Another Predator
-
-
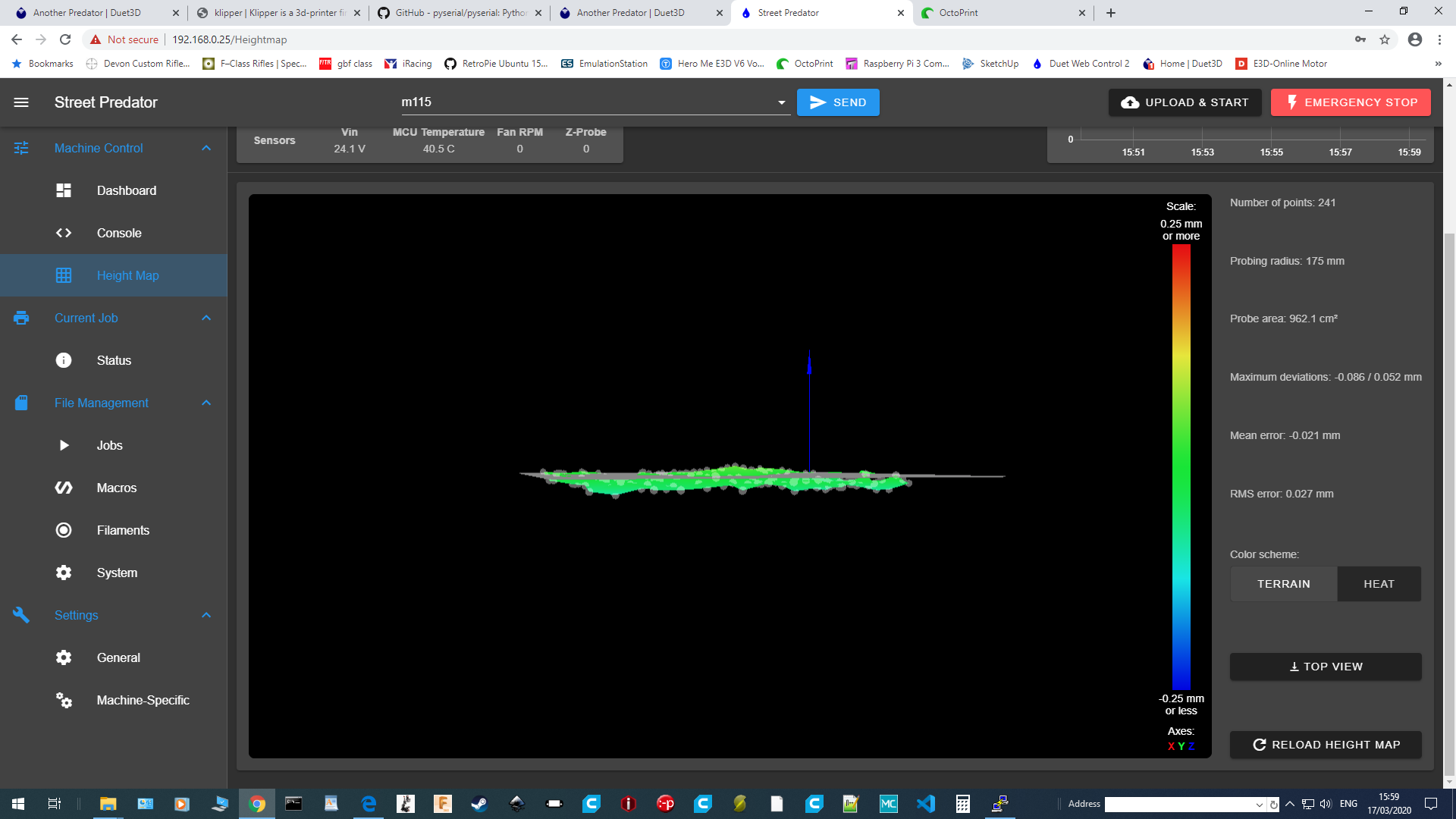
Yes, that's great. Very flat. RMS error .027.
You can probably skip mesh, if you wish. I would still run a simple probe before every print to set bed height. They run very quickly, in the grand scheme of things.
Here's my bed.g (invoked by G32 in slicer startup code). Note: The M106 commands turn off (and back on) the hotend fan. Mine vibrates enough to cause false triggers. It doesn't hurt for it to be off for the one minute or so all the probes take.
Build one for you here http://escher3d.com/pages/wizards/wizardbed.php The big key is to do a 6 or 8 factor, so as not to adjust diagonal rod length. (Do NOT do a 7 or 9, at least not before every print). More info here: https://duet3d.dozuki.com/Wiki/Calibrating_a_delta_printer#Section_Setting_up_the_bed_g_file
; bed.g file for RepRapFirmware, generated by Escher3D calculator ; 16 points, 8 factors, probing radius: 280, probe offset (0, 0) G28 M106 P1 S0 G30 P0 X0.00 Y280.00 Z-99999 H0 G30 P1 X140.00 Y242.49 Z-99999 H0 G30 P2 X242.49 Y140.00 Z-99999 H0 G30 P3 X280.00 Y0.00 Z-99999 H0 G30 P4 X242.49 Y-140.00 Z-99999 H0 G30 P5 X140.00 Y-242.49 Z-99999 H0 G30 P6 X0.00 Y-280.00 Z-99999 H0 G30 P7 X-140.00 Y-242.49 Z-99999 H0 G30 P8 X-242.49 Y-140.00 Z-99999 H0 G30 P9 X-280.00 Y-0.00 Z-99999 H0 G30 P10 X-242.49 Y140.00 Z-99999 H0 G30 P11 X-140.00 Y242.49 Z-99999 H0 G30 P12 X0.00 Y140.00 Z-99999 H0 G30 P13 X121.24 Y-70.00 Z-99999 H0 G30 P14 X-121.24 Y-70.00 Z-99999 H0 G30 P15 X0 Y0 Z-99999 S8 G29 S1 M106 P1 S1 I0 F500 H1 T40 -
I need to try something as mesh didn't work...Did probe then ran mesh then ran probe then invoked G29 S1 and loaded the print file and,
I'll play with the probe G31 Z height a little I guess ? ...changed the print file got sick of the other one.
Also I've just redone my bed file I'll try that first before making any other changes
Thanks -
@Carlo Any reason you didn't baby step down 0.1 or 0.2mm or so? After all this, that would tell you if it's just a probe height problem.
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
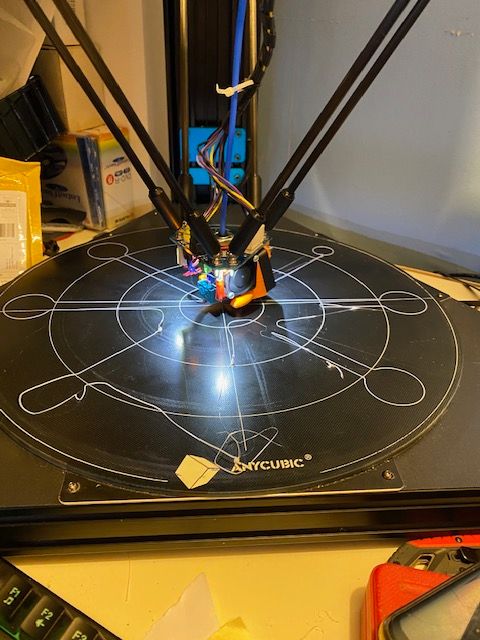
How does the effector actually probe?
Example: The smart effector flexes the circuit board just slightly when the nozzle presses on something, and a strain gauge reads this to trigger the probe output. The strain gauge is a long "spiral" (spiral triangle) of very thin circuit traces that surround the mounting point of the hot end. Because of all of this, the Z offset for a smart effector probe is often right at -0.1
What does your hotend do? Piezo? Slight movement? Etc. What offsets have you used?
Delta / Kossel printer fanatic
-
This post is deleted! -
@Danal
Hi Danal,It's a smart effector I've tried loads of heights and all with the same results fine in parts of the bed too high in others
currently at -0.08 trigger height.Thanks
-
Just thinking ..first for me! is it possible as the only thing that dictates the height is the nozzle touching the bed and the end stops is this simply an end stop issue I read somewhere on these forums about a faulty optical end stop some delay in it's signal which meant false height, given the height map is flat the smart effector is working but only in the space it thinks its in, I'm claiming all is built fine but are they.. nothing else has any influence on the height? and the effects never change no matter what I change in settings or technique .
I've ordered the replacements already but if someone can say nope your wrong that would suck but I'll have learned a little more.Cheers
-
If you are running a G28 G32 (which invokes bed.g) before every print, then endstop accuracy is much less important.
Two scenarios:
One, the printer homes (g28) and prints. In this case, the ONLY determinant of bed-to-nozzle spacing for the first layer is the accuracy of the home switches (and proper configuration of overall Z height).
Two, the printer homes (g28), then probes (g32), then prints. In this case, the G32 is the final arbiter of bed-to-nozzle spacing for the first layer. (and proper configuration of Z probe offset).
So, yeah, you probably did not need new endstops. IF you are doing a G32 before EVERY print.
-
I am doing G32 before every attempt.
Ah well just a thought ...about the only thing I have not changed.Cheers
-
@Carlo your bed.g should have M561 or G29 S2 at the beginning, otherwise it’s probing will be affected by any bed mesh you have loaded.
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
I always make sure mesh is disabled as per delta cal docs when probing I'm gonna fit the new endstops and try again because nothing is making any difference, appreciate everybody helping at least I have a better understanding of reprap though if I don't get this to work not sure I'll remember it.
Thanks
C` -
Hi,
Does anyone know if I can send the board and effector back to Duet to be tested ?
Thanks
-
Not sure if it will be any help, but my full Duet2Wifi config for my predator is here:
https://github.com/nexx/Anycubic-Predator-DuetIt certainly looks like you're too far away from the bed.
On the github, you'll also find the macro's I use, including one I run prior to every first print since power-on.
I'll try and help further when I can, but hopefully this helps for now. The current github is for RRF, but if you go backwards in the history, my RRF2 config is there too.
-
Thanks NexxCat I started with yours and Jay_uks and your carriage adaptors Thank you for posting them.
It isn't to far away the effector is being lifted away I've tried baby stepping but it just digs up whats been printed honestly after 4 weeks constant not sure there is any combination I have not tried and I'm really not exaggerating
So today the machine is over 6mm shorter than this afternoon according to the calibration? -
Have you checked that the probe is actually returning repeatable values?
Create a macro with the following in it:
G28 G30 P0 X0 Y0 Z-9999 G30 P1 X0 Y0 Z-9999 G30 P2 X0 Y0 Z-9999 G30 P3 X0 Y0 Z-9999 G30 P4 X0 Y0 Z-9999 G30 P5 X0 Y0 Z-9999 G30 P6 X0 Y0 Z-9999 G30 P7 X0 Y0 Z-9999 G30 P8 X0 Y0 Z-9999 G30 P9 X0 Y0 Z-9999 S-1What does the console report after the macro runs?
-
-
Hi,
Results of the macro below.
M98 P"0:/macros/Probe test"G32 bed probe heights: -0.078 -0.065 -0.065 -0.103 -0.090 -0.078 -0.090 -0.090 -0.090 -0.065, mean -0.082, deviation from mean 0.013
Thanks for help
-
@Carlo Your repeatability isn't as low as mine, but it still seems well within reason:
M98 P"0:/macros/ProbeRepeatability.g" G32 bed probe heights: -0.036 -0.036 -0.042 -0.036 -0.036 -0.042 -0.036 -0.042 -0.036 -0.036, mean -0.038, deviation from mean 0.003When you run the delta calibration, are you doing it with the bed and nozzle cold or hot? My macro for calibrating heats the bed to 60C and the nozzle to 130C before it calibrates.
-
@Carlo If you're probing the bed with heaters on, turn them off by adding B1 to your M558 command. To quote @dc42 here https://forum.duet3d.com/post/97669
The reason we keep the heaters off during the recovery time is that some probes (e.g. BLTouch) need to recover from the effects of the magnetic field generated by the bed heater.
Ian