Should I even try higher than 16x microstepping?
-
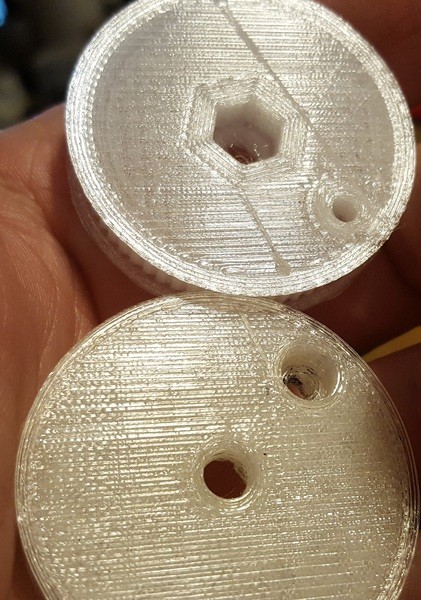
Here's a photo of another copy of this item, this time printed in clear PETG using 1/32 microstepping for my extruder.
The way I had to photograph this in order to show a difference magnifies the appearance of texture. It's actually a little finer than it looks in real life. It's pretty clear looking at it that the extrusion pulsing artifacts are lower in magnitude and with twice the frequency as they were with the 1/16 microstepping.
The two prints I've done so far using 1/32 turned out quite nicely. I think the clear PETG showed some improvement in the quality of the walls that were printed due to more even thickness as a result of less pulsing artifacts.
I'm trying a print now with the extruder using 1/64 microstepping. I'll be interested in seeing how the surfaces look.
The 1/32 microstepping print in clear PETG is the top piece. The 1/16 microstepping print in clear alloy 910 nylon is the bottom piece.
-
That does look much nicer. My point above was that as long as there is enough torque to turn the extruder at this higher microstepping, then there's no reason not to use higher microstepping.
-
I'm not saying that there isn't a difference but there seem to be too many variables. Different parts (or different sides of the same part), different filaments, as well as different micro stepping. For a true comparison, you really ought to change just one thing. i.e. to evaluate the effect of micro stepping, change only the micro stepping but keep everything else the same. Please don't take this the wrong way, I'm not trying to criticise. Ian
-
How about going the other way, can you set 1/8th and try again?
-
For a direct drive extruder with about 100 steps/mm at 16x microstepping, you could even increase microstepping to 256x.
-
I'm running my direct drive extruders with 200 steps/mm at 128x with good results. Actually everything on the printer is running at 128x with good results.
-
I changed it to 64x, and the surface quality turned yet more even and the artifacts smaller and closer together than they had been at 32x. The quality difference certainly diminishes though. I can hardly wait to use my 4:1 belted extruders that I just built for my D-bot.
One more thing I noticed is that the walls printed with clear PETG became more transparent. I think the reason is that with the pulsing artifacts reduced, the surface of these walls is more even, so the light going through them is less scattered.
I may try 128x or higher this evening.
-
I noticed the largest difference going from 1.8 deg/step motors to 0.9 deg/step. Toss in 128x or 256x stepping and it's even better.
-
As an aside the variation in translucency that you see in PETG etc is being used in a really cool way:
https://plus.google.com/s/%23VelocityPainting/top

Picture from Mark Wheadon (https://plus.google.com/+MarkWheadon/posts/9xdtMh3en7S) -
Wow Tony. Thanks for sharing the link. - Now THAT is clever.
-
Holy crap that's awesome! I love how he's getting those faces on there.
This is kind of wierd but I've never printed a vase yet. I should try that, and then see if I can get that velocity painting to work. That's just too cool.