problems with pressure advance calibration
-
I'm trying to print the pressure advance calibration 'Simplest method possible' from here
https://duet3d.dozuki.com/Wiki/Pressure_advanceI'm using superslicer, not prusaslicer but I dont think that should make a difference.
I've now printed two cubes, first with 7 bands of pressure advance from M572 D0 S0.05 to M572 D0 S0.35, and the second M572 D0 S0.25 to M572 D0 S0.85. Unfortunately they look identical.
here is the full gcode;
https://1drv.ms/u/s!AgN3RlWvEHCokNtLymSIJ7FBOAZLMg?e=Wp0VdJI can see the M572 commands in the gcode, so I cant understand why every layer looks the same?
-
whats your e acceleration. pressure advance needs high numbers for that to work.
also check out the guide i just posted
https://forum.duet3d.com/topic/20558/pressure-advance-tuning-like-klipper
-
also what kind of setup do you have?
direct drive or bowden? -
thanks. about 650mm bowden.
its a BLVMGN core XY
M566 X820.00 Y820.00 Z24.00 E300.00 ; set maximum instantaneous speed changes (mm/min) M203 X20000.00 Y20000.00 Z600.00 E2000.00 ; set maximum speeds (mm/min) M201 X3000.00 Y3000.00 Z100.00 E5000.00 ; set accelerations (mm/s^2) M906 X1100 Y1100 Z1100 E1100 I30 ; set motor currents (mA) and motor idle factor in per cent
-
@Veti Thanks. Printing your modified test cube now.
I set M201 X500 Y500 in config.g
Sliced the cube as per the instructions. 100mm/s, 0.3 layer height, 0% infill, and M572 D0 S{layer_z*0.02} in the layer change g-code.
the only slight alteration I made was to ensure the later changes were in the middle fo a face, not at the corner. I think its easier to identify the correct pressure advance this way.
-
depending on the quality of your bowden tube you might need to go above 1 as 650mm is quite long
and you dont need infill for the test qube
-
thanks. It was just the top layers I forgot to set to 0. Infill is already 0 with 3 walls.
-
 )
) -
that doesnt look to good to begin with.
about the middle looks a bit better then the rest.
-
@nick9one1 said in problems with pressure advance calibration:
M566 X820.00 Y820.00 Z24.00 E300.00
Increase your E jerk. Try 3000.
-
thanks. Increased Ejerk to 3000 and printing again, but only 2 walls this time for speed.
The previous print was 100mm/s

-
Looking much better at 3000 e jerk. Thanks for that tip.
Around halfway looks about the best.
I can see the right side of each new layer is changes but not the end of previous layer -how do I tune this? )
) -
Run another test but zero in on the area from the middle area and use finer steps between jumps.
For the bulge from layer change you can also increase your Z axis jerk and accel a bit more. Try M566 Z60 and M201 Z200 or higher.
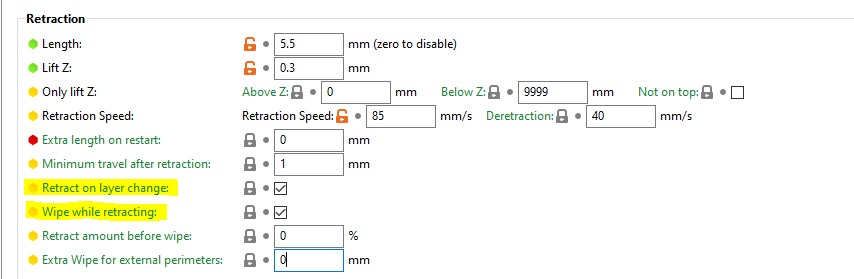
Do you have retract on layer change enabled in the slicer as well? That can help.
-
@Phaedrux said in problems with pressure advance calibration:
retract on layer change
Thank you. Yes I have retract on layer change enabled
I've changed the z values you suggested and set the slicer to start the pressure advance at 0.035 in increments to 0.055. Printing now
")
-
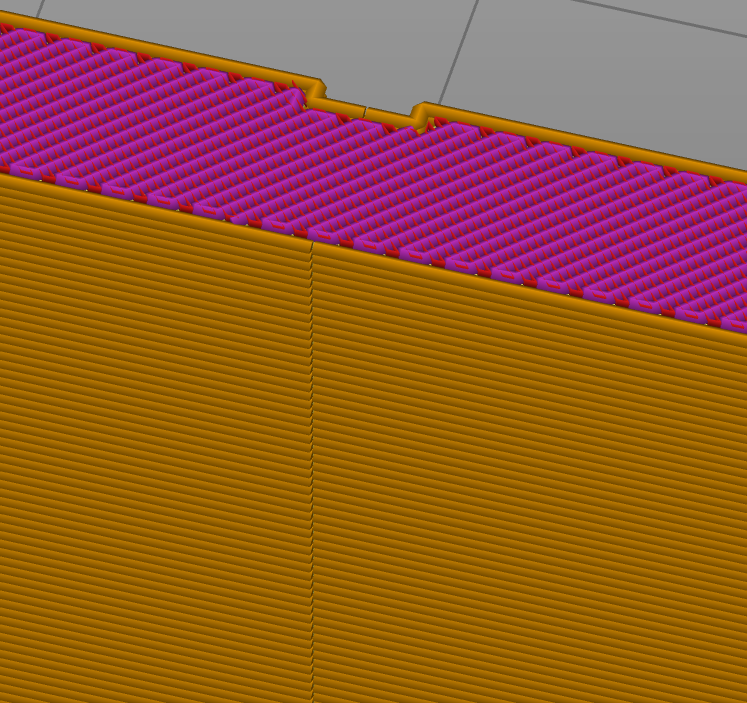
I'm definitely getting closer..
I think pressure advance is well tuned now, but I still have extra extrusion on the left.
This is with ;
M566 Z90
M201 Z300my original settings were;
M566 Z24
M201 Z100
-
Turn off wipe while retracting and re-run the test.