Second layer jump
-
@Phaedrux
With G90 set at the beginning of file those Z moves should not make any difference unless G91 or G92 Z## is called. The only G91 is at the end of the file and only G92 E0 after each non extrusion move. This may be because the slicer is set to relative extrusion. I found no G91 Z##.@baird1fa
Layer change comments from some slicers can cause issues with the gcode processing.; layer 1, Z = 0.300 ; layer 1, Z = 0.500Try deleting these comments from the file and test. I don't see anything else wrong the the file other then 1mm Z hop is excessive for 0.2 layers.
-
I will see what I can do about moving some of that stuff out of the starting script and put it in either the start.g or a macro.
I do have Zhop enabled and the layer counts seem to work fine for every other layer, just not the first layer. It goes from layer 0 to layer 8 once it is done the first one. And then it is off by 8 layers for the rest of the print.
@3dML
I have run some test where I stripped out all of the comments, and in the case where there are no comments DWC didn't find any layers. I even did a test where I removed all the comments except for the layer comments and yielded the same result. But I haven't tried only removing the layer comments. -
The same goes for the end gcode
; layer end M18 E0:1 ; Disable Extruder Stepper motors G91 G1 Z100 G90 G28 Z ; Home Z G28 X Y ; Home X and Y axis M106 S0 ; Turn off cooling fan ;M98 P"0/macros/Slow_cool.g" ; Slowly cools the bed and build chamber *comment for non PC or ABS parts M104 S0 ; turn off extruder M140 S0 ; turn off bed M141 S0 ; Turn off chamber heaterG1 Z100As I said, adding
;Eto those Z move lines may be enough to have the parser ignore them. -
@Phaedrux
I follow your thought now with the Z moves causing the parser to think it is a layer change but if that is the case why doesn't it trigger a layer change for every Z hop move? (The Programmer in me is highly intrigued and demands that I find an explanation for this Layer phenomena.)This may work but why not for Z hop?
As I said, adding ;E to those Z move lines may be enough to have the parser ignore them.
@baird1fa
The;Layer 1part of the comment which is what I think DWC reads should be fine. I have not tested if the, Z = 0.300part of the comment causes any issue. -
@Phaedrux
I had forgotten about that one in the ending script. I have completed moving things into macros. It wasn't a big deal to do it, I just needed to make 3 macros because of the heater settings and waits. I have tested the starting script for months and I'm happy with it so I don't really need to "convenience " of having it in the slicer.But I will add the E in the comment for that one in the ending script.
I'm going to leave my M280 R0S0 in there for now and I'll remove it if it is causing issues.
-
For the ending script you can put
M0in the slicer end gcode and then put all of the commands instop.g. M0 will call stop.g when present. -
The ;Layer 1, Z = 0.300 is not something that I'm doing intentionally, It is what ever is built into Simplify3D version 4.1.2. I can see if I can change that somehow and I'll report back with my findings.
-
@Phaedrux said in Second layer jump:
For the ending script you can put
M0in the slicer end gcode and then put all of the commands instop.g. M0 will call stop.g when present.I do like the sounds of that. Thanks.
-
So I have tested a new print with the start up macros rather than using the starting script I previously had.
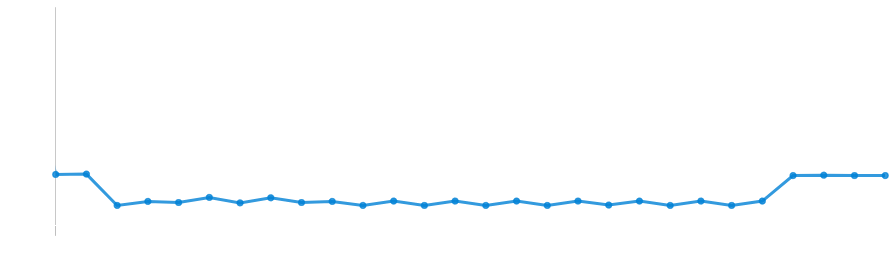
It appears that the issue with the layers not showing up has been partially resolved. rather than showing layer 8 for the second layer, it now shows layer 2 and it show that layer 2 and 3 take about the same amount of time (But there should actually be 4 layers for the bottom). So it looks like layer 1 and 2 are missing and layer 2 is layer 3 and so on.
Having said all of that it still appears that I have the baby stepping issue. Any baby steps that get applied to the first layer seem to get doubled up or re-applied on the second layer.
Here is a screen capture of the layer time plot
-
Can you share one of your newly sliced gcode files after your changes?
-
@Phaedrux Of course Drag chain mount.gcode This one still has the Babystep reset at Layer 2 and it appears that I still need to do that.
-
Sorry, can you show again what's in start1, 2, 3.g? I know you've moved your commands over, but I'd still like to see exactly how everything is getting executed.
Also, if you disable Z hop, does the problem change?
Do you have anything in tool change files?
-
@baird1fa said in Second layer jump:
G1 H2 Z-5 F600 ; back off of limit for second pass
Probably unrelated, but in your homez you should remove the H2 from the back off move.
-
@Phaedrux
Start1.g;Call this Gcode after the chamber heaters are set G28 Z G28 X Y ; Home all G1 Z10 F1000 ; Bring up Z G1 X-55 Y-48 F12000 ; Offset for z probe M18 E0:1 ; Disable extruder stepper motors as they castart2.g
; Call this after the bed is warmed up G30 ; Probe bed single point and set offset of Z G29 ; Bed mesh probe G1 Z10 F400 ; Lower bed while heating G1 X-30 Y165 F12000 ; move head over purge bucket while heating G1 Z-1 F200 ; Lower head down to purge bucketStart3.g
; Call This after the bed has been probed G92 E0 ; Set extruder to 0 G1 E10 F120 ; Extrude 10mm of filament into purge G92 E0 ; Reset Extruder count to 0 G1 E-0.5 F500 ; Retract 0.5mm of filament G1 Z0.5 F900 ; Raise nozzle to .5mm over bedI just copy and pasted these out of my original start script in simplify3D.
-
I think it would be a good idea to specify G91 relative moves for the Z moves in your macros, unless the intention is really to move to that absolute location.
Also, if you disable Z hop, does the problem change?
Do you have anything in tool change files?
-
@Phaedrux my intention is to actually move 1mm below the bed surface as there is a purge bucket there which is why I'm in absolute mode.
I have not tried to disable the Z-hop but that would be a good next step.
I do not have anything in my tool change files.
-
@baird1fa said in Second layer jump:
G1 H1 Z585 F1000 ; move Z up until the endstop is triggered
When you home with the z endstop, where is the nozzle in relation to the bed? I see your M208 minima is -10, so when it goes that move it will set the position as -10.
I guess it doesn't really matter since you're doing a G30 in start2 anyway.
Another random thing to try, is that if you have empty tool change files present, just delete them entirely.
-
@Phaedrux The Z actually zeros at the maximum so there is a very large space between the print head and the bed. I will look at deleting those files. I'm out of the office now for the holidays so I'll pick this up again in week or two.
-
@Phaedrux Sorry it has been awhile, I don't think I ever did delete those tool change files, but the second layer jump seems to have been resolved.
-
I'm having this same issue with my printer. The second layer is definitely printing well above were it is suppose to.