Steps per mm keep changing
-
@akhilnex M122 looks ok, but only a part of the drivers were used. You can repeat M122 after a longer test again. The short test didn't show problems.
I thought about that maybe your multi extruder causes the difference. Depending on pressure and temperature, the speed could vary.
-
@JoergS5 I haven't even gotten to the multi extruder yet. Just trying to get the extruder steppers to run correctly.
Once I get accurate reading on the filament movement, my next step will be to pass it through the heated multi-extruder. I guess that's the fun of building random design from scratch as every new step brings a brand new set of challenge!

-
@akhilnex If the extruder speed is still wrong, you could try separating the problem into it's possible single problems. The problem could be the stepper speed, the hob nut, hob nut slipping, filament slipping, different diameters of the filament.
I would use the stepper with a normal pulley first and measure the speed and verify that it has the expected speed. You could use a belt and measure the distance. When it's ok, the problem is behind the stepper shaft. If it's wrong, it can be a configuration, electronics with wiring, stepper, shaft problem.
Developing something new is without question an exciting journey for you!
-
@JoergS5 you are right. I will decouple the motor and test everything separately. I am not sure if slippage is an issue as its running over (+10% approx.) rather then under after calibrating for one distance setting.
-
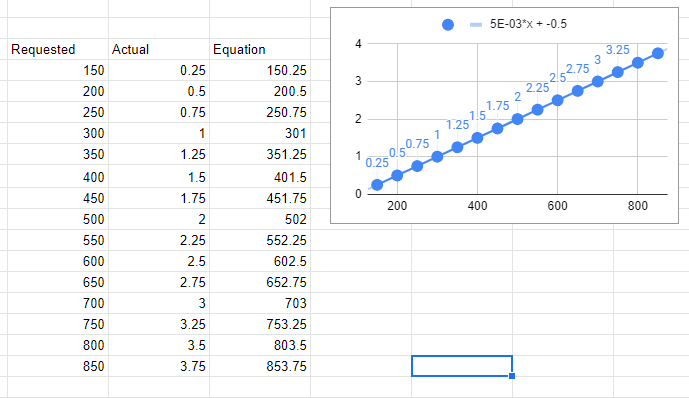
Still unsolved: Error stays (2.5mm increase in distance traveled for every 50mm movement) for all steppers on my board:
- Tried to erase and write firmware and new reprap code files.
- Tried different steppers, extrusion hob drivers( with and without).
- Played with speed, current, microsteps (with and without interpolation)
-
This post is deleted! -
@akhilnex I want to try to help you, but we should concentrate on one stepper and one driver. Are the values for extruder or the XYZ axes?
please tell
- config setting for this driver M350, M92
- gear or not
- if extruder, how do you measure
-
@akhilnex said in Steps per mm keep changing:
Since X,Y and Z gantries are working fine, I am wondering if the NEMA 17 motors on E0,1,2 that I purchased from stepperonline are faulty. I am thinking about ordering atleast one different brand NEMA 17 and a regular extruder hob gear to check and see if it works any better.
@akhilnex said in Steps per mm keep changing:
Still unsolved: Error stays (2.5mm increase in distance traveled for every 50mm movement) for all steppers on my board:
Just to check, the distance error is on the extruder motors or on all motors?
If its only on the extruder motors, given that its a linear error, I'm going to say you calculated your steps/mm incorrectly (which is common on an extruder). Just do the 'measure 100mm, extrude 100mm, recalculate' dance.
-
Gentlemen, Thank you very much for all your help. I knew it was another 250 bucks at risk but I did order a new board and the problem is solved! I can put video file to share the difference. Does any one know if I can send the old board back for the RMA?
-
@akhilnex When and where did you purchase the first board?
-
@Phaedrux Filastruder in USA was the supplier I used for both my old and new board. The purchase was first made on 26th May 2020.
-
Please contact filastruder and initiate a warranty exchange. Include a link to this forum thread as authorization.
-
@Phaedrux thank you for your prompt response.