Hello Problem Solved
I have upgraded my Duet 3 to 3.2.2 firmware and everything is working as expected, Thanks for your help
Tom
Material Science Engineer developping the MMMM project.
Modular Multimaterial Multiprocess Manufacturing.
Hello Problem Solved
I have upgraded my Duet 3 to 3.2.2 firmware and everything is working as expected, Thanks for your help
Tom
Hello,
I'm currently trying to make my Duet 3 5mini work.
10min ago i could connect to the board via DWC.
I tryed to do a reboot of the SD Card to start again with a clean configuration and file structure. And my DWC page seems not working with a HTTP Request : Page not found error.
I have tested several things via YAT.
M122
FIRMWARE_NAME: RepRapFirmware for Duet 3 Mini 5+ FIRMWARE_VERSION: 3.4.0 ELECTRONICS: Duet 3 Mini5plus WiFi FIRMWARE_DATE: 2022-03-15 18:59:17
M21
SDHC card mounted in slot 0, capacity 7.95Gb
M20 P/www
Begin file list
NONE
End file list
ok
Last output is strange, because i've verified and I got the all the required file in the /www folder on the SD Card.
Is there something else i could check.
Regards,
Hello,
The context is the following :
I'm working on a custom machine with a Duet 2 wifi installed, the board is already controlling some external driver at the moment.
I would like to implement a large scale extrusion system to the machine, to do so I have to control a nema 42 motor using DM2282T driver from stepper online.
I was woundering if there is some issue using such large driver and motor with this board.
Regards,
Tom
@jay_s_uk Thanks, thats a Great Idea.
@reFlexlab
Also i have thought about using M670 which enable the IO Port mapping, maybe i could combine M571 with M670 to add suckback functionnality ?
@reFlexlab Hello,
Thank very much for your answer, i will start by doing that.
As you said, for speed it's not a problem because i want to use constant extrusion speed, but i would love to implement suckback functionnality.
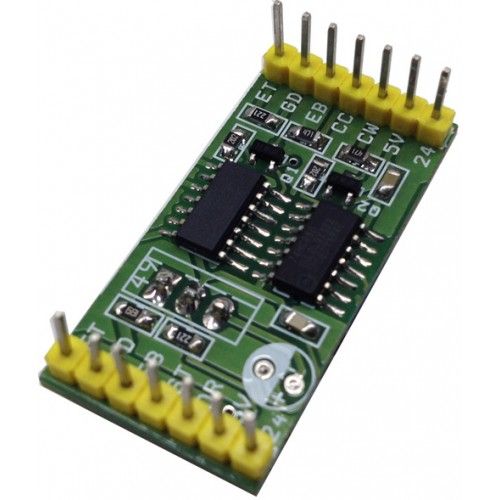
I have seen these type of boards, do you think that could be of any help to control the device and convert step/dir signal ?
Tom
Hello everyone,
Here is a little challenge that i'm facing and i wanted to share it with the Duet Community, maybe some great idea will come out ")
Context : I'm currently in the process of implementing a Viscotec Preeflow Ecopen600 inside a Duet controlled Machine.
Extrusion system :

This type of extrusion system uses a continuous cavity pump principle to push material threw a screw, this device come with this electronic control box :

For the moment the only documentation that i have managed to find are the input wire of this electronic box.
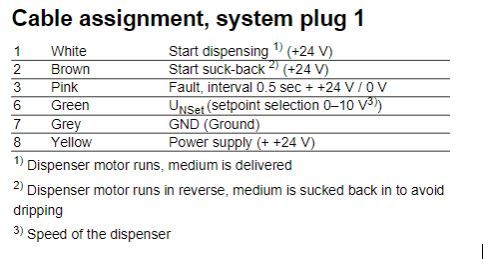
Do you have any idea to control this extruder using the Duet 2 wifi. I though about using fan output to generate 0-24V signal for CW and CCW signal and a buck converter set o 10V for the speed Control.
Regards,
Tom
Hello Everyone,
I'm not sure that this is the best place to talk about this subject but I know that there is some relay knowledgable people here so I didn't hesitate.
My interogation is the following :
Is there a possibility to "extract" the step/dir signal from a standard 3D printer electronic board like (MKS Gen for exemple) and use this signal to control a larger driver powered by an external power source. (Nema 34 for exemple)
This question also apply to DUET3D electronic.
Thanks in advance.
I've heard about this piece of hardware, maybe that's the thing that i'm looking for but i'm not sure how to use it.
=> https://forum.makerforums.info/t/im-looking-for-information-on-the-mks-adapter/48580
And sorry if this topic is not appropriate.
Tom
@reflexlab i am sending pwm because i want to send around 5V.
Is there a better way to do it ?
Tom
Hello everynone,
I'm looking to control a 220V valve with the Duet 3 and i was trying to do it but i'm in a rabbithole..
When I trigger the Signal, the connection with my duet reset like if there was a shortcut ???.
my Config.g
M950 P1 C"out9" Q500
the TriggerGcode
M42 P1 S0.58
Here is an illustration of my wiring.
