G29S1 not loading during print and G32 not leveling properly
-
How is the Z axis setup? What kind of speeds can we realistically expect from it?
-
the Zaxis runs by 4 gearbox motors belt-driven. Expecting 100mm high-quality print speed
-
Did swapping those values help?
-
Yes it did little bit I also ran a quick print test and the results not really promising. Looks like some vibration issues from the X&Y Im note sure if it’s my external driver or maybe my linear rail.



-
M566 X10000 Y10000
your jerk on the X and Y is insanely high. Try reduce that to 1000.
-
Ok I will do that over the weekend do you have any resources regarding the T parameters for external driver I need to understand what each number represent and how it can affect. I’m using theses motors they are Nema 23 with integrated rotary encoder. I order today RS232 Cable so I can connect them to my pc and se if I can change so of the settings to match with my config.g

 . Thanks for all your help I really appreciate it
. Thanks for all your help I really appreciate it -
If you do not have the specs for those drivers try T2:2:10:10 for starters.
Frederick
-
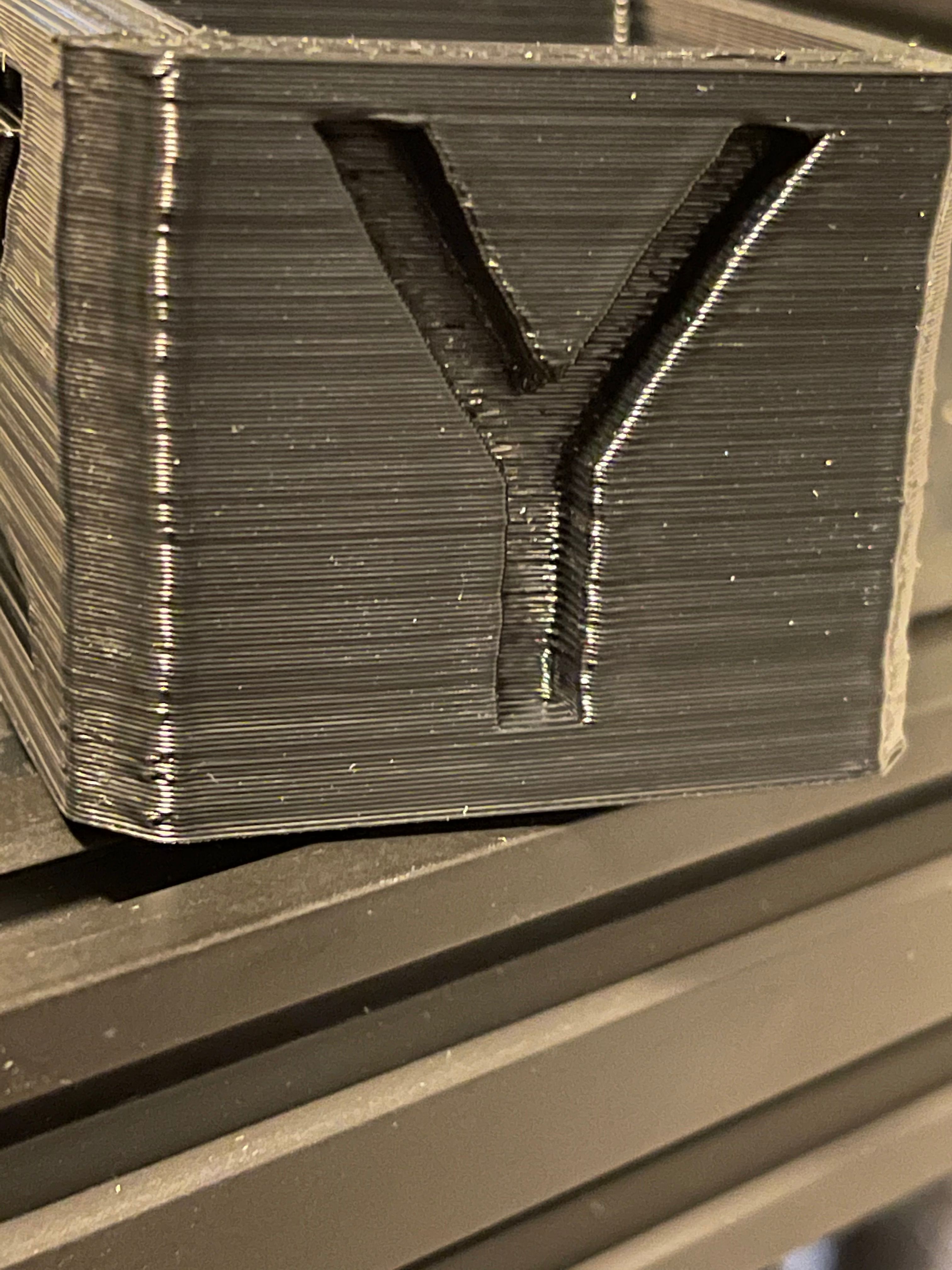
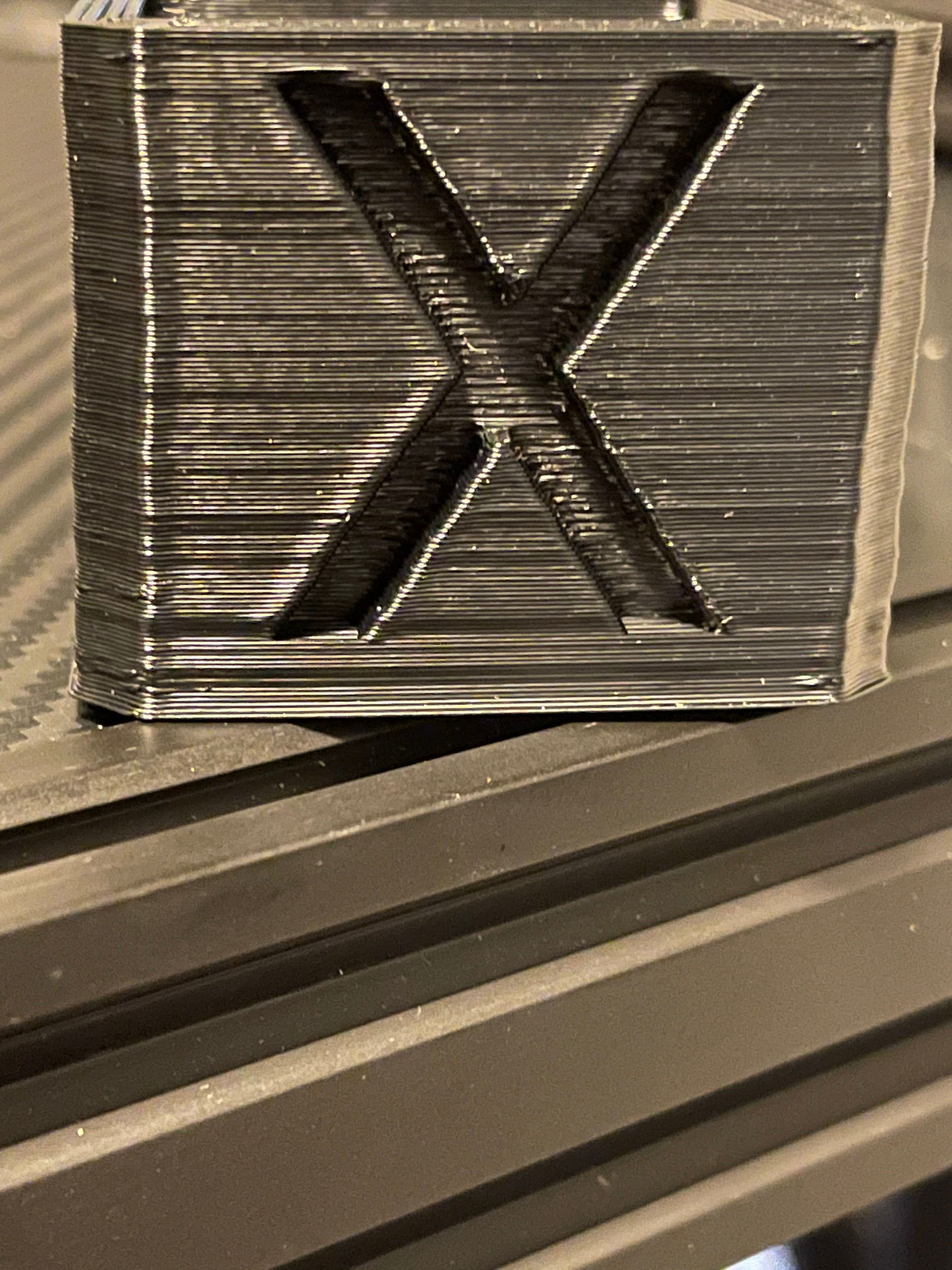
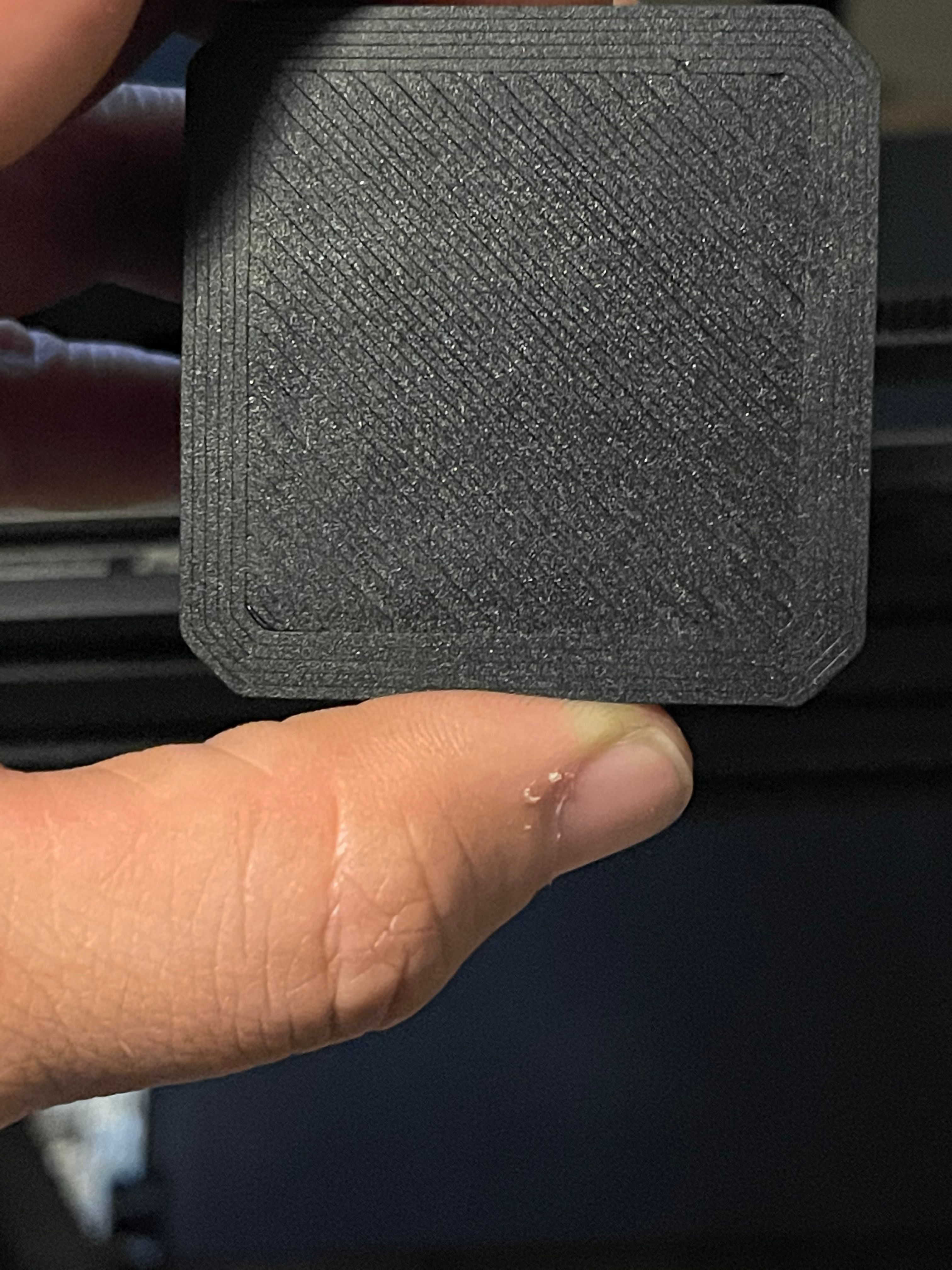
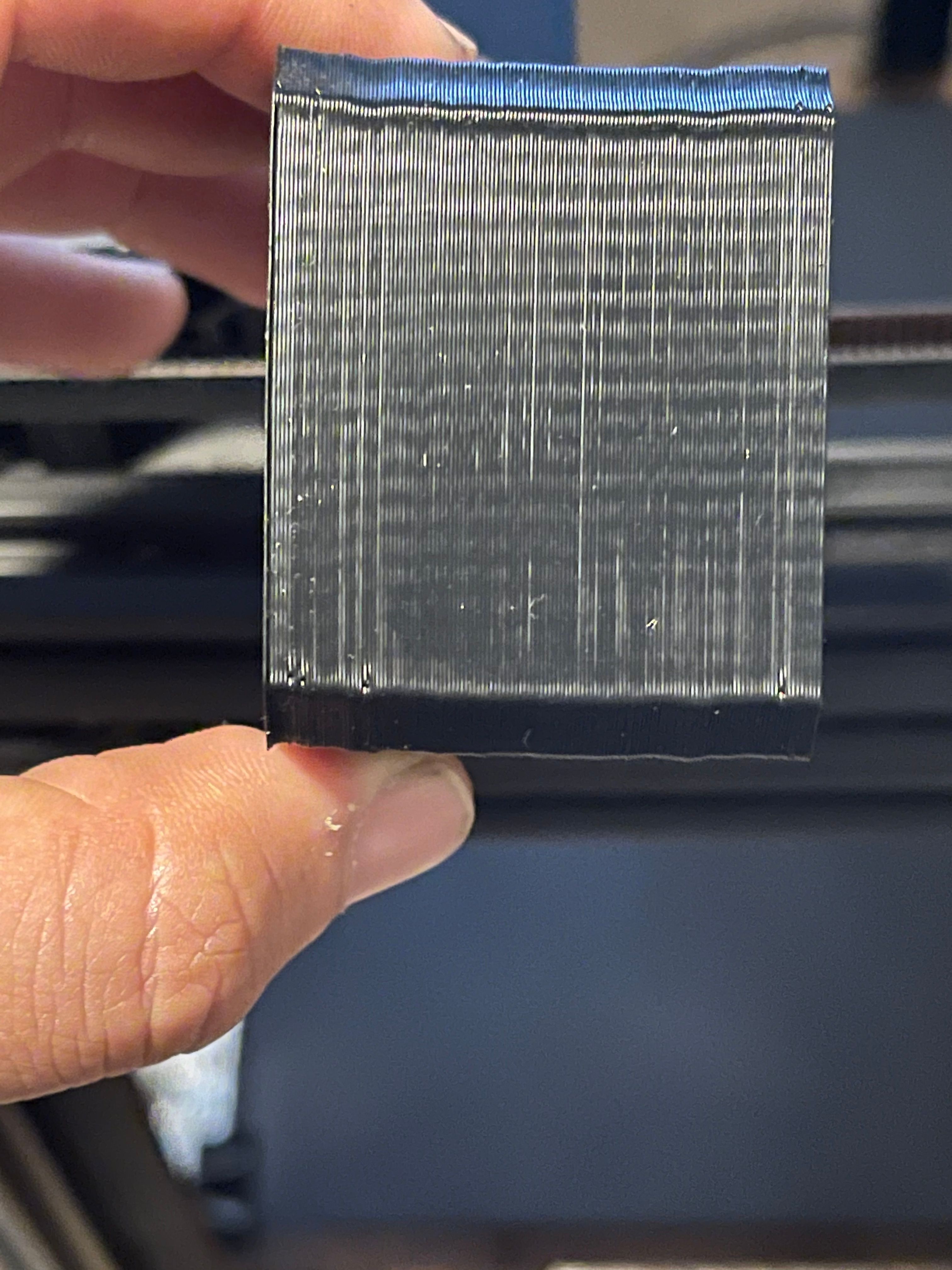
So I did some lots of tweaking and here some results for a first full print it’s ABS print speed 3600mm/min Zaxis at 600mm/min print size 40x40x40 simplify 3D gave 1:18 hr/min estimate print time and it took about 1:40 hr/min. Bedtemp set at 100C and extruded at 235C But the quality is awful.
Here’s my new motor settings.
; Drives M569 P10 R1 T3:3:6:10 S1 ; physical drive 0 goes forwards M569 P11 R1 T3:3:6:10 S1 ; physical drive 1 goes forwards M569 P3 S1 ; physical drive 3 goes forwards M569 P4 S0 ; physical drive 4 goes forwards M569 P5 S1 ; physical drive 5 goes Backwards M569 P6 S1 ; physical drive 6 goes Backwards M569 P8 S1 ; physical drive 7 goes Backwards M569 P2 S1 ; physical drive 9 goes backwards M584 X10 Y11 Z5:6:8:2 E3:4 ; set drive mapping M671 X50.0:480.0:480.0:50.0 Y50.0:50.0:460.0:460.0 S5 ; ZBelts Near Locations M350 X16 Y16 Z16 E16:16 I1 ; configure microstepping with interpolation M92 X160 Y160 Z412.00 E420.00:420.00 ; set steps per mm M566 X500 Y500 Z60 E500:500 ; set maximum instantaneous speed changes (mm/min) M203 X6000 Y6000 Z800 E6000:6000 ; set maximum speeds (mm/min) M201 X1000 Y1000 Z400 5000:5000 ; set accelerations (mm/s^2) M906 X2600 Y2600 Z1100 E800:800 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout Here’s a picture of the actual print.




Even with that low jerk settings the printer is shaking from the external driver. Printer weights about 270 Ib I don’t know if I need to go lower value on any of the settings or maybe the external driver not override Correct value from the config. G file or any other suggestions
-
@moe-adams9093 said in G29S1 not loading during print and G32 not leveling properly:
M201 X1000 Y1000 Z400 5000:5000 ; set accelerations (mm/s^2)
You're missing an E on the extruder values.
Can you send M98 P"config.g" and post any errors that come up?
-
3/17/2021, 2:10:30 PM M98 P"config.g" HTTP is enabled on port 80 FTP is disabled TELNET is disabled this is before I changed it didn't give me any error.
-
I think it may have messed up your expected Z and E accelerations. With the E missing you could send M201 by itself to see what it reports as the current values.
-
ok I'm going to run another test and see the results. thank you