I found the problem with the repeatability: it was a bad soldering on the opamp (I beleave).
Thanks to all helpers
I found the problem with the repeatability: it was a bad soldering on the opamp (I beleave).
Thanks to all helpers
@Phaedrux unfortunatly I don't have a picture. The sobering looked nice (even with a Magnifying Glas) till I got it under the Microscope and did a seepin test with special dye.
I found the problem with the repeatability: it was a bad soldering on the opamp (I beleave).
Thanks to all helpers
@engikeneer
In my start Gcode the homing is after the heating both Bed and Nozzle. Also my Meshprobing is on Hot Bed and Nozzle.
@engikeneer
I reduced the dive height to 4mm and set the A to 7 (some spots needed to mesured 6 times) and S to your suggestions.
the result:
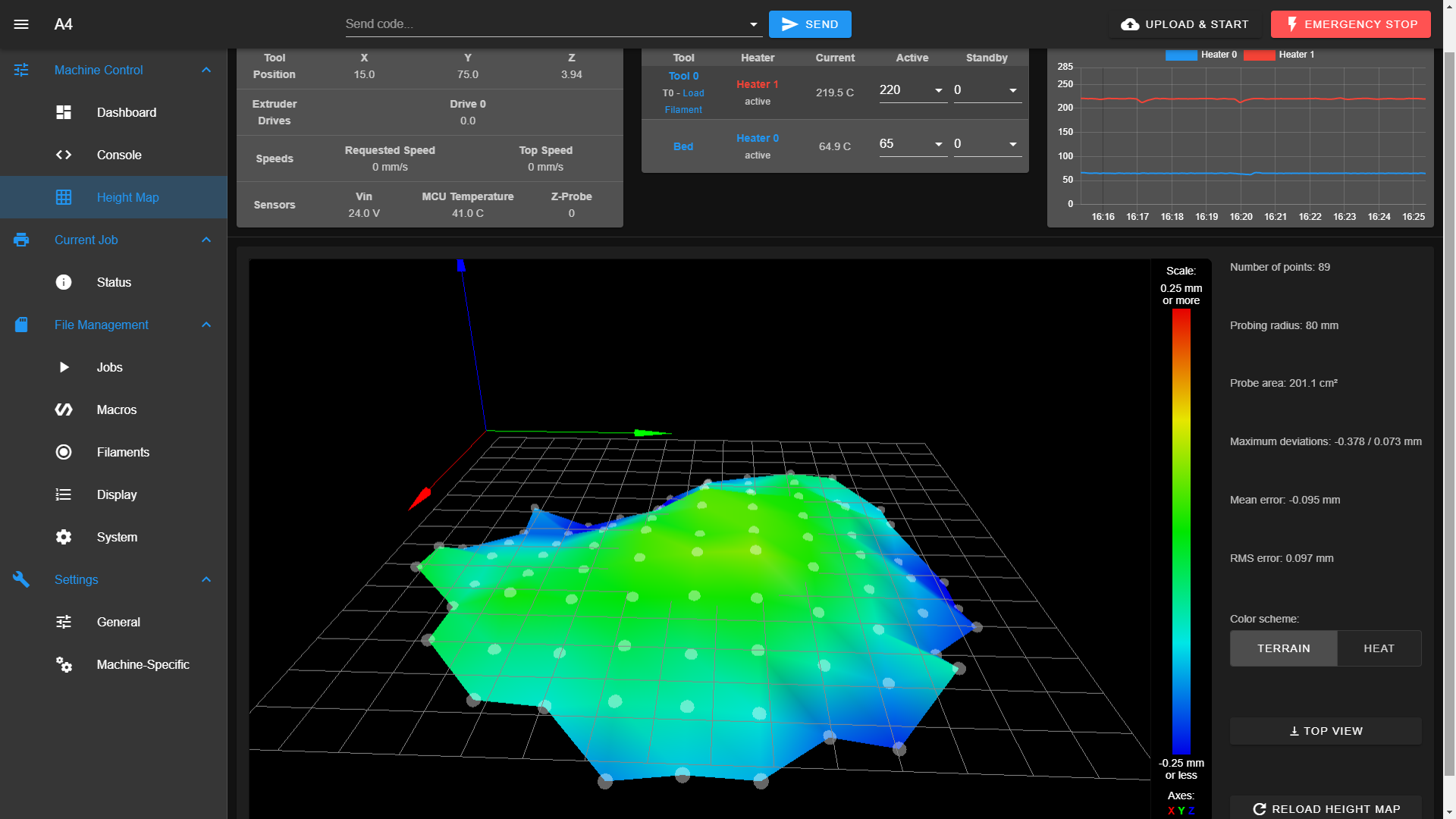
and my home file:
homedelta.g
@Veti there is on the Y arm a 0,2mm difference
I tryed a 9 factor calibration an that fixed the shift dimensions and improved the height map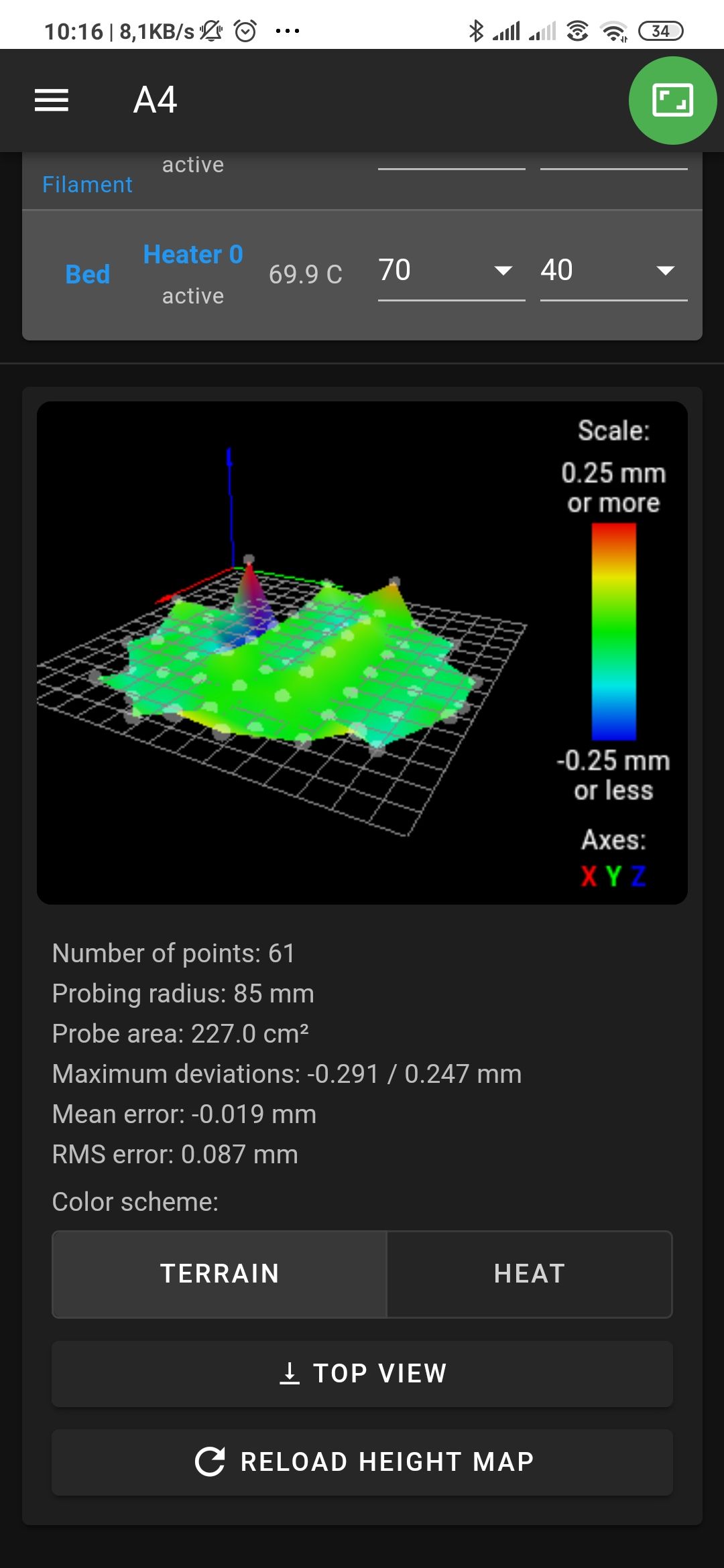
But now I have the problem that my 1st layer has to baby stepped up (the heed starts the printing maybe at 0.1mm (0.3mm first layer).
Here is the start part of my Gcode:
G28
G1 Z15 F1000
M107
G90
M82
M190 S60
M104 T0 S210
G92 E0
M109 T0 S210
M107
G0 X1.908 Y-24.187 Z0.3 F9000
G1 X-1.908 Y-24.187 E0.19038 F1800
there is 0,1mm space, so there are not coliding.
The reason why I´m not using Magballs is that I got bad memorys with (hudleys)Magballs in my Anycubic predator, particuly with vibrations and wiggling at high speeds of 130mm+ (im using a custom hotend wich reaches far down)
@Veti
higher or lower? can you give me anyy suggestions?
the belt tension is good probably a little bit on the strongside. I checked the towers, distance and tilt (there is tilt on one Tower of under 0,1mm at 600mm rodlenght).
also I already checked the bolts and nuts (all are glued with locktide).
