Steps per mm keep changing
-
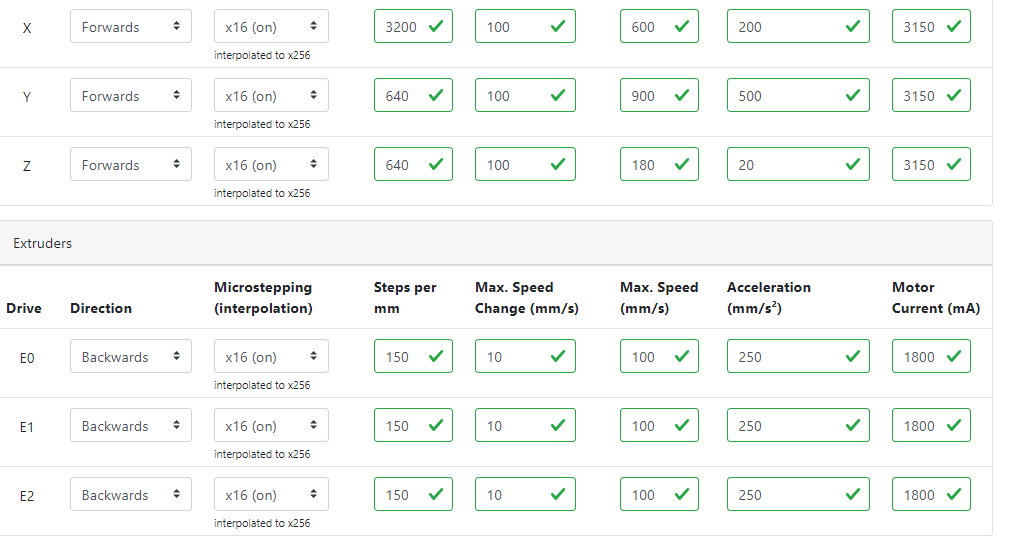
you should aim for about 75% of the rated current.
so around 3150 for the nema23.
and stay with x16 with interpolation for now.
going high puts unnecessary load on the cpu. -
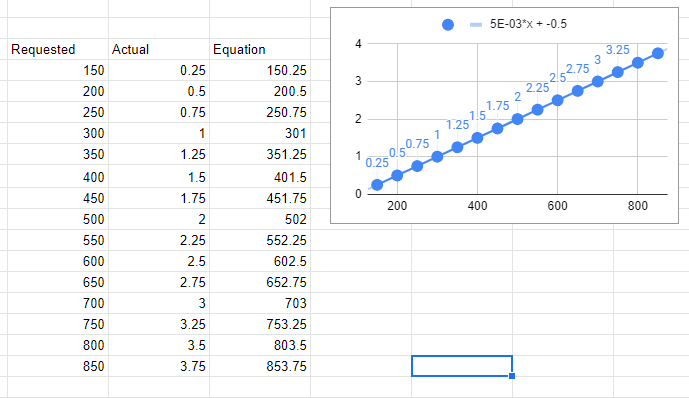
@Veti I have made the changes to 16x and the deviation is still present. Although the amount of deviation is slightly different for requested [actual] readouts: 50 [ 48.5 mm], 100 [102 mm], 150 [155 mm], 200 [210 mm], 250 [265 mm], 300 [317.5]. It seems like the pattern changed but the amount exceeding follows a similar trend starting with low deviation and increasing at 2.5 mm increments as the the requested distance goes up.
 config (1).g
config (1).g -
@akhilnex please be aware that 1:5 gears are often 1:5.18 gears (exactly 1: 5+2/11 = 1: 5.181818). The datasheet will tell you.
-
@JoergS5 that's a good point and I think it is true 5:1 planetary reduction gearbox. Here is the link of what I got on Amazon: https://www.amazon.com/dp/B089R8CC1Z/ref=cm_sw_r_cp_apa_fabc_.-m6FbC0RS0XV
Seems like with the new settings the x,y,z axis are running quite accurate. However the NEMA 17 extruder steppers are the one causing trouble.
-
I used these for my belt driven Z axis conversion.
The 5-to-1 is a true 5-to-1.
They have a similar "economy" line product which is not.
Frederick
-
yes, looks like a true 5:1
-
@akhilnex did you check M122 after running the steppers for some time? M122 reports several possible problems, please post the result. (one is hiccups, but also stepper problems, voltage problems etc.).
-
@JoergS5 M122
=== Diagnostics ===
RepRapFirmware for Duet 3 MB6HC version 3.1.1 running on Duet 3 MB6HC v1.01 or later (standalone mode)
Board ID: 08DJM-956L2-G43S8-6J9D0-3S46Q-9U2GD
Used output buffers: 3 of 40 (40 max)
=== RTOS ===
Static ram: 154604
Dynamic ram: 162740 of which 20 recycled
Exception stack ram used: 376
Never used ram: 75476
Tasks: NETWORK(ready,356) ETHERNET(blocked,436) HEAT(blocked,1200) CanReceiv(suspended,3820) CanSender(suspended,1488) CanClock(blocked,1424) TMC(blocked,60) MAIN(running,4512) IDLE(ready,76)
Owned mutexes:
=== Platform ===
Last reset 00:31:39 ago, cause: software
Last software reset at 2020-12-27 10:43, reason: User, spinning module GCodes, available RAM 75476 bytes (slot 3)
Software reset code 0x0003 HFSR 0x00000000 CFSR 0x00000000 ICSR 0x0444a000 BFAR 0x00000000 SP 0xffffffff Task MAIN
Error status: 4
MCU temperature: min 40.6, current 41.1, max 41.5
Supply voltage: min 24.0, current 24.1, max 24.2, under voltage events: 0, over voltage events: 0, power good: yes
12V rail voltage: min 12.1, current 12.1, max 12.2, under voltage events: 0
Driver 0: standstill, reads 20644, writes 14 timeouts 0, SG min/max 0/0
Driver 1: standstill, reads 20632, writes 27 timeouts 0, SG min/max 0/81
Driver 2: standstill, reads 20645, writes 14 timeouts 0, SG min/max 0/0
Driver 3: standstill, reads 20646, writes 14 timeouts 0, SG min/max 0/0
Driver 4: standstill, reads 20646, writes 14 timeouts 0, SG min/max 0/0
Driver 5: standstill, reads 20634, writes 27 timeouts 0, SG min/max 0/431
Date/time: 1970-01-01 00:00:00
Slowest loop: 999.77ms; fastest: 0.13ms
=== Storage ===
Free file entries: 10
SD card 0 detected, interface speed: 25.0MBytes/sec
SD card longest read time 2.8ms, write time 29.6ms, max retries 0
=== Move ===
Hiccups: 0(0), FreeDm: 375, MinFreeDm: 373, MaxWait: 1347113ms
Bed compensation in use: none, comp offset 0.000
=== MainDDARing ===
Scheduled moves: 12, completed moves: 12, StepErrors: 0, LaErrors: 0, Underruns: 0, 0 CDDA state: -1
=== AuxDDARing ===
Scheduled moves: 0, completed moves: 0, StepErrors: 0, LaErrors: 0, Underruns: 0, 0 CDDA state: -1
=== Heat ===
Bed heaters = 0 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1, chamberHeaters = -1 -1 -1 -1
=== GCodes ===
Segments left: 0
Movement lock held by null
HTTP is idle in state(s) 0
Telnet is idle in state(s) 0
File is idle in state(s) 0
USB is idle in state(s) 0
Aux is idle in state(s) 0
Trigger is idle in state(s) 0
Queue is idle in state(s) 0
LCD is idle in state(s) 0
SBC is idle in state(s) 0
Daemon is idle in state(s) 0
Aux2 is idle in state(s) 0
Autopause is idle in state(s) 0
Code queue is empty.
=== Network ===
Slowest loop: 57.01ms; fastest: 0.03ms
Responder states: HTTP(0) HTTP(0) HTTP(0) HTTP(0) HTTP(0) HTTP(0) FTP(0) Telnet(0), 0 sessions Telnet(0), 0 sessions
HTTP sessions: 1 of 8- Ethernet -
State: active
Error counts: 0 0 0 0 0
Socket states: 5 2 2 2 2 0 0 0
=== CAN ===
Messages sent 7600, longest wait 0ms for type 0
=== Linux interface ===
State: 0, failed transfers: 0
Last transfer: 1899941ms ago
RX/TX seq numbers: 0/1
SPI underruns 0, overruns 0
Number of disconnects: 0
Buffer RX/TX: 0/0-0
- Ethernet -
-
Since X,Y and Z gantries are working fine, I am wondering if the NEMA 17 motors on E0,1,2 that I purchased from stepperonline are faulty. I am thinking about ordering atleast one different brand NEMA 17 and a regular extruder hob gear to check and see if it works any better.
-
Can an issue arise from having NEMA 23 and NEMA 17 running on the same board? Should they all be the same 23s or 17s?
-
@akhilnex said in Steps per mm keep changing:
Can an issue arise from having NEMA 23 and NEMA 17 running on the same board? Should they all be the same 23s or 17s?
as long as the individual motors are suited for the drivers then you can mix and match whatever you like. (you'd probably want to have the same specs motor if you run multiple motors in parallel or serial on a single driver)
the nema number has more to do with physical dimensions than electrical parameters, so not directly relevant even though physically larger motors usually have lower impedance and higher current ratings.
-
@akhilnex M122 looks ok, but only a part of the drivers were used. You can repeat M122 after a longer test again. The short test didn't show problems.
I thought about that maybe your multi extruder causes the difference. Depending on pressure and temperature, the speed could vary.
-
@JoergS5 I haven't even gotten to the multi extruder yet. Just trying to get the extruder steppers to run correctly.
Once I get accurate reading on the filament movement, my next step will be to pass it through the heated multi-extruder. I guess that's the fun of building random design from scratch as every new step brings a brand new set of challenge!

-
@akhilnex If the extruder speed is still wrong, you could try separating the problem into it's possible single problems. The problem could be the stepper speed, the hob nut, hob nut slipping, filament slipping, different diameters of the filament.
I would use the stepper with a normal pulley first and measure the speed and verify that it has the expected speed. You could use a belt and measure the distance. When it's ok, the problem is behind the stepper shaft. If it's wrong, it can be a configuration, electronics with wiring, stepper, shaft problem.
Developing something new is without question an exciting journey for you!
-
@JoergS5 you are right. I will decouple the motor and test everything separately. I am not sure if slippage is an issue as its running over (+10% approx.) rather then under after calibrating for one distance setting.
-
Still unsolved: Error stays (2.5mm increase in distance traveled for every 50mm movement) for all steppers on my board:
- Tried to erase and write firmware and new reprap code files.
- Tried different steppers, extrusion hob drivers( with and without).
- Played with speed, current, microsteps (with and without interpolation)
-
This post is deleted! -
@akhilnex I want to try to help you, but we should concentrate on one stepper and one driver. Are the values for extruder or the XYZ axes?
please tell
- config setting for this driver M350, M92
- gear or not
- if extruder, how do you measure
-
@akhilnex said in Steps per mm keep changing:
Since X,Y and Z gantries are working fine, I am wondering if the NEMA 17 motors on E0,1,2 that I purchased from stepperonline are faulty. I am thinking about ordering atleast one different brand NEMA 17 and a regular extruder hob gear to check and see if it works any better.
@akhilnex said in Steps per mm keep changing:
Still unsolved: Error stays (2.5mm increase in distance traveled for every 50mm movement) for all steppers on my board:
Just to check, the distance error is on the extruder motors or on all motors?
If its only on the extruder motors, given that its a linear error, I'm going to say you calculated your steps/mm incorrectly (which is common on an extruder). Just do the 'measure 100mm, extrude 100mm, recalculate' dance.
-
Gentlemen, Thank you very much for all your help. I knew it was another 250 bucks at risk but I did order a new board and the problem is solved! I can put video file to share the difference. Does any one know if I can send the old board back for the RMA?