Need help, willing to pay, I'm completely stuck.
-
After a reboot Home all is now working.
-
I see one problem with your homeall.g
; homeall.g ; called to home all axes ; generated by RepRapFirmware Configuration Tool on Mon Jul 02 2018 18:40:51 GMT+0100 (GMT Summer Time) G90 ; relative positioning G1 Z5 F6000 S2 ; lift Z relative to current position G1 S1 X-225 Y-225 F1800 ; move quickly to X and Y axis endstops and stop there (first pass) G1 X5 Y5 F6000 ; go back a few mm G1 S1 X-225 Y-225 F360 ; move slowly to X and Y axis endstops once more (second pass) G90 ; absolute positioning G1 X110 Y110 F6000 ; go to first bed probe point and home Z G30 ; home Z by probing the bedThe very first line is
G90 ; relative positioningexcept that G90 is absolute positioning. Change that to G91 to properly raise the head.; homeall.g ; called to home all axes ; generated by RepRapFirmware Configuration Tool on Mon Jul 02 2018 18:40:51 GMT+0100 (GMT Summer Time) G91 ; relative positioning G1 Z5 F6000 S2 ; lift Z relative to current position G1 S1 X-225 Y-225 F1800 ; move quickly to X and Y axis endstops and stop there (first pass) G1 X5 Y5 F6000 ; go back a few mm G1 S1 X-225 Y-225 F360 ; move slowly to X and Y axis endstops once more (second pass) G90 ; absolute positioning G1 X110 Y110 F6000 ; go to first bed probe point and home Z G30 ; home Z by probing the bed -
That's done, should I go ahead and try and print?
-
Now when I try to print, it home all fine the first time, then goes to home all again and just crashes into the bed.
-
You have another G28 in bed.g. remove that one.
-
Done, still getting a nozzle crash when trying to print the calibration cube unfortunately.
I just want to say how grateful I am for your help.
-
Can you upload the gcode file you're trying to print? Or copy and paste the first 50 lines or so of it? I need to see what it's trying to do.
Can you post a picture of your heightmap being displayed? I'd like to see what it thinks the bed surface is like.
And just to recap. Homing now works correctly if you tell it to home x, homey, home z, and home all?
Can you post a video of what it looks like from when you start a print?
Is it going just a little too far down into the bed and stopping, or is it just trying to continuously push into the bed?
Can you measure each side of your x axis from the bed to see if your lead screws are misaligned and tilting the x axis.
-
@jameswstubbs said in Need help, willing to pay, I'm completely stuck.:
The Z travel is also way to fast and makes a stupidly loud noise.
Is this solved by now? I am on my phone so I cannot check your steps/mm for Z but if you still use the stock Anet A8 lead screws this should be set to 400 (at x16 microstepping).
This is the one value that I got wrong when converting my A8 and it did what your described. It moved way to fast and also very choppy.
Another consequence of having your steps/mm for Z too high would be that it would move longer than it should what could explain the nozzle crashing into the bed.
Manuel
Duet 3 6HC (v0.6) with RPi 4B on a custom Cartesian
with probably always latest firmware/DWC (incl. betas or self-compiled)
My Tool Collection -
@wilriker Yeah z steps is currently set to 400 according to the config.
-
Also the speed of the z axis ,might be to fast. i had this and my z axis moved clunky but to fast.
here is a snippet from my g code
; Drives
M569 P0 S1 ; Drive 0 goes forwards
M569 P1 S1 ; Drive 1 goes forwards
M569 P2 S0 ; Drive 2 goes backwards
M569 P3 S1 ; Drive 3 goes forwards
M569 P4 S1 ; Drive 4 goes forwards
M350 X16 Y16 Z16 E16:16 I1 ; Configure microstepping with interpolation
M92 X80.14 Y79.89 Z401.04 E95.83:95.83 ; Set steps per mm
M566 X900 Y900 Z12 E120:120 ; Set maximum instantaneous speed changes (mm/min)
M203 X6000 Y6000 Z180 E1200:1200 ; Set maximum speeds (mm/min)
M201 X500 Y20 Z250 E250:250 ; Set accelerations (mm/s^2)
M906 X800 Y800 Z800 E800:800 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 -
@latexcupcake Thank you for this, I've adjusted all my speeds to match yours. The Z axis is much quieter now.
Which extruder do you use, if I use a geared titan will I need to have a different speed?
This is the gcode I currently have ready to print.
This is the result of "Perform automatic bed compensation/calibration (G32)"
This is the result of "Perform automatic mesh compensation (G29)"
I'm not sure what's happening with the rear left of my bed in this case...
I can confirm that Home X, Home Y, Home Z and Home All works from the "Head Movement" menu.
I have aligned the x axis with the chassis of the frame (as advised by the creator of the printer) using two identical portable USB batteries.
I went to video the start of a print and the following happened.
It completed the G28 and then completed the G32, it then did it's priming streak in the gcode. As it was doing this and as it moved to start it's first layer the extruder was clicking. I thought this was either temperature too low or nozzle too close to the bed.
I'm printing in PETG and having used this filament before I set initially set it to 230 degrees and tried to extrude, but got clicking.
So I now have it set at 245 degrees and it'll extrude (although it seems to cool very quickly so it may still not be hot enough.
I tried to print again and there was more clicking, knowing that the temperature was able to extrude now, I decided to check the z offset.
In marlin, I used to use M851 Z-. and trial and error until I had it tuned in, but because I still don't know how to do this on reprapfirmware, I decided to edit it in the slicer. I experimented until I found that 0.5 to 0.6 wouldn't click and would extrude.
When I went to print again, the printer successfully completed G28 and the four corners of G32, but when it went to probe the centre of the bed, it crashed into it again.
This is a genuine BLTouch so it should be ok, could it be it that's at fault?
I'm currently uploading a video to One Drive, you'll see that the head crashes into the bed, the BLTouch starts flashing and then it continues to print with the nozzle too close to the bed.
The video is here:
https://1drv.ms/v/s!AvB1JFYrIu_kgv97807T8m62Fk_XmgApologies for the size, as you can see on the G28 and the four corners of the G32 the BLTouch works as intended.
Then either the nozzle crashes into the bed and just keeps crashing, or, as shown in the video it will crash into the bed, the BLTouch will start flashing and then the print will continue with the nozzle too close to the bed.
-
Merged into one post
-
Merged into one post
-
Merged into one post
-
For the clicking and temperature, are you sure you have the right heater parameters set for your thermistor? Do you have a multimeter with a thermocouple to verify the actual temperature of the heat block? Your temp readings could be reporting that it's hotter than it actually is. Once you're sure you have the thermistor values right you can run a PID tuning. But that is a problem for another day.
Your z axis is moving very slowly in the video and it looks like it's causing the bltouch pin to hit again before the head raises causing it to go into error.
Try using these for Z speeds. Slightly faster than what latexcupcake posted, but not crazy. Should be doable for the printer. If they seem to cause bad behaviour, reduce the speed a bit. But it should hopefully allow the pin to stop hitting the bed.
M566 Z30
M203 Z300
M201 Z30Your gcode start script looks fine.
Your heightmap has a big problem with that huge dip in the corner. I think that is the most likely cause for smashing into the bed. It thinks the bed surface is way lower than it is and is trying to move the nozzle down to compensate.
You have a couple options.
-
your bed looks to be fairly flat as it is, so you could try disabling mesh compensation entirely in the DWC. Remove G32 and G29 from your startup script and just use G28 to home the printer. Even if the first layer doesn't stick perfectly, I think it will stop it from driving into the bed.
-
If that solves the problem you can try running G29 again with those increased z speeds to see if that will let the bltouch provide a better height map and remove that big dip. Or you can manually edit the heightmap.csv file to change that huge dip to be more in line with the other values. The heightmap.csv is in the system folder. You can right click and edit.
M851 in marlin is equivalent to G31 Z in reprapfirmware and you find the right value using this procedure: https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe?revisionid=HEAD#Section_Calibrate_the_Z_probe_trigger_height
-
-
I changed the M556, M203 and M201 as suggested and set the printer to Home All in preparation to re do the Z Probe calibration.
Unfortunately, the nozzle crashed into the bed again and this time I didn't catch it time, it's now damaged the mounts which hold the z axis nut on the left side.
I have replacements which I'll fit, then I'll re-attempt to Home All again.
This whole printer seems like 2 steps forward 1 step back!
I'll update when I replace the mounts.
Could me setting in the G31 Z value to 0 (As per the calibration instruction) have anything to do with it?
-
@jameswstubbs Well it should only be set to 0 when doing the measurement, but even then it should be able to stop the bed in time it just won't know exactly where your nozzle is.
This leads me to wonder if you have the BLTouch mounted too high or too low.
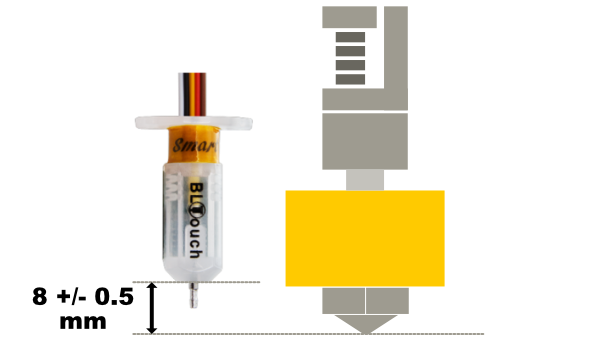
The body of the BLTouch should be 8mm above the nozzle tip. Are you close to that?
-
Crashing: LONG before the nozzle gets to the bed, trigger the BLTouch probe with your finger. Everything should stop moving down.
Do this with your other hand on the power switch, ready to power down INSTANTLY if things do not stop.
That's how you avoid crashes, with any probe, while figuring out the physical and configuration offsets.
-
Hi, apologies I've been away a few days and had to collect the spare z nut holders (literally the other end of the country!!)
I've now repaired what became damaged.
I measured the BlTouch as suggested, to my surprise it was about 10mm higher than the nozzle, this was surprising as the whole carriage design is based around having this sensor and it's a genuine item!
I've now placed two washers between the BlTouch and the mount, this should bring it within the roughly 8mm.
This is the result of my mesh compensation now:
I'm using a genuine E3D V6 and having done a search of the forums, I have found this:
https://forum.duet3d.com/topic/2501/e3d-v6-thermistor-settings/7
Am I right in saying that I need to use?:
M305 P1 T100000 B4725 C7.06e-8 R4700 ; Set thermistor + ADC parameters for heater 1
-
https://wiki.e3d-online.com/E3D-v6_Assembly#Configure_Firmware_.28Easy.21.29
Here's E3D s docs on setting it up for reprap.