@t3p3tony No I only have a single part on the build plate, albeit a large one. I will upgrade to 3.3 and see if that produces similar error messages.
Best posts made by R3D
-
RE: Printer Keeps Resetting Mid-printposted in Tuning and tweaking
Latest posts made by R3D
-
RE: Random Spikes in Pt100 readingsposted in Tuning and tweaking
@dc42 yeah it is only ever the bottom sensor that exhibits that behavior. I am fairly confident my connector crimps are good as I have tried to shake/shimmy the harness around while heated and attempted to recreate the readings but they were stable. I just hate that the problem is so inconsistent and hard to replicate. I will start by replacing the sensor and double checking my connections on both sides and see if that fixes the issue.
-
Random Spikes in Pt100 readingsposted in Tuning and tweaking
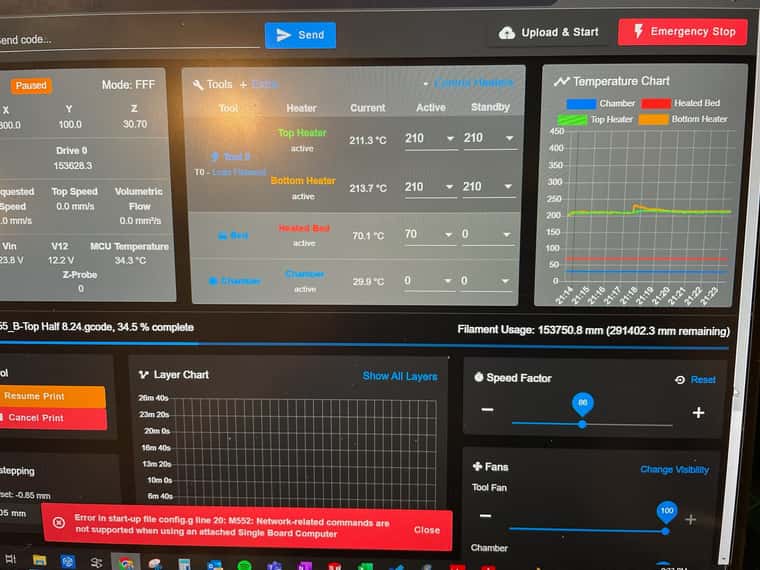
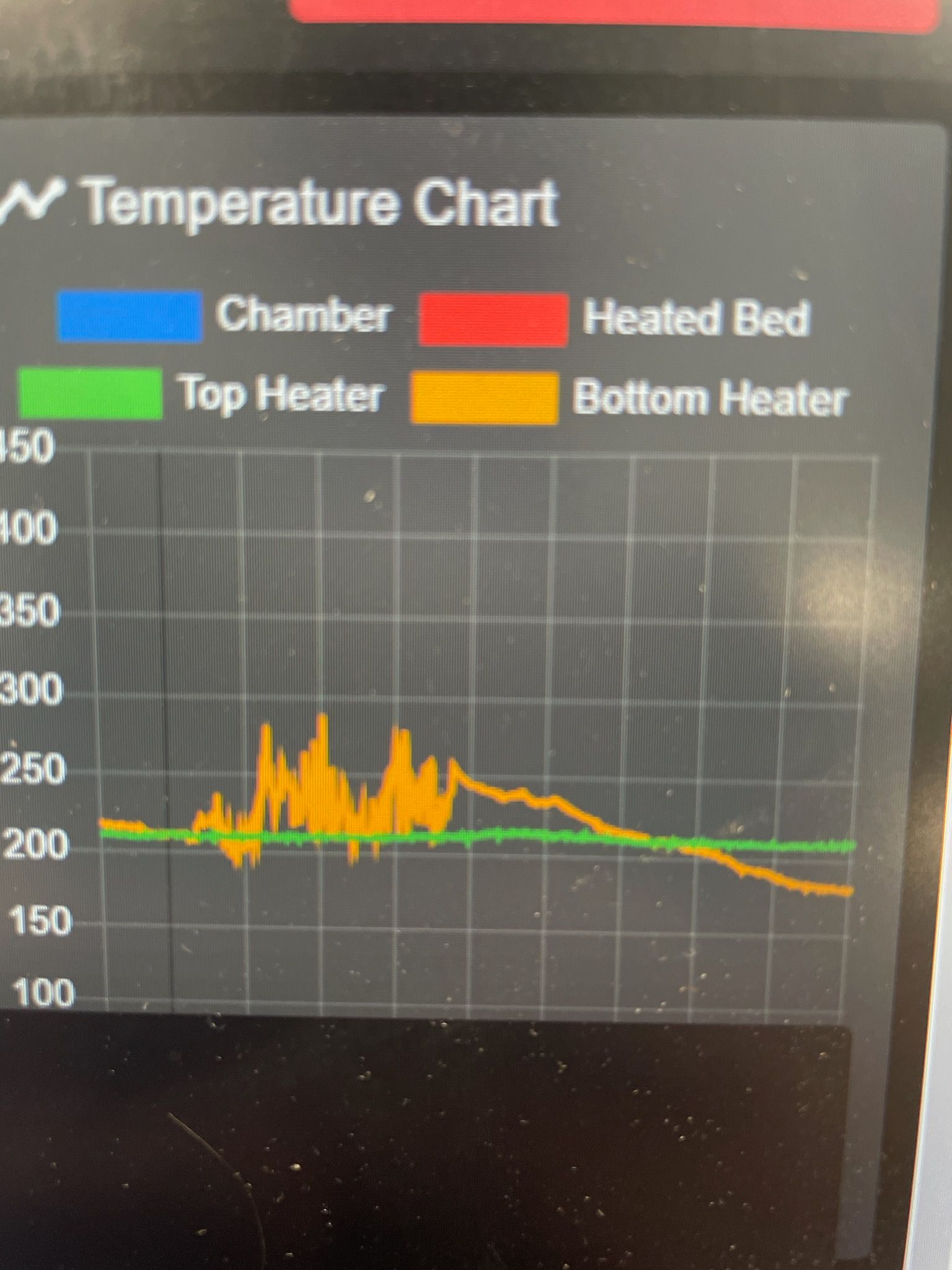
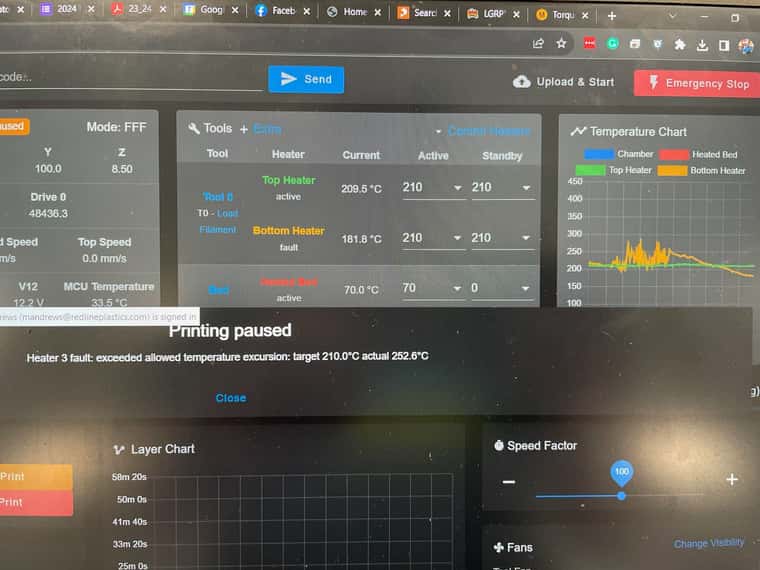
I have a large 3d printer with a Dyze Typhoon extruder with 2 pt100 sensors controlling two separate heaters. Each pt100 is connected to 4 wires in pairs of twisted wire, covered in a grounded shield and no other cables run through the shield other than some grounds. They then go to the duet amplifier board on my MB6HC running in SBC mode running FW 3.4.6. I have had many successful prints before this issue popped up but now I have many failed prints due to heater fault errors and I do not understand where it is coming from. My heater tune is stable and when not printing there doesn't seem to have an issue. I have pictures below that show what I am seeing on the temperature graph. Any help would be greatly appreciated.
Thanks,
-
RE: Printer Keeps Resetting Mid-printposted in Tuning and tweaking
@t3p3tony No I only have a single part on the build plate, albeit a large one. I will upgrade to 3.3 and see if that produces similar error messages.
-
Printer Keeps Resetting Mid-printposted in Tuning and tweaking
Duet 2 running 3.2.2 standalone. I don't have issues with smaller prints but when I am printing a larger part, the print fails halfway through with a software reset.
M122 lists the reason as a HardFault bfarValid precise, none spinning. Full M122 ouput below.
tried to find some similar issues on this and came to a few that ranged from a bad board to a bad SBC and some were firmware related. would like to know what I can do to figure out what is happening. Config.g is below too if that helps.
I appreciate any help in this.
")
-
RE: Issues with Sammy in 3.3b2posted in Beta Firmware
@dc42 Sorry if I wasn't clear, I rolled back firmware on both the MB6HC and the SammyC21s. Both are now running 3.2.2
Thanks,
-
RE: Issues with Sammy in 3.3b2posted in Beta Firmware
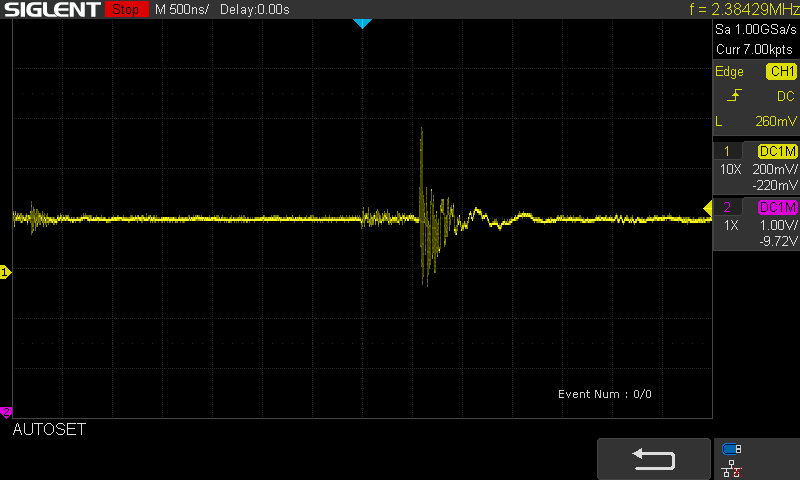
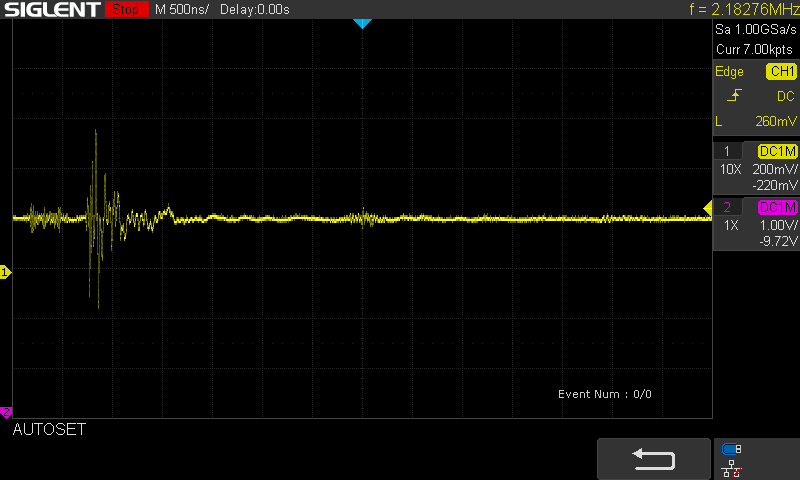
@dc42 So I rolled back to 3.2.2 and tested, again I had no movement. I wanted to see if I could see the step pulse being generated so I probed PA11 while commanding a long slow move to give me time to get a clear probe picture, and this was the only discernable signal I saw. I am no electrical engineer but this looks woefully inadequate as it looks like it hardly sinks 500mv, unless I am reading the scope wrong... any suggestions?...also the second pic was after the move had finished....looks just like the first.
Thanks.
-
RE: Issues with Sammy in 3.3b2posted in Beta Firmware
@dc42 I do see that it is set to 0 in BoardDef.h, would you suggest to run a different firmware other than 3.3b2? Perhaps 3.2.2?
Thanks,
-
RE: Issues with Sammy in 3.3b2posted in Beta Firmware
@dc42 OKay, so now the sammys show they are running 3.3b2 but I still do not have any movement at all....
-
RE: Issues with Sammy in 3.3b2posted in Beta Firmware
@dc42 Just realized I did not have FreeRTOS included.... it compiled OK now, will test and see if new binary works.
Thanks,
-
RE: Issues with Sammy in 3.3b2posted in Beta Firmware
@dc42 Im not sure if I am just doing something wrong but I keep coming up with build errors now saying something like this.
In file included from C:\Users\Tony\git\Duet3Expansion\src/Tasks.h:12,
from C:\Users\Tony\git\Duet3Expansion\src/Movement/DDA.h:12,
from ../src/Movement/Kinematics/CartesianKinematics.cpp:9:
C:\Users\Tony\git\RRFLibraries\src/RTOSIface/RTOSIface.h:23:11: fatal error: FreeRTOS.h: No such file or directory
23 | # include "FreeRTOS.h"
| ^~~~~~~~~~~~
compilation terminated.
make: *** [src/Movement/Kinematics/CartesianKinematics.o] Error 1
make: *** Waiting for unfinished jobs....
In file included from C:\Users\Tony\git\Duet3Expansion\src/AdcAveragingFilter.h:12,
from C:\Users\Tony\git\Duet3Expansion\src/Platform.h:12,
from ../src/Movement/Kinematics/Kinematics.cpp:11:
C:\Users\Tony\git\RRFLibraries\src/RTOSIface/RTOSIface.h:23:11: fatal error: FreeRTOS.h: No such file or directory
23 | # include "FreeRTOS.h"
| ^~~~~~~~~~~~
compilation terminated.
make: *** [src/Movement/Kinematics/Kinematics.o] Error 1
In file included from C:\Users\Tony\git\Duet3Expansion\src/Tasks.h:12,
from C:\Users\Tony\git\Duet3Expansion\src/Movement/DDA.h:12,
from C:\Users\Tony\git\Duet3Expansion\src/Movement/Move.h:17,
from ../src/Movement/Kinematics/LinearDeltaKinematics.cpp:10:
C:\Users\Tony\git\RRFLibraries\src/RTOSIface/RTOSIface.h:23:11: fatal error: FreeRTOS.h: No such file or directory
23 | # include "FreeRTOS.h"
| ^~~~~~~~~~~~
compilation terminated.
make: *** [src/Movement/Kinematics/LinearDeltaKinematics.o] Error 1
In file included from C:\Users\Tony\git\Duet3Expansion\src/Tasks.h:12,
from ../src/Movement/DDA.h:12,
from ../src/Movement/DDA.cpp:8:
C:\Users\Tony\git\RRFLibraries\src/RTOSIface/RTOSIface.h:23:11: fatal error: FreeRTOS.h: No such file or directory
23 | # include "FreeRTOS.h"
| ^~~~~~~~~~~~
compilation terminated.
make: *** [src/Movement/DDA.o] Error 1
'Finished building: ../src/Movement/StepperDrivers/DriverMode.cpp'
' '
'Finished building: ../src/Movement/StepperDrivers/TMC51xx.cpp'
'Finished building: ../src/Movement/StepperDrivers/TMC22xx.cpp'
' '
' '
'Finished building: ../src/Movement/Kinematics/ZLeadscrewKinematics.cpp'
' '
"make -j8 all" terminated with exit code 2. Build might be incomplete.12:41:04 Build Failed. 9 errors, 0 warnings. (took 4s.179ms)