Endstop isusse
-
-
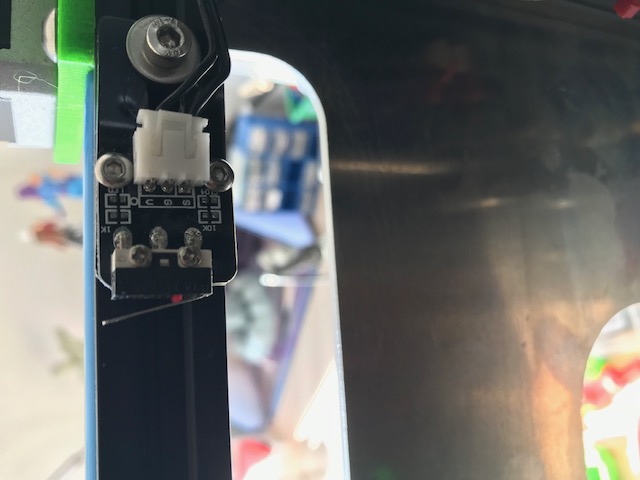
Yes, i use micro switches, for the y-axis.
-
If that's your Y endstop it looks like a makerbot style active low endstop, in which case your endstop config should be
M574 Y2 S0https://duet3d.dozuki.com/Wiki/GCode#Section_M574_Set_endstop_configuration
https://duet3d.dozuki.com/Wiki/Connecting_endstop_switchesIs this a new build that you are just getting set up? Or was it working before and not anymore?
If you trigger the endstop with your finger does the light on the Duet change?
-
Thanks.
It is an „new“ Setup. I have changed something but the endstop Works well in the old Setup.
When i trigger the endstop withe the Hand, the led change and the status change also.In the first run, after a reboot, it works to. But than it dosn‘t works anymore.
-
@dk90 can you post your config file and homing files?
-
; Configuration file for Duet WiFi (firmware version 1.21)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool on Thu Sep 13 2018 11:57:39 GMT+0200; General preferences
G90 ; Send absolute coordinates...
M83 ; ...but relative extruder moves; Network
M550 PIDEX ; Set machine name
M552 S1 ; Enable network
M587 S"DarkSide" P"DarkSide" ; Configure access point. You can delete this line once connected
M586 P0 S1 ; Enable HTTP
M586 P1 S0 ; Disable FTP
M586 P2 S0 ; Disable Telnet; Drives
M584 X0 Y2 Z1 E3:4 U5 ; Driver 0 controls the X motor, 1 controls Y, 2 control Z motors,3 and 4 control E motors and 5 the U motor
;M584 X0 Y1 Z2 U3 E4:5 ; create the U axis and assign stepper driver 3 to it
M569 P0 S0 ; Drive 0 goes backwards X
M569 P1 S0 ; Drive 1 goes forwards Z
M569 P2 S1 ; Drive 2 goes forrwards Y
M569 P3 S0 ; Drive 3 goes forwards E0
M569 P4 S0 ; Drive 4 goes forwards E1
M569 P5 S0 ; Drive 5 goes backwards UM350 X16 Y16 Z16 E16:16 I1 ; Configure microstepping with interpolation
M92 X80 Y80 Z400 U80 E120:100 ; Set steps per mm
M566 X600 Y600 U600 Z12 E120:120 ; Set maximum instantaneous speed changes (mm/min) /////Orginal Werte: 600
M203 X20000 Y20000 U20000 Z180 E1200:1200 ; Set maximum speeds (mm/min) ´ //// Orginal Werte: 6000
M201 X1000 Y1000 U1000 Z250 E250:250 ; Set accelerations (mm/s^2) //// Orginal Werte: 500
M906 X800 Y900 Z800 U900 E800:800 I30 ; Set motor currents (mA) and motor idle factor in per cent //Orginal Werte: 800mA
M84 S15 ; Set idle timeout; Axis Limits
;M206 Y-5 ; offset Y-Achse nach referenzfahrt
M208 X0 Y0 Z0 U60 S1 ; Achsen Limit minumum
M208 X151 Y189 U 200 Z200 S0 ; Achsen Limit Maximum
M564 H0 ;Erlaube Jogbewegung ohne zu homen
; Endstops
M574 X1 S0 ; Set active high endstops
M574 Y2 S1 ; Y-Endstop hight end
M574 U2 S0 ; U-Endstop high end; Z-Probe
M574 Z1 S2 ; Set endstops controlled by probe
;M558 P4 H5 F120 T6000 ;//mechanischer endschalter Set Z probe type to switch and the dive height + speeds
M558 P5 H3 F500 ;Induktiver Sensor
G31 P500 X0 Y0 Z0.2 ; Set Z probe trigger value, offset and trigger height -0.835
M557 X25:150 Y35:180 S40 ; Define mesh grid; Heaters
M305 P0 T100000 B4138 C0 R4700 ; Set thermistor + ADC parameters for heater 0
M143 H0 S120 ; Set temperature limit for heater 0 to 120C
M305 P1 T100000 B4138 C0 R4700 ; Set thermistor + ADC parameters for heater 1
M143 H1 S280 ; Set temperature limit for heater 1 to 280C
M305 P2 T100000 B4138 C0 R4700 ; Set thermistor + ADC parameters for heater 2
M143 H2 S280 ; Set temperature limit for heater 2 to 280C
M305 P101 S"DuetDriversTemp" ; Driver Duet
M305 P103 X3 S"Gehäuse-unten" T100000 B4138 C0 R4700 ; Set thermistor + ADC parameters for heater 2; Fans
M106 P0 S0 I0 F500 H-1 C"BT-Kühler1" ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned on
M106 P1 S1 I0 F500 H1 T50 ; Set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on
M106 P2 S1 I0 F500 H2 T50 ; Set fan 7 value, PWM signal inversion and frequency. Thermostatic control is turned on
M106 P4 S0 I0 F500 H-1 C"BT-Kühler2" ; Set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned on
;---Gehäuselüfter---
;M106 P3 F40 ; Part cooling fan (P3 is PWM Fan 3 on the Duex2 10Hz)
M106 P3 T45:65 H100:101:102:P103; Tools
M563 P0 D0 H1 S"X_Tool" ; Define tool 0
G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets
G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C
M563 P1 D1 H2 X3 S"U-Tool" ; Define tool 1
G10 P1 X0 Y0 Z0 ; Set tool 1 axis offsets
G10 P1 R0 S0 ; Set initial tool 1 active and standby temperatures to 0C''' Create a tool that prints 2 copies of the object using both carriages'''
M563 P2 D0:1 H1:2 X0:3 F0:4 S"Clone" ; tool 2 uses both extruders, hot end heaters and fans, and maps X to both X and U
G10 P2 X25 Y0 U-35 S0 R0 ; set tool offsets and temperatures
M567 P2 E1:1 ; set mix ratio 100% on both extruders; Automatic saving after power loss is not enabled
; Custom settings are not configured
and the homing.g file
; homex.g
; called to home the all axis
;; --------Grundbedinugung ------------
;G1 Z5 F6000 S2 ; lift Z relative to current position
;------Y-Achse---------G91 ; relative positioning
G1 Z5 F6000 S2 ; lift Z relative to current position
G1 S1 Y215 F1800 ; move quickly to Y axis endstop and stop there (first pass)
G1 Y-10 F6000 ; go back a few mm
G1 S1 Y215 F360 ; move slowly to Y axis endstop once more (second pass)
;G1 Z-5 F6000 S2 ; lower Z again
G90 ; absolute positioning;----------X-Achse-------------
M400 ; make sure everything has stopped before we make changes
M574 X1 Y1 S3 ; set endstops to use motor stall
M913 X50 Y50 ; drop motor currents to 50%
M915 X Y S1 R0 F0 ; set X and Y to sensitivity 3, do nothing when stall, unfiltered
M566 X500 Y500 ; Set maYimum instantaneous speed changes (mm/min)
M201 X500 Y500 ; Set accelerations (mm/s^2)
G91 ; use relative positioning
G1 S1 X-200 F3000 ; move left 100mm, stopping at the endstop
G1 S1 X10 F2000 ; move away from end
G90 ; back to absolute positioning
M400 ; make sure everything has stopped before we reset the motor currents
M913 X100 Y100 ; motor currents back to 100%
M566 X1200 Y1200 ; Set maYimum instantaneous speed changes back to normal (mm/min)
M201 X3000 Y3000 ; Set accelerations back to normal (mm/s^2)
M574 X1 Y1 S0 ; Define active low and unused microswitches
G1 X11 F6000;;----------U-Achse------------
; homeu.g
; U AXIS
M400 ; make sure everything has stopped before we make changes
M574 U2 S3 ; set endstops to use motor stall
M913 U50 ; drop motor currents to 50%
M915 U S1 R0 F0 ; set X and Y to sensitivity 3, do nothing when stall, unfiltered
M566 U500 ; Set maYimum instantaneous speed changes (mm/min)
M201 U500 ; Set accelerations (mm/s^2)
G91 ; use relative positioning
G1 S1 U300 F3000 ; move left 100mm, stopping at the endstop
G1 S1 U-22 F2000 ; move away from end
G90 ; back to absolute positioning
M400 ; make sure everything has stopped before we reset the motor currents
M913 U100 ; motor currents back to 100%
M566 U1200 ; Set maYimum instantaneous speed changes back to normal (mm/min)
M201 U3000 ; Set accelerations back to normal (mm/s^2)
M574 U2 S0 ; Define active low and unused microswitches;-----Z-Achse------------
G90 ; absolute positioninn
G1 X50 Y100 F2000 S2 ; move to bed centre for probing
G30 ; probe the bed and set Z height
G1 Y10 X10;;---Bestätigungs Tone----------
M98 P0:/macros/Tunes/Zelda2.g
-
@dk90 said in Endstop isusse:
M574 X1 Y1 S0 ; Define active low and unused microswitches
In your x axis section when you switch back to using microswitches you have the y axis at the low end but in your config it is at the high end.
-
@phaedrux
 Thank you
Thank you ") i will test it tomorror!
i will test it tomorror! -
-
@phaedrux ehm i think so

here is the code for the macro.
;ZELDATREASUREnopause;
G4 P1000 ; wait
M300 S392 P200 ; G4
M300 S440 P200 ; A4
M300 S493.88 P200 ; B4
M300 S554.37 P200 ; C#5
M300 S392 P195 ; G4
M300 S440 P195 ; A4
M300 S493.88 P195 ; B4
M300 S554.37 P195 ; C#5
M300 S415.3 P190 ; G#4
M300 S466.16 P190 ; A#4
M300 S523.25 P190 ; C5
M300 S587.33 P190 ; D5
M300 S415.3 P185 ; G#4
M300 S466.16 P185 ; A#4
M300 S523.25 P185 ; C5
M300 S587.33 P185 ; D5
M300 S440 P180 ; A4
M300 S493.88 P180 ; B4
M300 S554.37 P180 ; C#5
M300 S622.25 P180 ; D#5
M300 S440 P175 ; A4
M300 S493.88 P175 ; B4
M300 S554.37 P175 ; C#5
M300 S622.25 P175 ; D#5
M300 S466.16 P169 ; A#4
M300 S523.25 P169 ; C5
M300 S587.33 P169 ; D5
M300 S659.25 P169 ; E5
M300 S466.16 P163 ; A#4
M300 S523.25 P163 ; C5
M300 S587.33 P163 ; D5
M300 S659.25 P163 ; E5
M300 S493.88 P158 ; B4
M300 S554.37 P158 ; C#5
M300 S622.25 P158 ; D#5
M300 S698.46 P158 ; F5
M300 S523.25 P151 ; C5
M300 S587.33 P151 ; D5
M300 S659.25 P151 ; E5
M300 S739.99 P151 ; F#5
M300 S554.37 P144 ; C#5
M300 S622.25 P144 ; D#5
M300 S698.46 P144 ; F5
M300 S783.99 P144 ; G5
M300 S587.33 P137 ; D5
M300 S659.25 P137 ; E5
M300 S739.99 P137 ; F#5
M300 S830.61 P887 ; G#5M300 S349.23 P25 ; F4
M300 S523.25 P25 ; C5
M300 S880 P25 ; A5
M300 S349.23 P25 ; F4
M300 S523.25 P25 ; C5
M300 S880 P25 ; A5
M300 S349.23 P25 ; F4
M300 S523.25 P25 ; C5
M300 S880 P25 ; A5
M300 S349.23 P25 ; F4
M300 S523.25 P25 ; C5
M300 S880 P25 ; A5M300 S369.99 P25 ; F#4
M300 S554.37 P25 ; C#5
M300 S932.33 P25 ; A#5
M300 S369.99 P25 ; F#4
M300 S554.37 P25 ; C#5
M300 S932.33 P25 ; A#5
M300 S369.99 P25 ; F#4
M300 S554.37 P25 ; C#5
M300 S932.33 P25 ; A#5
M300 S369.99 P25 ; F#4
M300 S554.37 P25 ; C#5
M300 S932.33 P25 ; A#5M300 S392 P25 ; G4
M300 S587.33 P25 ; D5
M300 S987.77 P25 ; B5
M300 S392 P25 ; G4
M300 S587.33 P25 ; D5
M300 S987.77 P25 ; B5
M300 S392 P25 ; G4
M300 S587.33 P25 ; D5
M300 S987.77 P25 ; B5
M300 S392 P25 ; G4
M300 S587.33 P25 ; D5
M300 S987.77 P25 ; B5M300 S415.3 P25 ; G#4
M300 S622.25 P25 ; D#5
M300 S1046.5 P25 ; C6
M300 S415.3 P25 ; G#4
M300 S622.25 P25 ; D#5
M300 S1046.5 P25 ; C6
M300 S415.3 P25 ; G#4
M300 S622.25 P25 ; D#5
M300 S1046.5 P25 ; C6
M300 S415.3 P25 ; G#4
M300 S622.25 P25 ; D#5
M300 S1046.5 P25 ; C6
M300 S415.3 P25 ; G#4
M300 S622.25 P25 ; D#5
M300 S1046.5 P25 ; C6
M300 S415.3 P25 ; G#4
M300 S622.25 P25 ; D#5
M300 S1046.5 P25 ; C6
M300 S415.3 P25 ; G#4
M300 S622.25 P25 ; D#5
M300 S1046.5 P25 ; C6
M300 S415.3 P25 ; G#4
M300 S622.25 P25 ; D#5
M300 S1046.5 P25 ; C6
M300 S415.3 P25 ; G#4
M300 S622.25 P25 ; D#5
M300 S1046.5 P25 ; C6
M300 S415.3 P25 ; G#4
M300 S622.25 P25 ; D#5
M300 S1046.5 P25 ; C6
M300 S415.3 P25 ; G#4
M300 S622.25 P25 ; D#5
M300 S1046.5 P25 ; C6
M300 S415.3 P25 ; G#4
M300 S622.25 P25 ; D#5
M300 S1046.5 P25 ; C6
M300 S415.3 P25 ; G#4
M300 S622.25 P25 ; D#5
M300 S1046.5 P25 ; C6
M300 S415.3 P25 ; G#4
M300 S622.25 P25 ; D#5
M300 S1046.5 P25 ; C6
M300 S415.3 P25 ; G#4
M300 S622.25 P25 ; D#5
M300 S1046.5 P25 ; C6G4 P1000 ; wait