Hi folks,
People here have really helped me out with my last problem, so hopefully youall can sort this one out:
I've tried repeateadly to set the z offset. I have a Maestro with a BLTouch I just installed on a CR-10s.
No matter what, I cannot get it to lower the nozzle more than about 1mm from the bed. Moving the nozzle to touch the bed Resetting Z to zero may appear to work, but after that, when you start a print, it moves up and will not allow you to babystep any lower. Setting the z offset according to instructions does nothing- It always start about 1mm up after homing.
I'll post my config.g here:
; Configuration file for Duet Maestro (firmware version 2.03)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v2.1.8 on Sun Feb 23 2020 23:10:13 GMT-0600 (Central Standard Time)
; General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"CR-10x" ; set printer name
M918 P1 E4 ; brian- enabling lcd
; Network
M552 P0.0.0.0 S1 ; enable network and acquire dynamic address via DHCP
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet
; Drives
M569 P0 S0 ; physical drive 0 goes backwards
M569 P1 S0 ; physical drive 1 goes backwards
M569 P2 S1 ; physical drive 2 goes forwards
M569 P3 S0 ; physical drive 3 goes backwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X80.00 Y80.00 Z400.00 E415.00 ; set steps per mm
M566 X900.00 Y900.00 Z12.00 E120.00 ; set maximum instantaneous speed changes (mm/min)
M203 X6000.00 Y6000.00 Z180.00 E1200.00 ; set maximum speeds (mm/min)
M201 X500.00 Y500.00 Z20.00 E250.00 ; set accelerations (mm/s^2)
M906 X800 Y800 Z1000 E500 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
; Axis Limits
M208 X0 Y10 Z0 S1 ; set axis minima
M208 X305 Y315 Z350 S0 ; set axis maxima
; Endstops
;M574 X1 Y1 Z1 S1 ; set active high endstops (original setting)
M574 X1 Y1 S1 ; X home to min. Y home to min. NC limit switches
M574 Z1 S2 ; Define Z to use Probe. Home to min
; Z-Probe
;M558 P0 H5 F120 T6000 ; disable Z probe but set dive height, probe speed and travel speed (original setting)
;M557 X15:300 Y25:300 S20 ; define mesh grid (original setting)
M558 P9 H3 F100 T6000 ;Setting up BLTouch. F=speed of lift. T=speed of movement between points
G31 X36 Y-4 Z.87 P25 ;BLTouch offset
M557 X50:250 Y50:250 S50 ;Define mesh grid
; Heaters
M305 P0 T100000 B4138 R2200 ; set thermistor + ADC parameters for heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M305 P1 T100000 B4138 R2200 ; set thermistor + ADC parameters for heater 1
M143 H1 S280 ; set temperature limit for heater 1 to 280C
; Fans
M106 P0 S0 I0 F500 H-1 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S1 I0 F500 H1 T45 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on
M106 P2 S1 I0 F500 H-1 ; set fan 2 value, PWM signal inversion and frequency. Thermostatic control is turned off
; Tools
M563 P0 S"Main Extruder" D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C
; Custom settings are not defined
I've changed the G31 line repeatedly, and it makes no difference. Z baby stepping used to work, but now it simply will not lower the nozzle during a print. I've made no changes that would affect that, that I can tell.
Many posts seem to mention a config-override.g file but I do not seem to have one.
I have messed with my home all and home z files, so I will post those as well:
; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v2.1.8 on Sun Feb 23 2020 23:10:13 GMT-0600 (Central Standard Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G1 H1 X-310 Y-310 F1800 ; move quickly to X and Y axis endstops and stop there (first pass)
G1 H2 X5 Y5 F6000 ; go back a few mm
G1 H1 X-310 Y-310 F360 ; move slowly to X and Y axis endstops once more (second pass)
G1 X50 Y50 F4000 ; make z home on bed, not off edge
M280 P64 S10 ; drop pin
G1 H1 Z-355 F360 ; move Z down stopping at the endstop
G90 ; absolute positioning
G92 Z0 ; set Z position to axis minimum (you may want to adjust this)
M280 P64 S90 ; lift pin
; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioning
; homez.g
; called to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v2.1.8 on Sun Feb 23 2020 23:10:14 GMT-0600 (Central Standard Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G90 ; Absolute for z homing position
G1 X50 Y50 ; make z home on bed, not off edge
M280 P64 S10 ; drop pin
G1 H1 Z-355 F1800 ; move Z down until the endstop is triggered
G92 Z0 ; set Z position to axis minimum (you may want to adjust this)
M280 P64 S90 ;lift pin
; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioning
I'm sure i've goofed something up, I'm just not sure what!
Many thanks for any help- I've spent hours and hours on this and the more i mess with it the worse it gets. . .
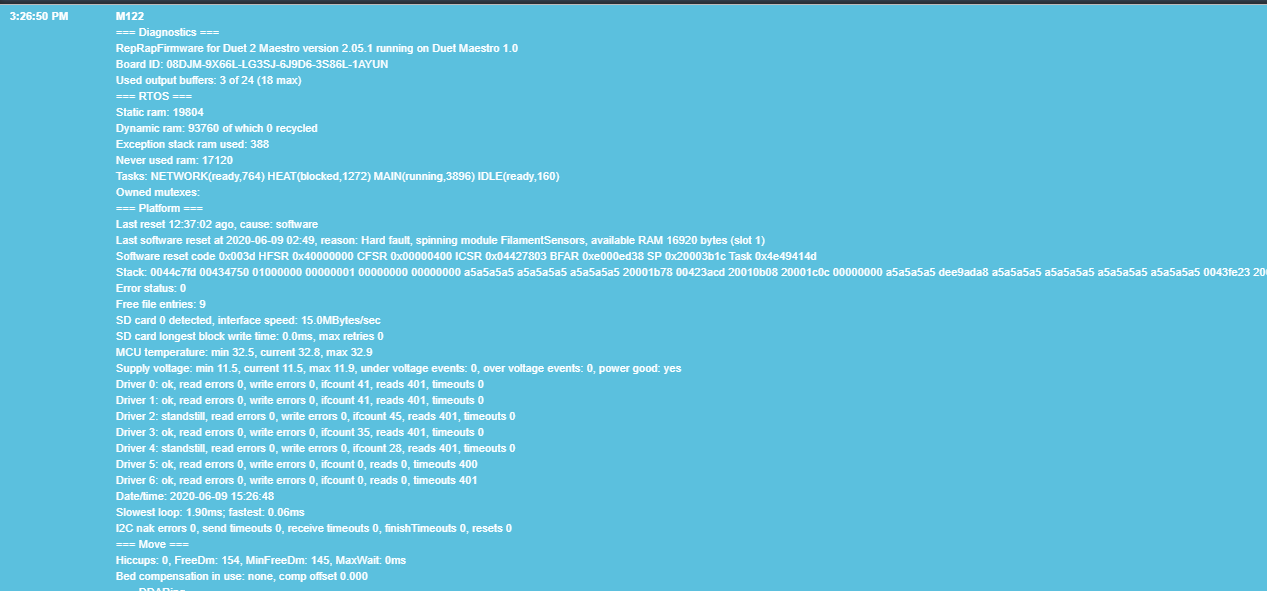
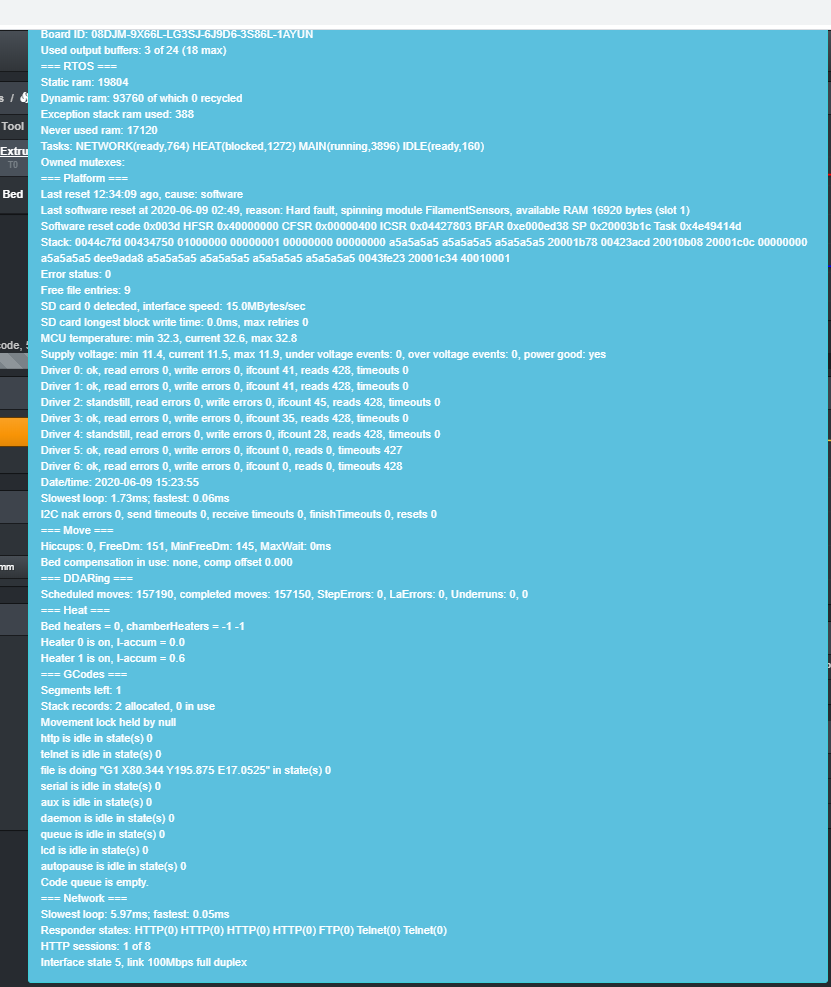
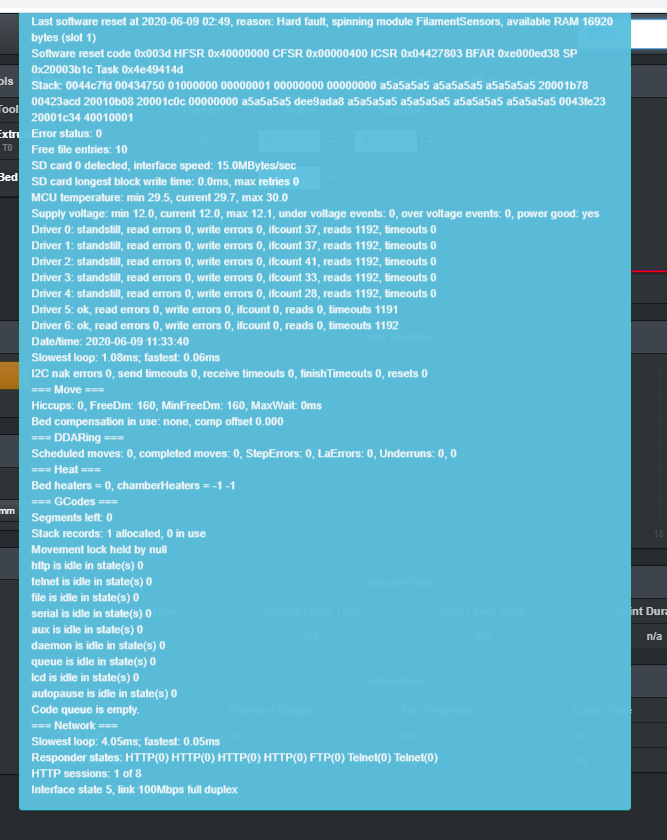 image url)
image url)