Should I even try higher than 16x microstepping?
-
Since I first set up my Duet Wifi, it's been set to 16x microstepping with interpolation on all axes, including the extruder axis. The steppers are more or less dead silent (I hear only fan noise and linear bearing noise during fast moves). I do see some "pulsing" from the extruder, ie: a periodic pattern of irregularity in the line width, at the milimeter or so scale, that I attribute to the stepper motor stepping. I can't say I've seen any dimensional problems or other patterns on the surface of my prints that I would attribute to some kind of stepping issue.
With others discussing not being able to live with 16x, or 32x, and going for the 256x max microstepping, I'm wondering what I'm missing here.
DC42 said that interpolation only works with 16x, but what does this interpolation actually do? Is 32x without interpolation better or worse than 16x with interpolation? How about 64x or 128x?
Should I leave the X, Y, and Z axes on 16x and try bumping the extruder up to 32x or 64x? Is there anything to be gained by leaving 16x w/interpolation for the higher microstepping values?
ps: the printer is a cartesian, a Wanhao i3 clone
-
Let's suppose that you have a non-geared extruder with only 100 steps/mm at x16 microstepping, and you are using a 0.4mm nozzle, 1.75mm filament, 0.2mm layer height and 0.5mm extrusion width. Each 1/16 microstep will then correspond to 0.3mm. So any effect on the print that is related to imperfect interpolation of microstepping should have a repetition distance of 0.3mm in this example. Is that what you are seeing? If you use a geared extruder, the repetition distance will be smaller because it is inversely proportional to the extruder steps/mm.
Interpolation doesn't operate if the step pulse rate (in 1/16 microsteps) is lower than about 16Hz. In this example, that would mean a print speed slower than about 5mm/sec. So I think we can rule out the possibility that lack of interpolation is causing a problem.
By all means try using higher microstepping on the extruder. When using an un-geared extruder, I think 0.9deg stepper motors are probably a good choice. My preference is for geared extruders.
-
David, thanks for your response!
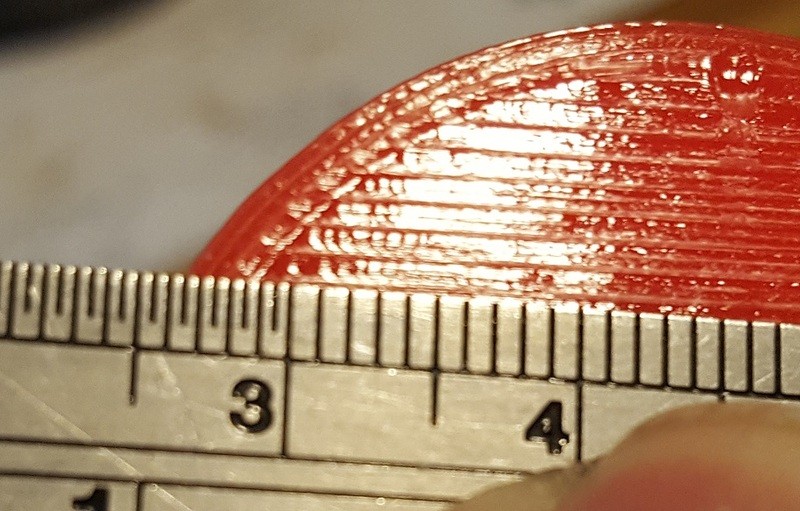
I'm linking a couple of images here to show what I think are extruder artifacts related to pulsing. The one with the ruler next to it seems to show that the pulsing is at a slightly larger than .3mm rate, though it is close to that. Since my nozzle and height settings and whatnot aren't the same as your hypothetical, I trust that the .3mm would be close but not exactly what we'd predict here either.
I'll try setting the extruder microstepping to 32x or 64x and run some test prints to see what the extrusion quality looks like.
For my Monoprice Maker Select printer it's a direct drive, non-geared extruder. For my D-bot, which is nearly finished, I've made two of J-Max's belted bowden extruder to be used with the E3D Chimera dual extrusion head I am using. That J-Max extruder has a 4:1 ratio.
-
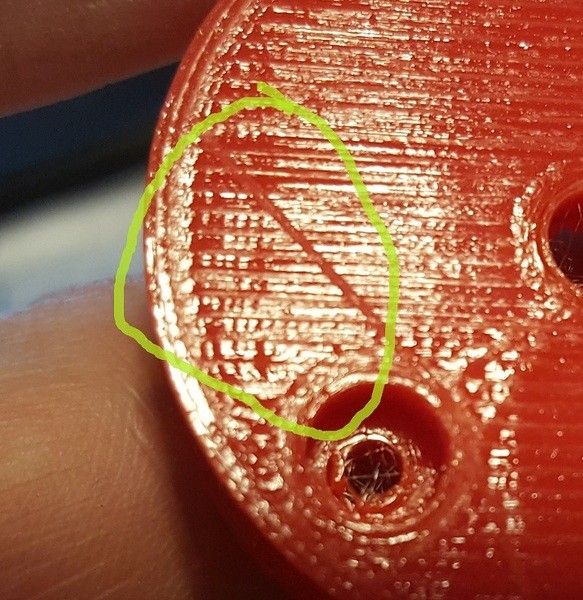
Here's a much better photo that shows the surface quality that I'm seeing now with the direct drive, non-geared extruder at 16x microstepping.
-
Interesting discussion, right in line with what I've been wondering lately. I've just stuck with the default 16 interpolated, but seeing some of the posts about microstepping has gotten me wondering if I should try it, too.
I'm using a delta, 80 steps/mm on the carraiges, and 93 steps/mm on the extruder (not geared) all with 1.8 degree steppers. It sounds like I should go ~128 for microstepping by the math I've seen.
As for your extrusion, I'm not seeing a pattern like that with 16i set.
-
I've always found mk8 style extruders suffer from pulsing artefacts certainly at 1/16th microstepping. Going up to 1/32 might help but you'll get lower torque which for an ungeared extruder might mean no filament gets pushed through at all, but easy enough to test. The 3:1 gearing in the titan seems to be about right, retractions are still very fast (50mm/s using 1/16th with interpolation) and no pulsing artefacts unless printing very slow. I have another machine with a printed extruder running off a nema 14 with metal 5:1 planetary gearbox and this prints very nicely too, retractions are fast enough also 50mm/s using 1/16th. My other extruder is a flex3drive with 30:1 gear ratio due to having a worm gear onto the filament drive gear. Here retraction has to be slow 14mm/s at 1/8th microstepping (to reduce the no. of step pulses) and since I'm using PETG I have to retract 2.8mm so each retraction takes a noticeable amount of time, but no pulsing artefacts whatsoever.
-
As soon as my current print is done I'll adjust the extruder microstepping to 32x and run some tests. I'll let you know how it goes.
I've been contemplating a replacement for my print head with its heavy, non-geared direct drive extruder. If I went with, say, an E3D V6 with Titan and a thin pancake stepper I could probably save a considerable amount of weight, which would also help with ringing. Would be great if the gearing improved the surface quality too. My new D-Bot will already have a geared extruder. I can hardly wait to see what prints from it look like.
-
Going up to 1/32 might help but you'll get lower torque which for an ungeared extruder might mean no filament gets pushed through at all, but easy enough to test.
Increasing micro stepping does not reduce torque. Two 1/32 microsteps produce precisely the same amount of torque as one 1/16th microstep. To be more to the point: torque produced by a stepper depends on rotor/field position error, not micro stepping.
-
I am not saying the torque when holding on a full step is any lower, but the torque holding on a microstep is, it stands to reason the coil and rotor teeth are fully aligned on full steps and partially aligned on microsteps so they cannot generate as much holding force.
If you wanted to turn your stepper motor into a winch motor and lift the heaviest object you could, without gearing would you do it with 1/256 or in full steps?
-
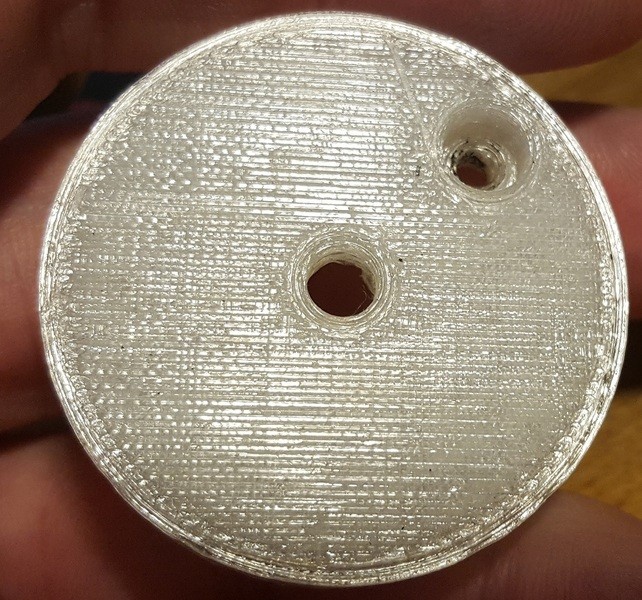
Here's a photo of another copy of this item, this time printed in clear PETG using 1/32 microstepping for my extruder.
The way I had to photograph this in order to show a difference magnifies the appearance of texture. It's actually a little finer than it looks in real life. It's pretty clear looking at it that the extrusion pulsing artifacts are lower in magnitude and with twice the frequency as they were with the 1/16 microstepping.
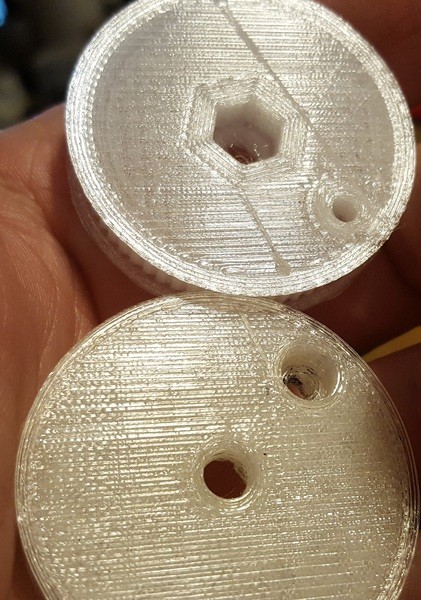
The two prints I've done so far using 1/32 turned out quite nicely. I think the clear PETG showed some improvement in the quality of the walls that were printed due to more even thickness as a result of less pulsing artifacts.
I'm trying a print now with the extruder using 1/64 microstepping. I'll be interested in seeing how the surfaces look.
The 1/32 microstepping print in clear PETG is the top piece. The 1/16 microstepping print in clear alloy 910 nylon is the bottom piece.
-
That does look much nicer. My point above was that as long as there is enough torque to turn the extruder at this higher microstepping, then there's no reason not to use higher microstepping.
-
I'm not saying that there isn't a difference but there seem to be too many variables. Different parts (or different sides of the same part), different filaments, as well as different micro stepping. For a true comparison, you really ought to change just one thing. i.e. to evaluate the effect of micro stepping, change only the micro stepping but keep everything else the same. Please don't take this the wrong way, I'm not trying to criticise. Ian
-
How about going the other way, can you set 1/8th and try again?
-
For a direct drive extruder with about 100 steps/mm at 16x microstepping, you could even increase microstepping to 256x.
-
I'm running my direct drive extruders with 200 steps/mm at 128x with good results. Actually everything on the printer is running at 128x with good results.
-
I changed it to 64x, and the surface quality turned yet more even and the artifacts smaller and closer together than they had been at 32x. The quality difference certainly diminishes though. I can hardly wait to use my 4:1 belted extruders that I just built for my D-bot.
One more thing I noticed is that the walls printed with clear PETG became more transparent. I think the reason is that with the pulsing artifacts reduced, the surface of these walls is more even, so the light going through them is less scattered.
I may try 128x or higher this evening.
-
I noticed the largest difference going from 1.8 deg/step motors to 0.9 deg/step. Toss in 128x or 256x stepping and it's even better.
-
As an aside the variation in translucency that you see in PETG etc is being used in a really cool way:
https://plus.google.com/s/%23VelocityPainting/top

Picture from Mark Wheadon (https://plus.google.com/+MarkWheadon/posts/9xdtMh3en7S) -
Wow Tony. Thanks for sharing the link. - Now THAT is clever.
-
Holy crap that's awesome! I love how he's getting those faces on there.
This is kind of wierd but I've never printed a vase yet. I should try that, and then see if I can get that velocity painting to work. That's just too cool.