@jens55 said in Inconsitent extrusion - Duet 2 Wifi - Custom CoreXY:
@Ljbleam, that's the wrong approach! Fix the binding !
I agree it is a bandaid fix. But that would certainly confirm the binding problem ")
@jens55 said in Inconsitent extrusion - Duet 2 Wifi - Custom CoreXY:
@Ljbleam, that's the wrong approach! Fix the binding !
I agree it is a bandaid fix. But that would certainly confirm the binding problem
@jens55 Great input. This is something I did not consider. Before rebuilding Z axis I will try lower microstepping to give the motors more power and hopefully overcome the binding.
M92 X100.00 Y100.00 Z6400.00 E940.00
Thats with 256microstepping. So that is a calculated (non compensated) value.
6400/256 = 25 full steps per mm. 25steps * 1.8degrees = 45 degrees / 1mm step. 360 degrees / 45 degrees = 8 mm/revolution
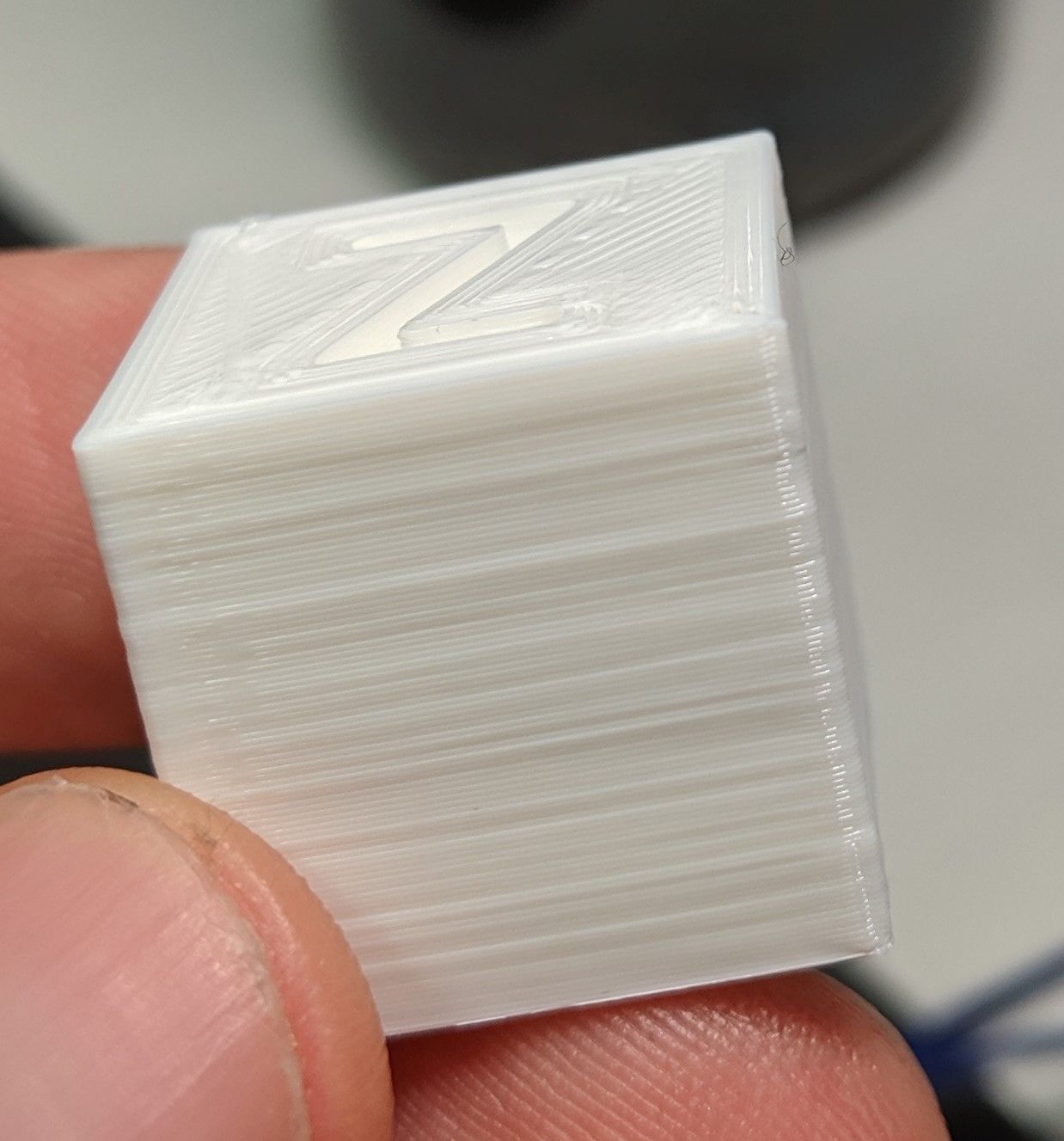
@Turbo When I first put the thing together I tested the Z axis and it was SUPER jumpy when traveling up and down. Lots of binding happening. I reassembled and it was better (less jumpy) but I had a problem where at a certain height it would bind (squishing the layers together) and then release quickly on the next step down. I put a dial indicator on the bed and stepped it down 0.1mm at a time and got an average error of around 4% per step ([measured step - expected step] / expected step). Curious if that 4% error is enough to create the effects shown in the white test cube. I suppose it must be.
Microstepping – (X16 Y16 E16 I1) Z256. I have tried interpolation on Z axis as well.
I was afraid I would have to rebuild the Z-axis but based on the comments I have received so far that seems like the first step to fixing the inconsistent wall problem.
@mrehorstdmd I realized after I posted this that I set that value to allow the extruders acceleration to not be limited by jerk settings. Great catch though because that is definitely an absurd value.
Thanks for the reply. Z height = 20.05, X = 20.13, Y = 20.03.
There is no software compensation that I am aware of. Though I am curious which software compensation you may be referring to as it may be interesting to play with.
That is a really interesting picture you uploaded. It seems to match my cubes Z inconsistencies.
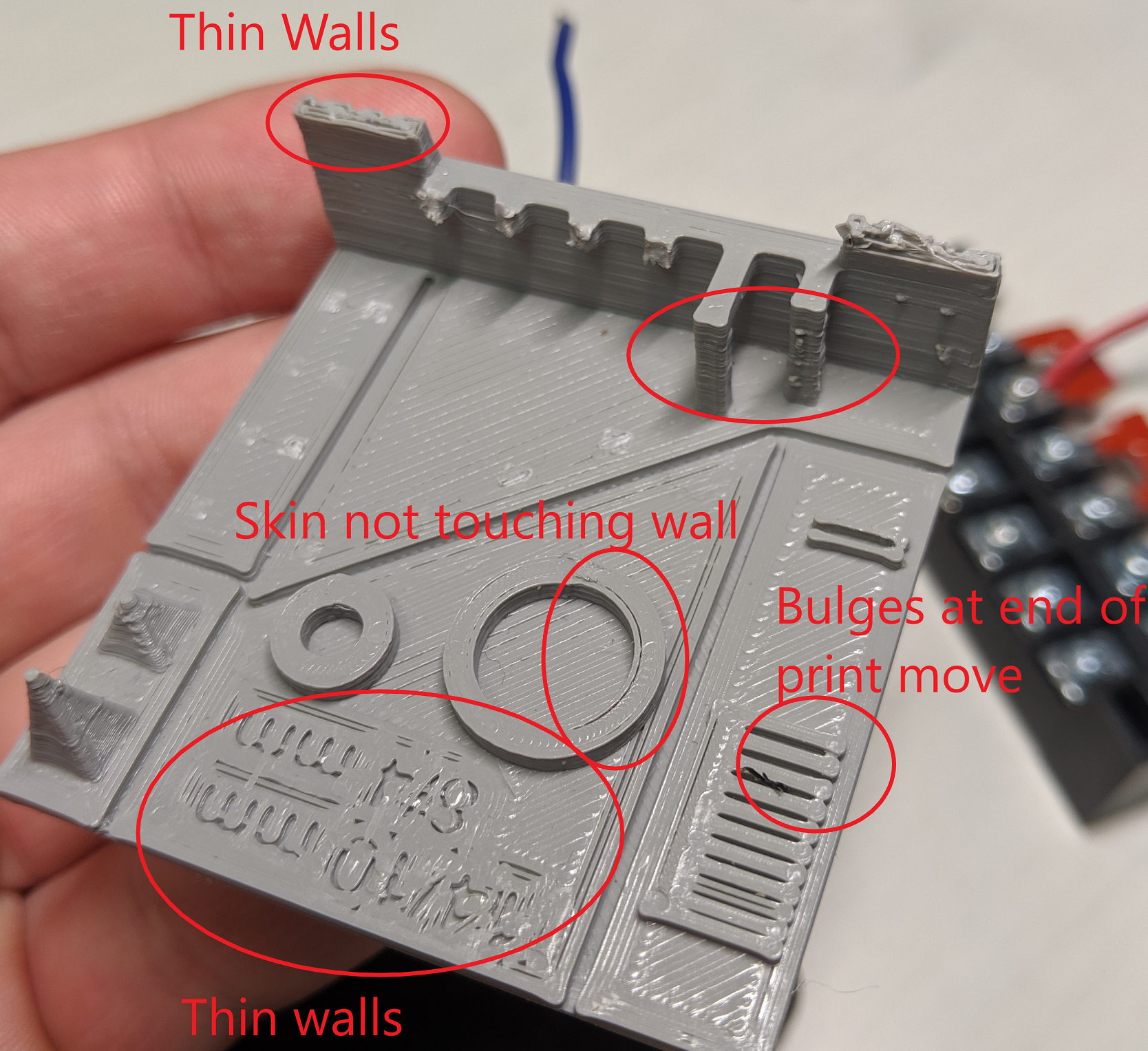
@jens55 My apologies for the inconsitency. The white cube is printed with a gregs wade direct drive configuration. Direct drive resolved most of the issues shown in the second picture (grey filament). Any level of pressure advance seemed to slightly help in areas where there was bulging at the end of a print move, but created more issues during short print moves creating under extrusion.
This is the third printer I have built - and the first which I have used a duet board on. I cannot seem to get the print quality I want out of it after literally hundreds of hours of printing and troubleshooting. I gave up on using a bowden setup on this one as it produced wild inconsistencies in extrusion.
Below I have listed my printer specs, current config which produces the best results, as well as what I have tried and tested so far. At the bottom I have posted a picture of the best results I can get out of a simple 20mm test cube as well as the printer (before wiring was complete).
The build seems very solid compared to my previous printers which produced WAY better results using ramps boards and bowden filament drives.
Is my build just bad or is there something I am missing here? Any help would be greatly appreciated.
Printer specifications
Current Relevant Firmware Configuration
• Filament Drive – Direct drive via gregs wade
• Microstepping – (X16 Y16 E16 I1) Z256
• Motor Currents - X1500.00 Y1500.00 Z900.00 E1600.00
• Acceleration - X1000.00 Y900.00 Z200.00 E3000.00
• Jerk - X12000.00 Y12000.00 Z1500.00 E2000.00
• Pressure advance – 0.0
Troubleshooting progress
Issues with direct drive - poor wall consistency
Issues with bowden - ...everything