Ender 3 duet wifi Mesh problem.
-
M98 config:
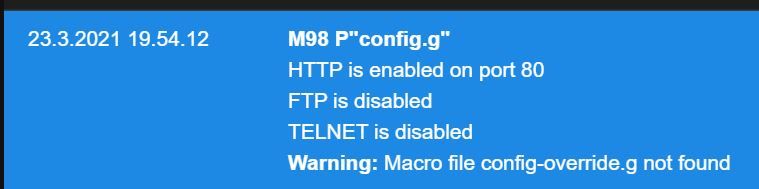
G29 mesh
-
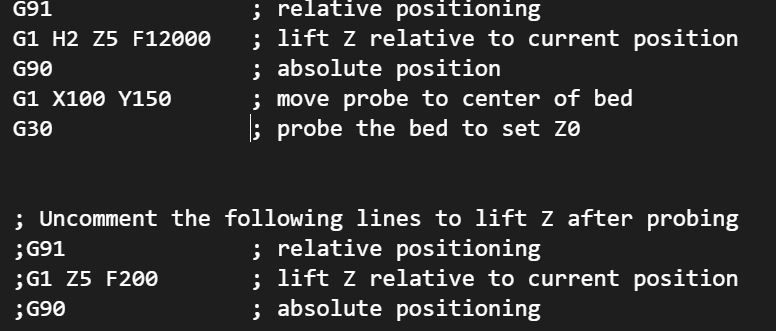
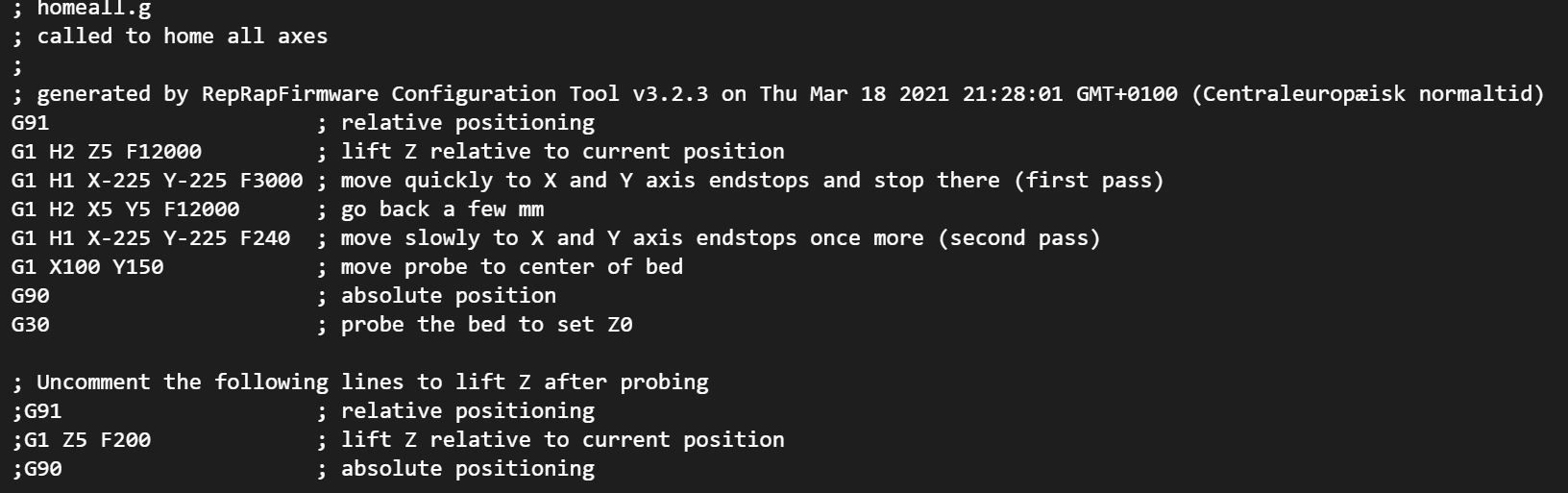
To use the probe to homez you will need to change these lines
G1 H1 Z-255 F3000 ; move Z down until the endstop is triggered G92 Z0 ; set Z position to axis minimum (you may want to adjust this)to this
G90 ; absolute position G1 X100 Y150 ; move probe to center of bed G30 ; probe the bed to set Z0The same would need to be done in homeall.g
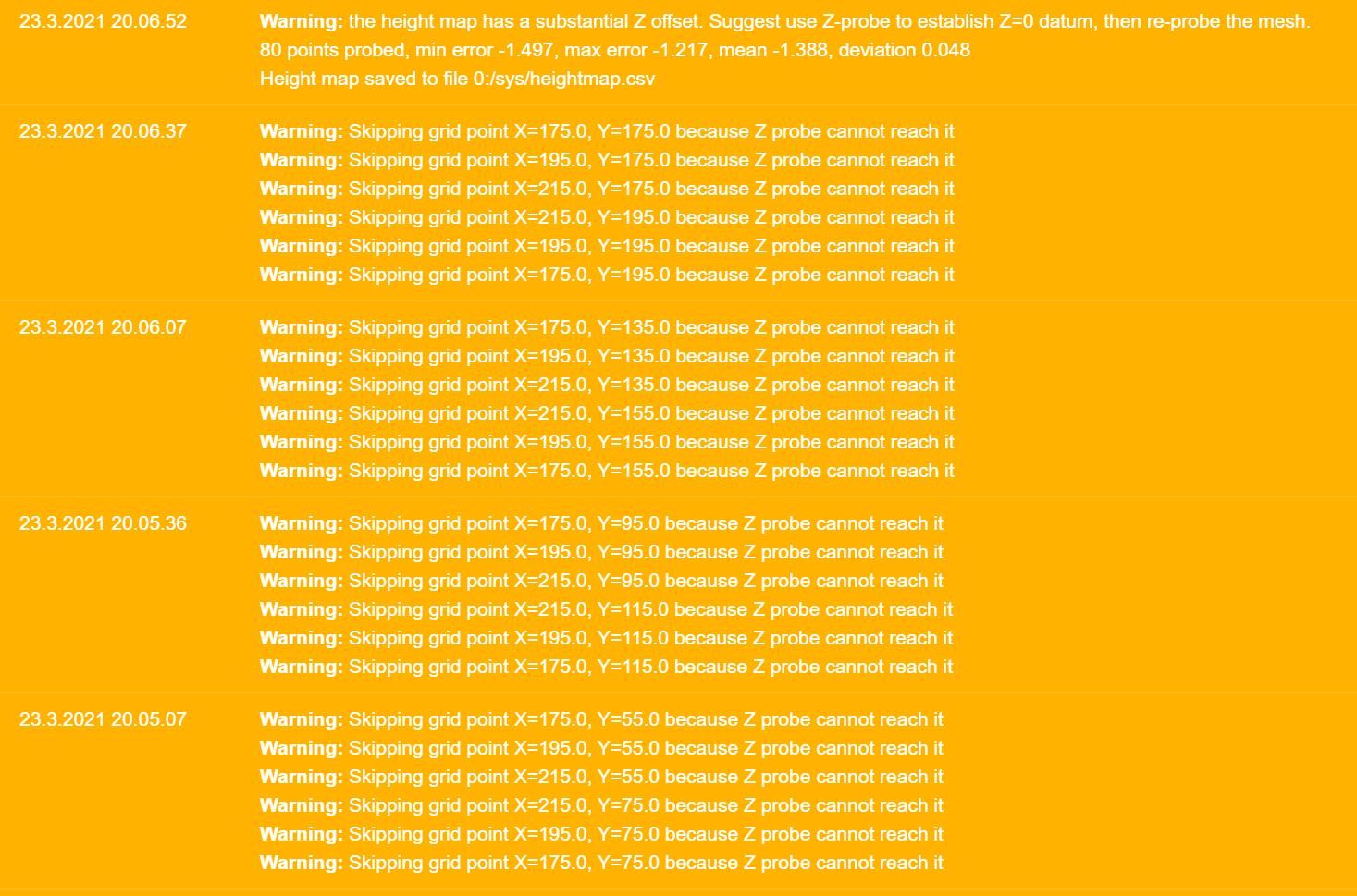
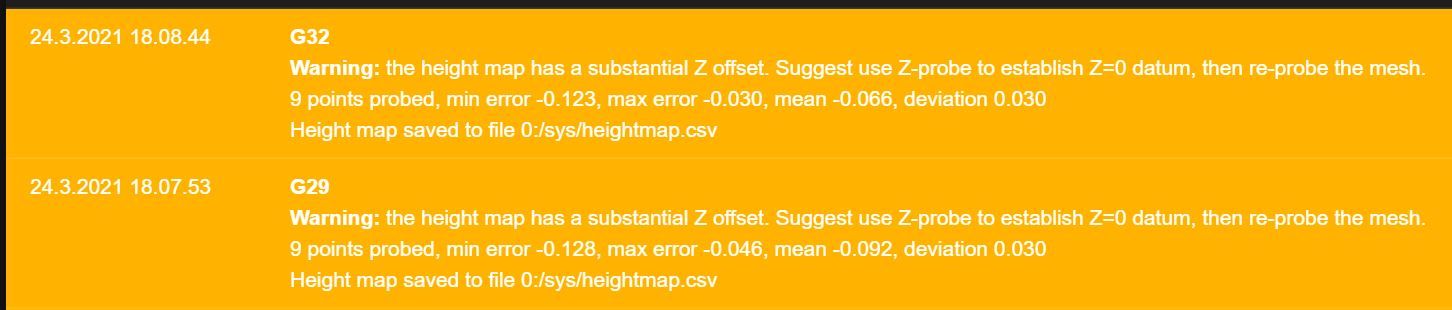
The warnings you are seeing about the Z offset will go away once the probe is used to home z.
The warnings about skipping points is because your mesh grid is asking it to move to probe into a location that it can't physically reach.
M557 X40:190 Y50:200 S50
-
@Phaedrux said in Ender 3 duet wifi Mesh problem.:
M557 X40:190 Y50:200 S50
If i place metal ind front of my probe now i does not stop like before, it goes hole way down and back to z 6.25.
how do i run Calibrate the Z probe trigger height now without G92 Z0 ?
Is this right now ? (I still godt warnings when i rung G29 mesh)
-
@kosmic said in Ender 3 duet wifi Mesh problem.:
how do i run Calibrate the Z probe trigger height now without G92 Z0 ?
https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe
@kosmic said in Ender 3 duet wifi Mesh problem.:
Is this right now ? (I still godt warnings when i rung G29 mesh)
Which warnings?
-
-
@Phaedrux said in Ender 3 duet wifi Mesh problem.:
https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe
Measure your probe trigger height and XY offset as described in that link and then re-create your heightmap.
-
Z-probe is re calibratet now, and it is now about 0.1-0.15 mm from nozzle to bed. do you think it is to close ?
x is -52 mm and y is -6 mm is that wrong ?
Z is now homing at the mittle of the bed now, and very slow, do i have to change homeall igain?
-
@kosmic said in Ender 3 duet wifi Mesh problem.:
Z-probe is re calibratet now, and it is now about 0.1-0.15 mm from nozzle to bed. do you think it is to close ?
Z0 should be as close to the bed as possible, so you can adjust the G31 Z value as needed. If you're still 0.1 too far away, add 0.1 to your G31 Z value.
x is -52 mm and y is -6 mm is that wrong ?
That all depends on how you measured it. x-52 and y-6 would be 52mm to the left and 6mm in front of the nozzle. Is that correct?
Z is now homing at the mittle of the bed now, and very slow, do i have to change homeall igain?
The speed of Z probe homing is controlled by M558 F in config.g. It's up to you to decide how fast it should go and still provide accurate results.
If you want to do a fast pass and thena. slower pass you can change your z homing section in homeall and homez to be
M558 A1 F600 G30 M558 A5 F60 G30That will prone the bed once at 10mm/s and then again more slowly for better accuracy at 1mm/s up to 5 times.
-
The nozzle have to hit the plate with out any air space?
X nozzle 110---- 161.7 Probe mid = 51.7 mm
Y Nozzle 110---- 115.9 probe mid. = 5.9 mm
homeall does it have to be in the middle off bed ?
my x and y is set to 0 and 0, and then it goes slowly to the middel and find z.
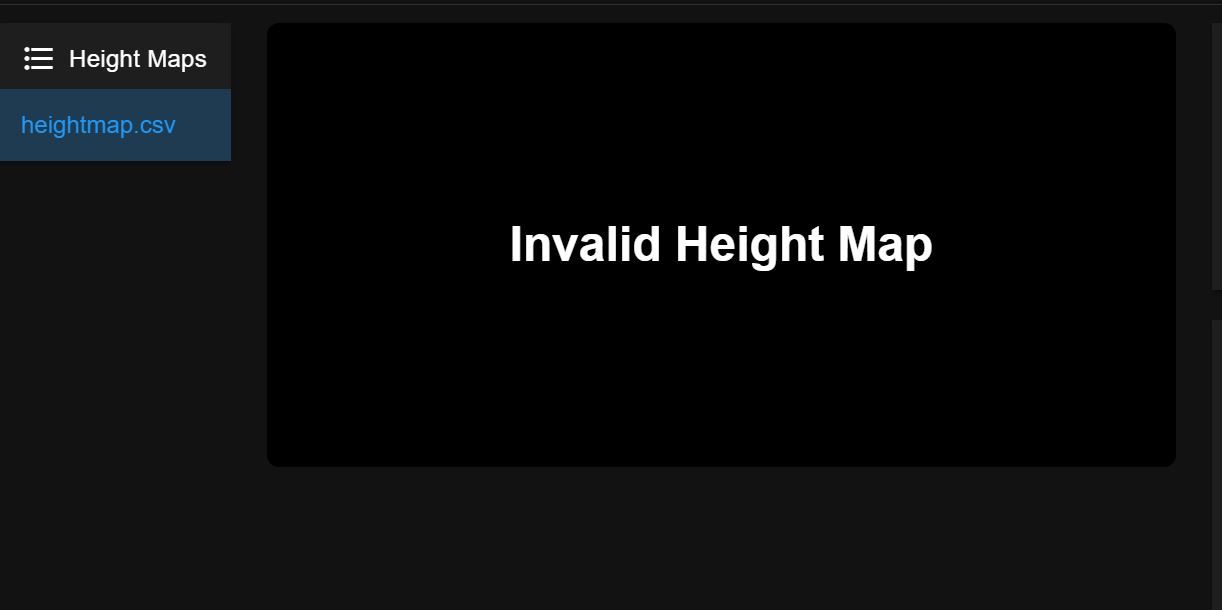
just make this one with no warnings, but it still says invalid heightmap after restart

g29
9 points probed, min error -0.010, max error 0.072, mean 0.031, deviation 0.028
Height map saved to file 0:/sys/heightmap.csv
-
@kosmic said in Ender 3 duet wifi Mesh problem.:
The nozzle have to hit the plate with out any air space?
Well Z0 should be just touching the bed. That way your slicer first layer height is correct. There are many ways to fudge it to make it work, but accurate layer height and accurate extrusion amount should be the goal I think and will provide good first layer results. Having too high a gap and then over extruding also works, but less elegant.
@kosmic said in Ender 3 duet wifi Mesh problem.:
X nozzle 110---- 161.7 Probe mid = 51.7 mm
Y Nozzle 110---- 115.9 probe mid. = 5.9 mmI don't know what this means.
@kosmic said in Ender 3 duet wifi Mesh problem.:
homeall does it have to be in the middle off bed ?
Yes you should try and position the probe as close to the center of the bed as possible. with a few mm anyway.
Can you try deleting the heightmap.csv file from the system tab and re-run G29.
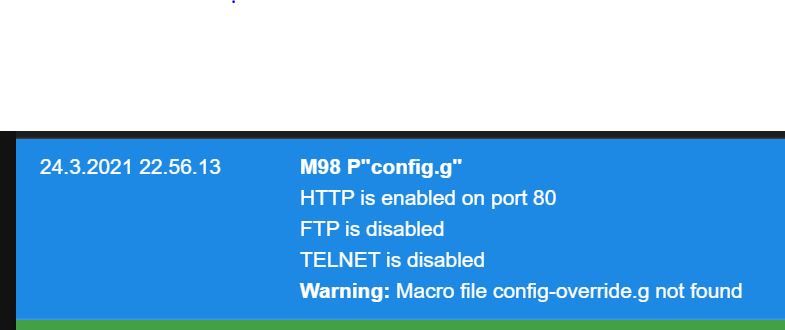
Can you send M122 and M98 P"config.g" and post the results? Would like to know what firmware and DWC version you are using.
-
ok, i don't get it shut touch the bed, read somewhere i has to be a papir like 0.2 away from the bed.
it means, if i move x(nozzle) 51.7 mm from 110mm. I'm in the middel og the probe. I'm not sure about i has to be 51.7 or -51.7.
Delete the file and run nes G29 still the same.
-
-
Can you check the machine specific and general tabs and see what the DWC version is? It should match your firmware 3.3 beta2
-
Ender 3, with E3d v6 hotend and duet wifi.
I don't not wich thermistor or probe, but i think my probe is pnp 5v.
How do i activate heightmap in plugins?
After the change we had made, my probe did not stop when i place som metal under it, when my Z i going down to zero.
-
I think you're going to need to update your version of DWC to match the beta firmware you're using.
https://github.com/Duet3D/RepRapFirmware/releases/download/3.3beta2/DuetWebControl-SD-3.3b2.zip
See if that resolves the invalid heightmap error.
-
that was my fault, now I get heightmap
")
shut my probe stop when I place some metal when it go down from 250-0 z ?
when I'm trying to print, the dimension does not fit the size I curl slicer, what do I have to calibrate to get the right dimensions ?
-
@kosmic said in Ender 3 duet wifi Mesh problem.:
shut my probe stop when I place some metal when it go down from 250-0 z ?
when I'm trying to print, the dimension does not fit the size I curl slicer, what do I have to calibrate to get the right dimensions ?I'm not sure what you're meaning.
Are your steps per mm correct? Does commanding 10mm of movement result in 10mm of actual movement?
-
@phaedrux
so long so goodI was printing the 20 mm cube.
X= 20.16
Y= 20.12
Z= 19.89how do i fine tune this to get closer to 20.00 mm ?
Is there any good finger rules for extruder speed ?
-
@kosmic First print something larger and see if it's off by the same amount or if it scales with the size of the object. Also print a few objects at different points on the bed to see if it changes with bed position.
You can either fine tune your steps per mm value or use scale compensation.
https://duet3d.dozuki.com/Wiki/Gcode#Section_M556_Axis_skew_compensation
-
I will try to print 1 pcs more and then I will fine tune it.
Is there a way to test my z-probe?
I can see when my z is on 0, the light is going off on my probe sensor, but I does not stop if I place som metal in front of my sensor.