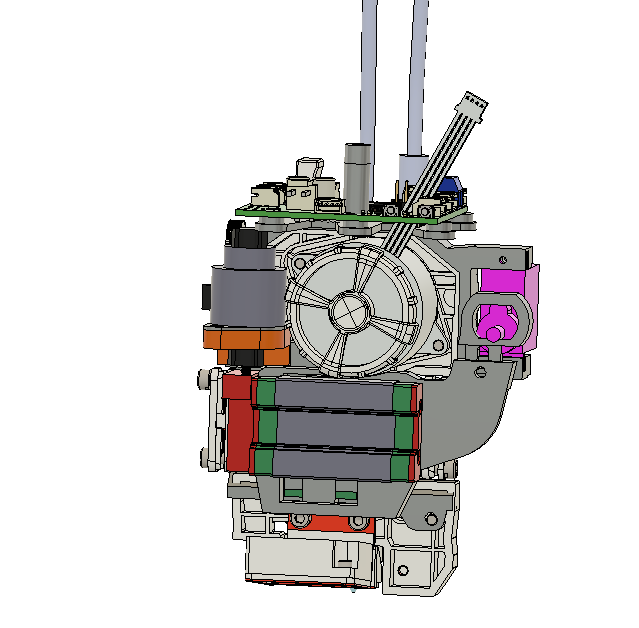
Next Z hopper option that I am going to try - this time using a linear stepper motor with 8N strength which should hopefully be enough.
Will have to run the 4 wires to it from the Mini5+ board as the tool board can only support one stepper (unless there is a clever way to wire in another driver).
Will combine it with an optical end stop - so will if I don't fix the stepper at the bottom be able to use the
vertical linear rail as a 'Voron Touch' probe too.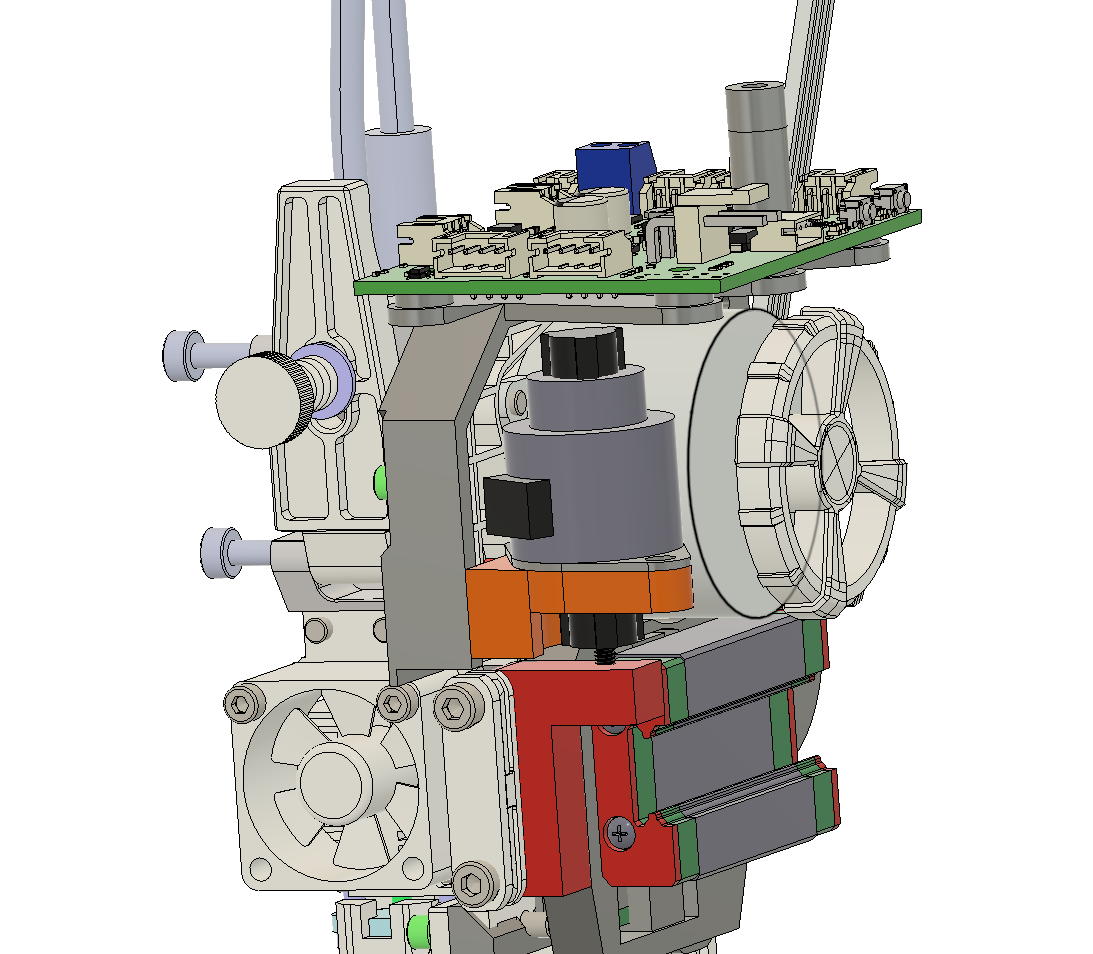
Shown in this picture with the servo option too for comparison - the linear motor is close to the centre and the linear rail too - although bending doesn't seem to be an issue despite the servo be a fair way off of the rail.
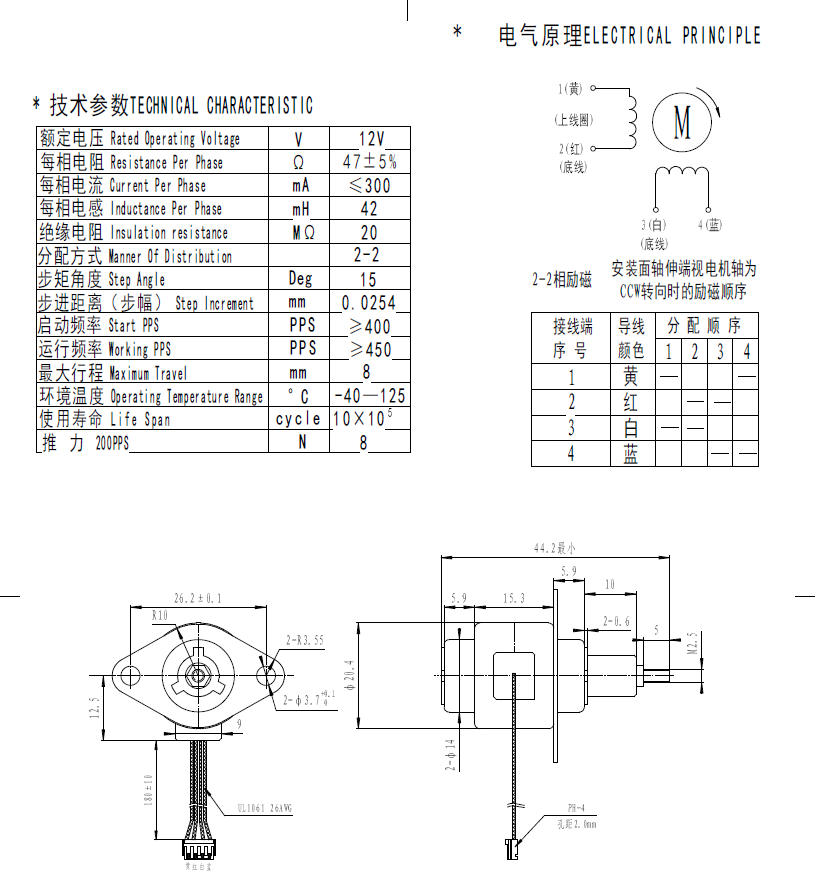
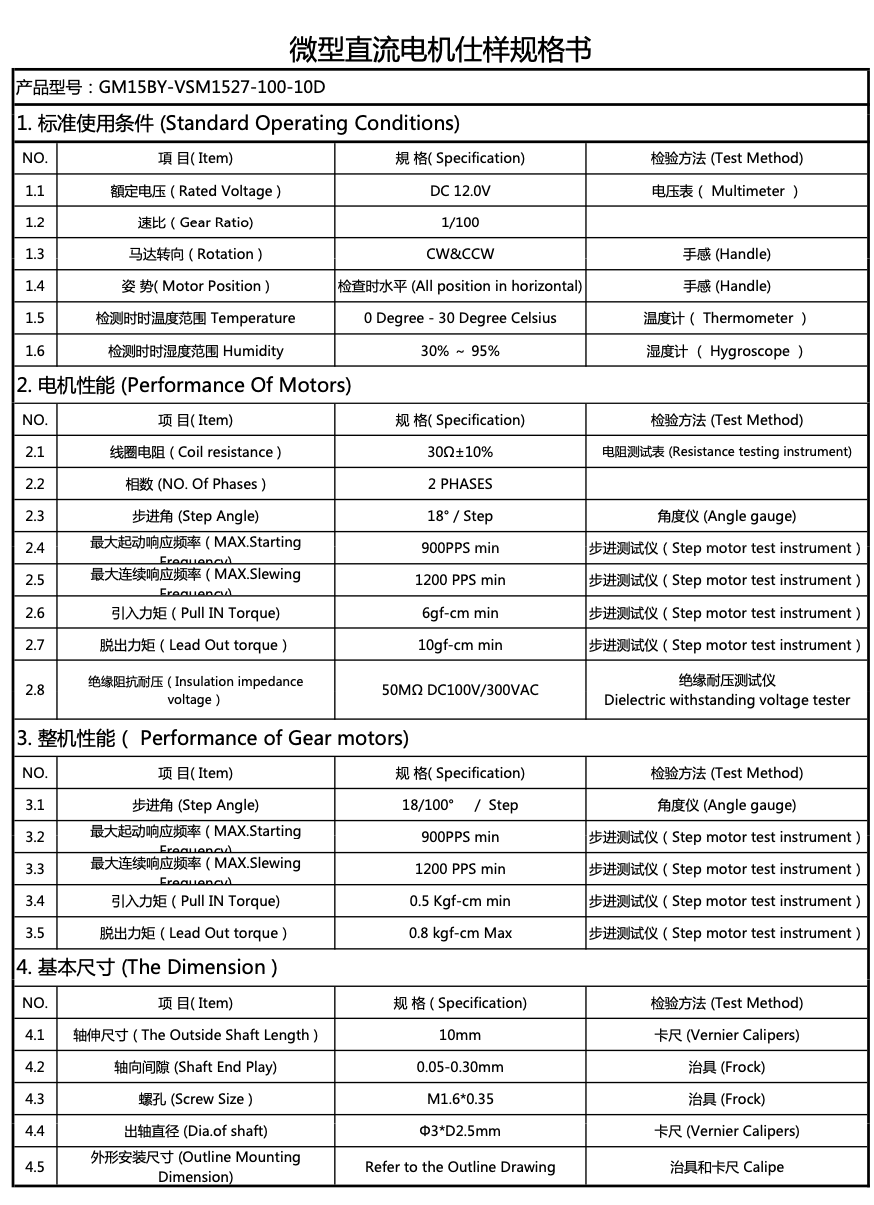
The servo motor looks quite good quality - and specs are as follows. - cost about £17 each including shipping.
Will only need to use about 2mm of the 8mm range.
-
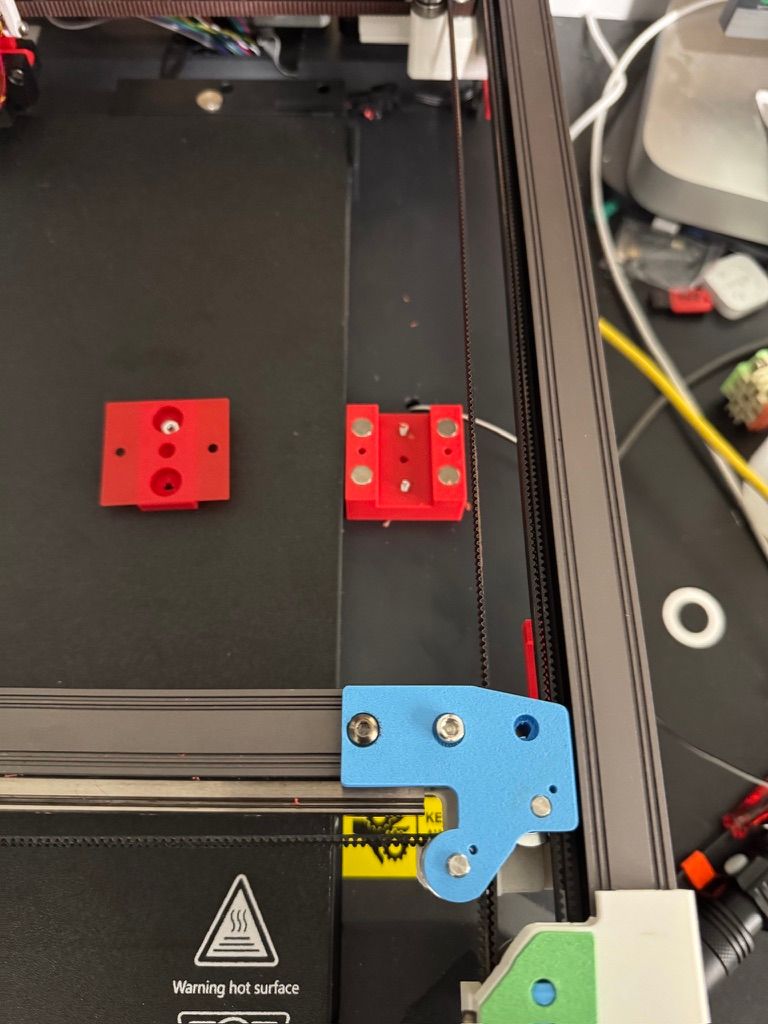
Wired up two types of z-hopper steppers - on the Mini5+ board
They both seem to move ok - but the Geared stepper looks very small and I don't have a mA rating for them - but they are only £5 from PiHut.
The linear motor seems to work quite well - but it is a bit noisy on idle - so need to investigate that.
Relevant settings below - I put them on B and C axis for now - need to adjust the steps per MM for the the smaller geared motor - as it needs about 50mm movement for the spindle to turn.
; Smart Drivers M569 P0.0 S1 D2 ; driver 0.0 goes forwards (Z axis) M569 P0.1 S1 D2 ; driver 0.1 goes forwards (Z axis) M569 P0.2 S0 D2 ; driver 0.2 goes backwards (Z axis) M569 P0.3 S1 D2 ; driver 0.3 goes forwards (X axis) M569 P0.4 S0 D2 ; driver 0.4 goes backwards (Y axis) M569 P0.5 S0 D2 ; driver 0.5 goes backwards (Z axis) M569 P1.0 S0 D3 V2000 ; driver 1.0 goes backwards (U axis) M569 P1.1 S0 D3 V2000 ; driver 1.1 goes backwards (V axis) M569 P1.2 S1 D2 ; driver 1.2 goes forwards (A axis) M569 P1.3 S1 D2 ; Z-hopper 1 M569 P1.4 S1 D2 ; Z-hopper 2 M569 P121.0 S0 D2 ; driver 121.0 goes backwards (extruder 0) M569 P122.0 S0 D2 ; driver 122.0 goes backwards (extruder 1) ; Motor Idle Current Reduction M906 I30 ; set motor current idle factor M84 S30 ; set motor current idle timeout ; Axes M584 X0.3 Y0.4 Z0.1:0.2:0.0:0.5 U1.0 V1.1 A1.2 B1.3 C1.4; set axis mapping M350 X16 Y16 Z16 U16 V16 A16 B16 C16 I1 ; configure microstepping with interpolation M906 X800 Y800 Z800 U800 V800 A800 B50 C50 ; set axis driver currents M92 X80 Y80 Z533.33 U100 V100 A533 B629 C629 ; configure steps per mm M208 X0:300 Y-5:295 Z0:300 U0:300 V0:300 A0:300 B0:3 C0:3 ; set minimum and maximum axis limits M566 X12000 Y12000 Z3000 U6000 V6000 A3000 B1000 C1000 ; set maximum instantaneous speed changes (mm/min) M203 X42000 Y42000 Z3000 U21000 V21000 A3000 B1000 C1000 ; set maximum speeds (mm/min) M201 X500 Y500 Z20 U250 V250 A20 B20 C20 ; set accelerations (mm/s^2)I carried on using the configuration tool for as long as I could - but it seems to keep losing the !'s on my end stops - so switched to just editing config.g.
One thing I have noticed that I really like about Duet without RPI as how quick it boots up / restarts vs how long the Klipper based board that came with the SV08 took.
Also looking forward to be able to start prints much quicker than my X1Cs - which take about 7 or 8 minutes calibration before they start anything.
Specs for smaller geared stepper (pictured on right) attached below
-
@dwuk said in Sovol SV08 Multiple Motion System Upgrade.:
Next step - multiple motion system...
Fantastic work Dave. I am really looking forward to the first dual independent print!
-
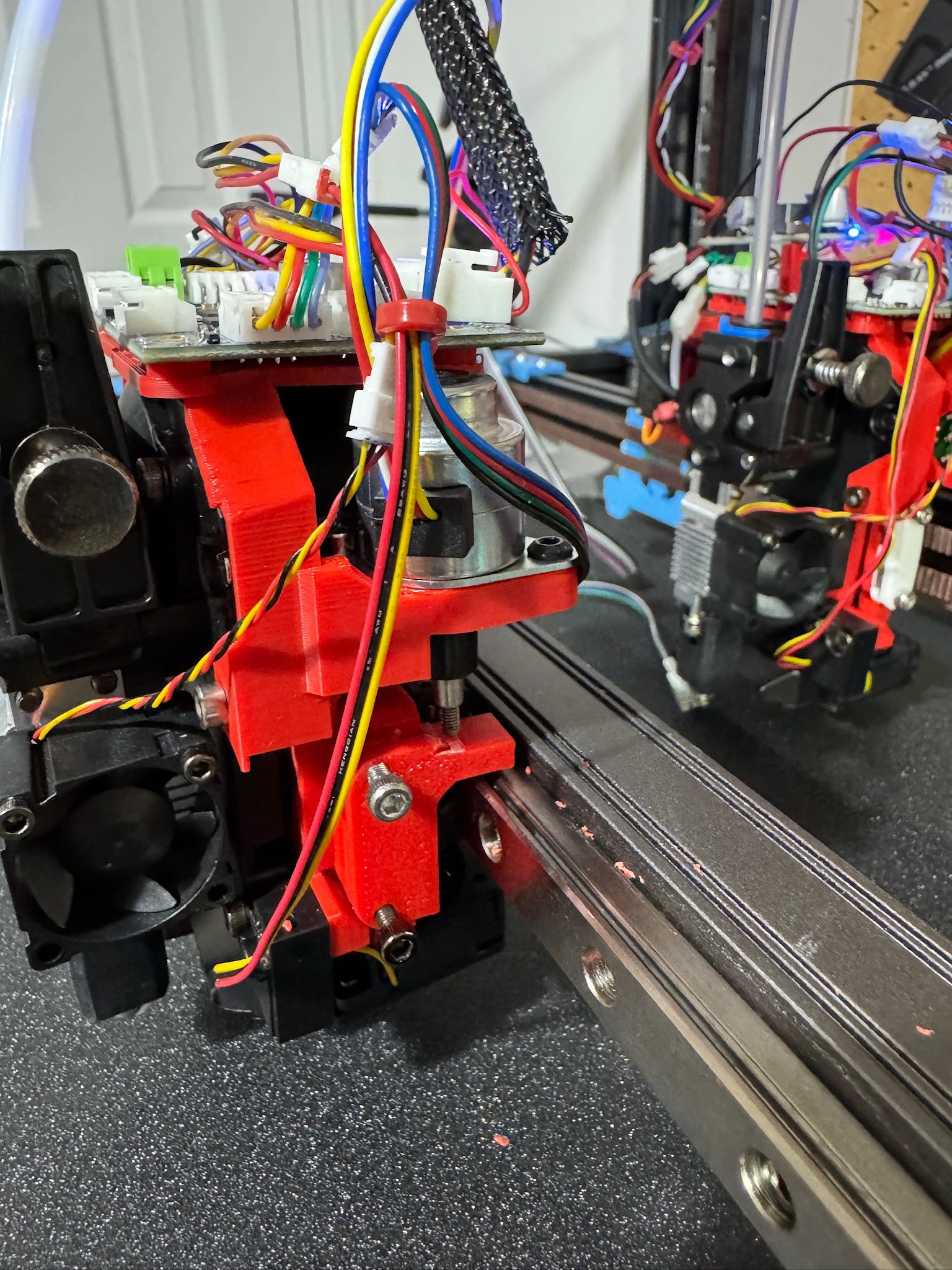
Linear stepper looks fairly neat and hardly adds anything to the width - but can't test it properly until another MGN9C linear carriage arrives in a few days.
With the current plastic carriage it needs a little bit of help to lift at 150ma - but lowers very nicely.
There is always to option to add spring assist too if it struggles once it has the proper linear rail setup arrives.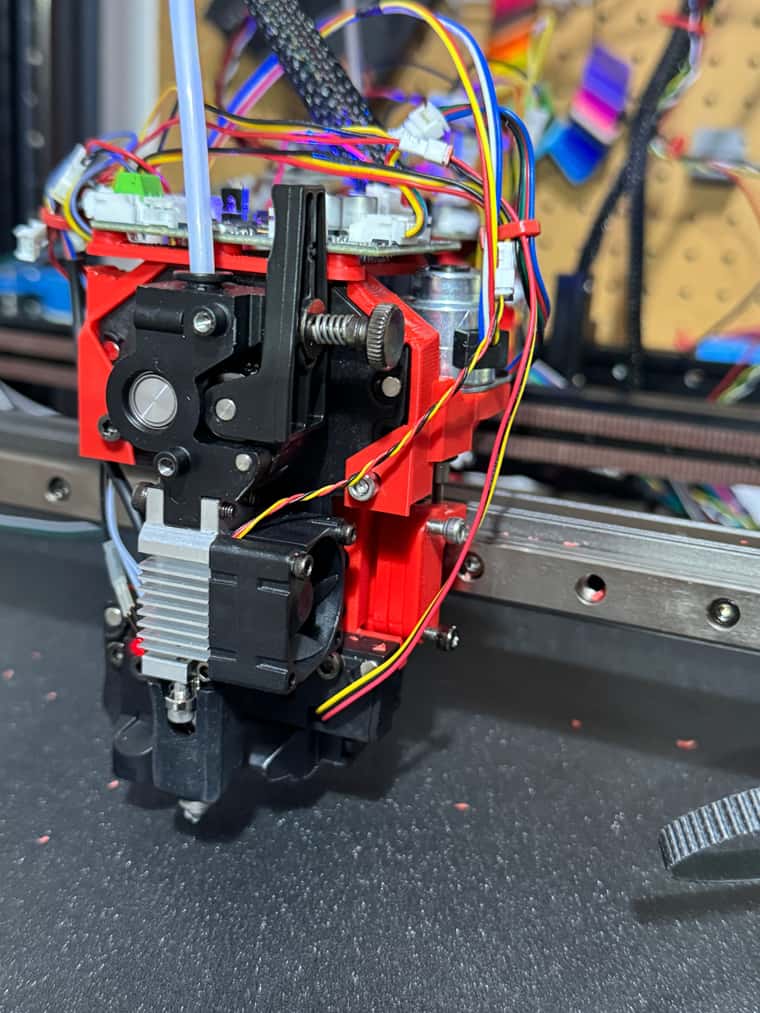
-
@dwuk Those motors are nice findings...but the small one might be too slow for anything? (15-20PPS @18degree/step divided by 100/1 gearbox) If my math is correct, it'll take 50 seconds for half a turn (outputshaft acting like hobby servo excenter)
You will also need a way to fix the tool in both directions. Otherwise the extruded filament will push it up. -
Just ordered two more 1LC tool boards and another mini5+ board.
That combination should allow for 6+7+5=18 axis drivers - z8, x4, y4 = 16 so should be enough for now - with the option to go up to 20 with another mini5 expansion.
Bad news is that my current mini5+ board is v1.02 - not sure what version E3D will send me for the 2nd board - their listing says 1.01 - so looks like some desoldering of terminator resistors on one of the boards is going to be required.
-
Added MGN9C carriage and Z lifter works quite well now.
See -
https://youtube.com/shorts/JexMhHyFkvI?si=BZMB12EFMrDNep2B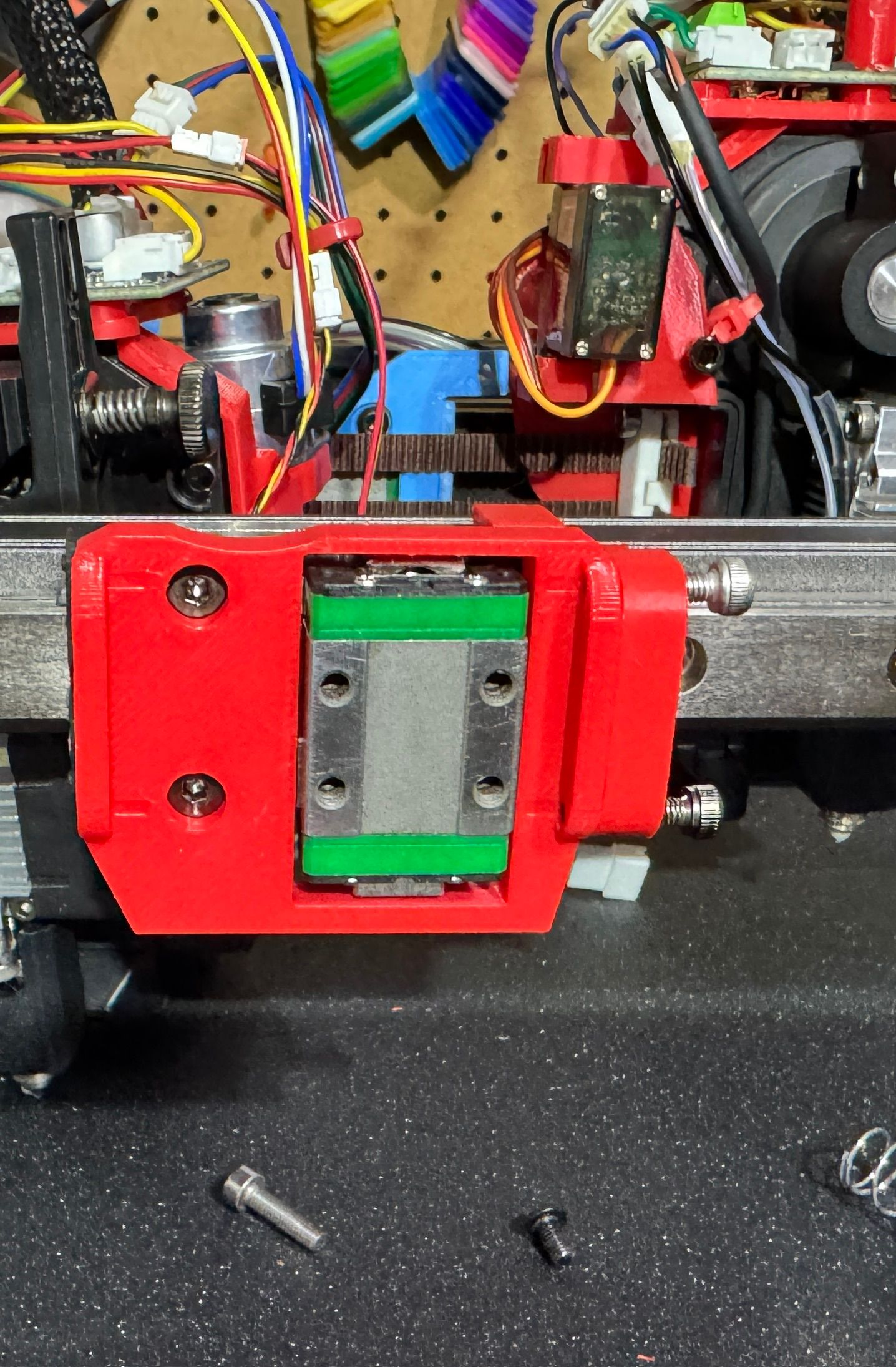
Next challenge after this is how to get a ball probe working with RepRap firmware to align the two heads - as per this Klipper add-on.
https://github.com/viesturz/NozzleAlign
I may have to do some maths in a macro to get this to work.
Am going to try one of the Ember Prototypes Camera based aligners too.
-
@dwuk i beleive @Sindarius has this concept working, hopefully he will be able to chime in.
-
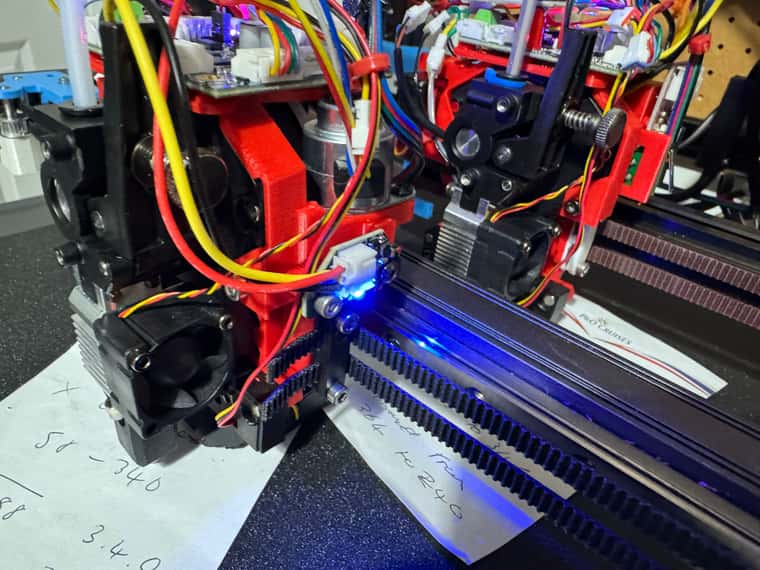
Added optical limit switch to front gantry linear Z hopper - and it is working pretty well.
The limit switch triggers at about -1.6 below the Z height of the other gantry, and the Z hopper can drop down by a further around 0.5mm.
So the 2.1mm difference also allows 'Voron Tap' type Z height detection to also work if the extruder is lowered down - although haven't yet implemented this in homeX.
I changed the M569 definition of the stepper from D2 to D3 and I think that has made it quieter - but it is staying a little hot on idle - so I need to add some switching off of IDLE's somewhere into the macros (M84 B) - however this does mean it loses it homing status. Maybe lowering the current percentage might work instead.
Next step tomorrow is to try some tests with the ball probe - I think I will just print something that I can place 4 magnets around it to hold it in a fixed place on the build plate for stability - and see what I can create in terms of macro code to accurately locate it on one gantry, then get the other gantry to do the same probing to get the two aligned.
Would be interesting to see what @Sindarius has developed for this too.
In terms of where the place the probe on the build plate.
It the short term I think I will just manually place it somewhere - bet ideally I would like to make the alignment fully automated. Am wondering whether it might be feasible to cut a small hole in the build plate and create a mechanism to lift the probe up from below when required.
Any prints over this area could potentially just bridge over the hole.
Haven't yet added any magnets to hold the front gantry extruder down - but I think something at 45 degrees like the voron tap can be added later once I get to some high speed printing tests.
-
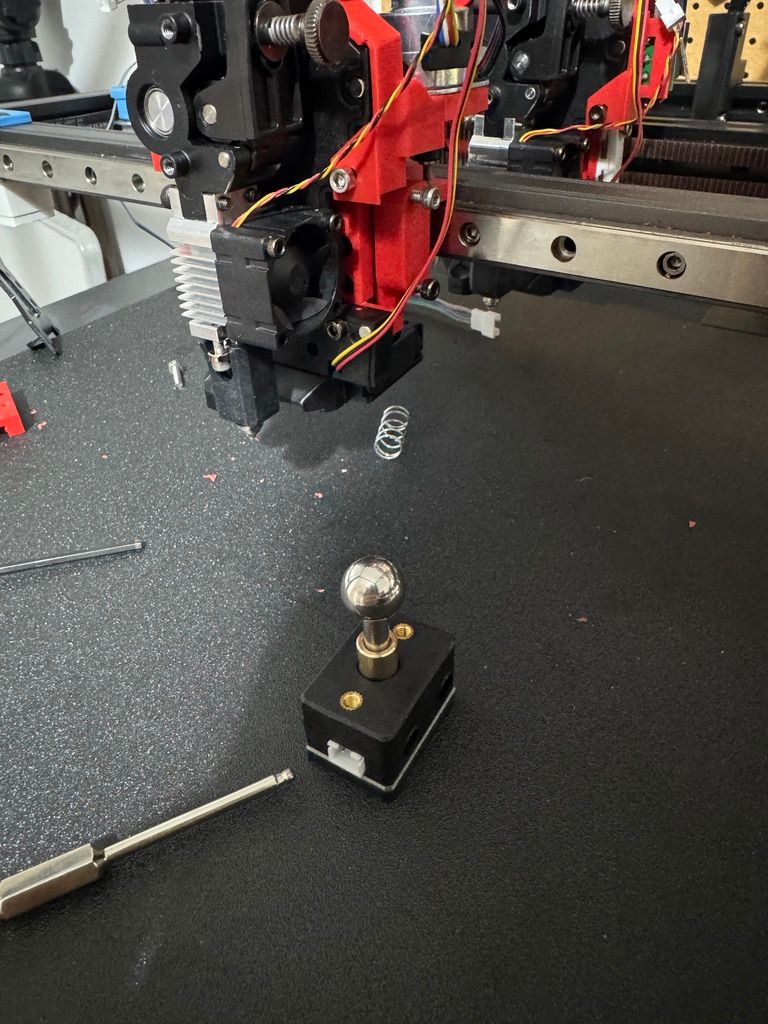
Good progress made on Ball Probe
Demo of first attempt at Macro here - which I have initially done on the front Gantry
Video show G32 first, followed by Ball Probe alignment Macro
https://youtube.com/shorts/uPcV3BAuwyc?si=bT-t0YxPR4qDQWoo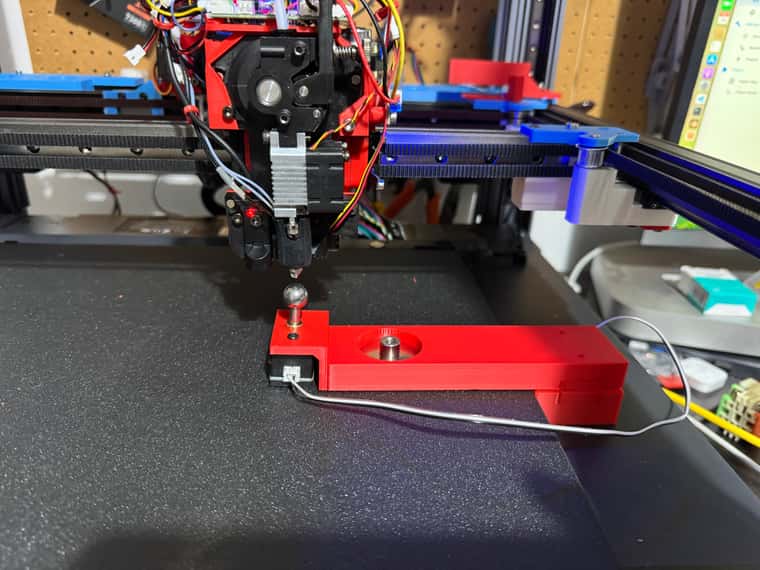
Held in place for now by Magnets - but I would like to automate the deployment and stowing of the Probe.
The 4 magnets at the edge are for basic positioning, with the larger one near the probe to hold it in place.
probe.g Macro - Currently just front Gantry
G90 G1 U150 V290 F20000 G1 Z50 F5000 G1 X235 Y179 F10000 M574 Z1 S2 K3; Set Z to Ball Probe ; Find basic Z position G1 H4 Z-10 F300 echo "Z", {move.axes[2].userPosition} G1 Z50 F300 G1 H4 Z-10 F300 echo "Z", {move.axes[2].userPosition} G1 Z48 F300 G1 H4 Z-10 F100 echo "Z", {move.axes[2].userPosition} var ZP = move.axes[2].userPosition G1 Z50 F5000 M574 Z1 S2 K0; configure Z axis endstop ; Now find X middle G91 G1 X-10 F5000 G90 G1 Z{var.ZP-0.2} F300 G91 M574 X1 S2 K3 G1 H4 X+10 F300 echo "X1", {move.axes[0].userPosition} G1 X-5 G1 H4 X+10 F300 echo "X1", {move.axes[0].userPosition} G1 X-5 G1 H4 X+10 F300 echo "X1", {move.axes[0].userPosition} var X1 = move.axes[0].userPosition G1 Z5 F300 G1 X10 F5000 G1 Z-5 F300 G1 H4 X-10 F300 echo "X2", {move.axes[0].userPosition} G1 X5 G1 H4 X-10 F300 echo "X2", {move.axes[0].userPosition} G1 X5 G1 H4 X-10 F300 echo "X2", {move.axes[0].userPosition} var X2 = move.axes[0].userPosition G1 Z5 G90 var XM = (var.X1+var.X2)/2 G1 X{var.XM} M574 X1 S3 ; configure X axis endstop ; Now Y G91 G1 Y-10 F5000 G1 Z-5 F300 M574 Y1 S2 K3 G1 H4 Y+10 F300 echo "Y1", {move.axes[1].userPosition} G1 Y-5 F5000 G1 H4 Y+10 F300 echo "Y1", {move.axes[1].userPosition} G1 Y-3 F5000 G1 H4 Y+10 F100 echo "Y1", {move.axes[1].userPosition} var Y1 = move.axes[1].userPosition G1 Z5 F300 G1 Y10 F5000 G1 Z-5 F300 G1 H4 Y-10 F300 echo "Y2", {move.axes[1].userPosition} G1 Y5 F5000 G1 H4 Y-10 F300 echo "Y2", {move.axes[1].userPosition} G1 Y2 F1000 G1 H4 Y-10 F100 echo "Y2", {move.axes[1].userPosition} var Y2 = move.axes[1].userPosition var YM = (var.Y1 + var.Y2) / 2 G1 Z5 F300 G90 G1 X{var.XM} Y{var.YM} F2000 G90 M574 Y1 S3 ; configure Y axis endstopResults from test - to show level of consistency
19/02/2025, 22:32:59 Y2 182.625
19/02/2025, 22:32:57 Y2 182.625
19/02/2025, 22:32:56 Y2 182.625
19/02/2025, 22:32:53 Y1 174.275
19/02/2025, 22:32:51 Y1 174.300
19/02/2025, 22:32:49 Y1 174.288
19/02/2025, 22:32:44 X2 243.038
19/02/2025, 22:32:42 X2 243.038
19/02/2025, 22:32:40 X2 243.038
19/02/2025, 22:32:37 X1 234.812
19/02/2025, 22:32:35 X1 234.812
19/02/2025, 22:32:32 X1 234.812
19/02/2025, 22:32:28 Z 45.645
19/02/2025, 22:32:26 Z 45.647
19/02/2025, 22:32:23 M98 P"0:/macros/Probe.g"
Z 45.647