I am using an FLSUN QQ-S Pro Delta printer w/ a Duet 2 Wifi board & a BLTouch, and whenever I attempt to move the nozzle across the X-axis, Z goes up when X+50, and down when X-50... But going from Y-50 and Y+50 has no issues. Any inputs appreciated!
config.g file:
G29 S1 ; enables mesh leveling
; General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"Duet1" ; set printer name
M665 R142.212 L280.5 B120.0 H368.28300 X0 Y0 Z0 ; Set delta radius, diagonal rod length, printable radius and homed height
M666 X0 Y0 Z0 A+0.00 B+0.00 ; put your endstop adjustments here, or let auto calibration find them
; Network
M551 P"d00rst0p" ; set password
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S1 ; enable FTP
M586 P2 S1 ; enable Telnet
; Drives
M569 P0 S0 ; physical drive 0 goes backwards
M569 P1 S0 ; physical drive 1 goes backwards
M569 P2 S0 ; physical drive 2 goes backwards
M569 P3 S1 ; physical drive 3 goes forwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X101.50 Y101.50 Z101.50 E540.00 ; set steps per mm
M566 X1200.00 Y1200.00 Z1200.00 E1200.00 ; set maximum instantaneous speed changes (mm/min)
M203 X18000.00 Y18000.00 Z18000.00 E1200.00 ; set maximum speeds (mm/min)
M201 X1000.00 Y1000.00 Z1000.00 E1000.00 ; set accelerations (mm/s^2)
M906 X600 Y600 Z600 E800 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
M221 S73 D0 ; sets extrusion factor of extruder to 73 percent
; Axis Limits
M208 Z0 S1 ; set minimum Z
; Endstops
M574 X2 S1 P"xstop" ; configure active-high endstop for high end on X via pin xstop
M574 Y2 S1 P"ystop" ; configure active-high endstop for high end on Y via pin ystop
M574 Z2 S1 P"zstop" ; configure active-high endstop for high end on Z via pin zstop
; Z-Probe
M950 S0 C"exp.heater3" ; create servo pin 0 for BLTouch
M558 P9 C"zprobe.in+zprobe.mod" H5 F600 T1500 ; set Z probe type to bltouch and the dive height + speeds(diveheight=H probingspeed=F meshbedspeed=T)
G31 P25 X0 Y45.5 Z2.5 ; set Z probe trigger value, offset and trigger height
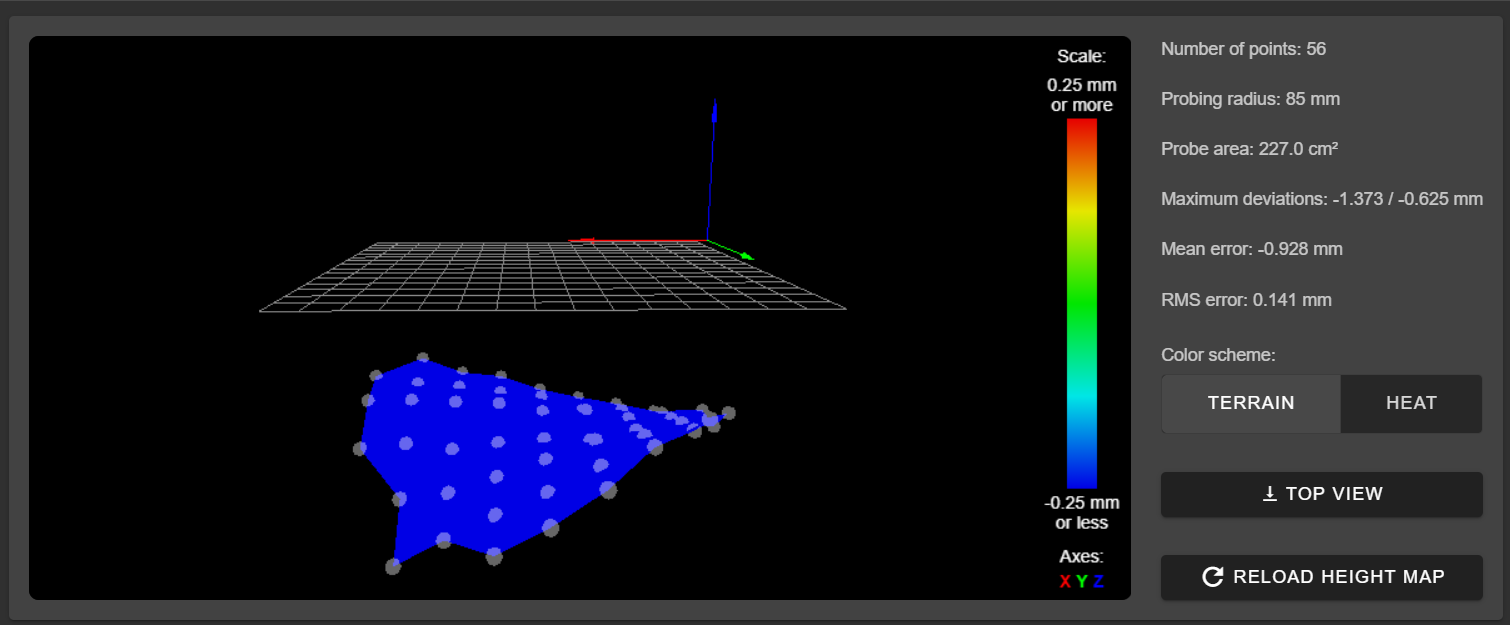
M557 R85 S20 ; define mesh grid
; Heaters
M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp
M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M307 H0 A12.4 C33.7 B1 D3.1 S1 ; enable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp
M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1
M143 H1 S280 ; set temperature limit for heater 1 to 280C
M307 H1 A340 B0 C140 D5.5 S1.00 ; disable bang-bang mode for heater and set PWM limit
M501
; Fans
M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency
M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned on
; Tools
M563 P0 F0 S"Side Fans" ; define tool 0, uses extruder drive 0, heater1 and fan0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C
M563 P2 H1 S"J-head Heater";
M563 P1 D0 S"Extruder" ; creates tool 1 with extruder titled extrusion
T1
; Custom settings are not defined
M302 ;yes
; Miscellaneous
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss
bed.g file:
M561 ; clear any bed transform
G28 ; home all towers
; Probe the bed at 3 peripheral and 3 halfway points, and perform 6-factor auto compensation
; Before running this, you should have set up your Z-probe trigger height to suit your build, in the G31 command in config.g.
G30 P0 X0 Y109.9 H0 Z-99999
G30 P1 X92.5 Y-64.95 H0 Z-99999
G30 P2 X-92.5 Y-64.95 H0 Z-99999
G30 P3 X0 Y64.9 H0 Z-99999
G30 P4 X56.21 Y-32.45 H0 Z-99999
G30 P5 X-56.21 Y-32.45 H0 Z-99999
G30 P6 X0 Y0 H0 Z-99999 S6
; Use S-1 for measurements only, without calculations. Use S4 for endstop heights and Z-height only. Use S6 for full 6 factors
; If your Z probe has significantly different trigger heights depending on XY position, adjust the H parameters in the G30 commands accordingly. The value of each H parameter should be (trigger height at that XY position) - (trigger height at centre of bed)
![IMG_1613[1].JPG](/assets/uploads/files/1598579462284-img_1613-1-resized.jpg)
![IMG_1612[1].JPG](/assets/uploads/files/1598579514101-img_1612-1-resized.jpg)