Difference between G28 and M98"homeall.g"?
-
@o_lampe So the error message you are getting is generated when you perform a G1 move with a H1 parameter set (a homing move), but the endstop for that axis has not been set.
I'm not sure that what you are doing to clear an endstop is correct. It looks like:
M574 U0Which sets the endstop for that axis to none, may be the correct way to do this.
No idea why you get different results depending upon how the commands are run though. Does running the command from a USB terminal make any difference, maybe the error message is not making it through DWC?
-
@o_lampe One other thought adding a few M574 commands (with no parameters) which outputs what endstops are set, may provide more idea as to what is going on!
-
@o_lampe said in Difference between G28 and M98"homeall.g"?:
Q: Is there a difference in sending G28 from the console or starting the homeall.g macro directly?
One significant difference is that G28 marks the axis/axes as un-homed before executing the code associated with the given axis/axes.
This can cause code that works with M98 to fail with G28 if the code is trying to move an un-homed axis.
Frederick
-
@gloomyandy said in Difference between G28 and M98"homeall.g"?:
I'm not sure that what you are doing to clear an endstop is correct. It looks like:
M574 U0Which sets the endstop for that axis to none, may be the correct way to do this.
I think you are right, I'll test it first thing. I thought I had to free the formerly used pin.
PS: do you know if someone published a mounting case (for 2020 extrusion) for the F407ZG? I couldn't find a drawing which shows the mounting hole pattern...
-
@o_lampe
PSS: Where can I find more info on the "Z3" endstop, how to attach three switches and such? -
@o_lampe Sorry no idea about a case (i just have mine on my test bench!), @jay_s_uk may have some suggestions.
Freeing things in RRF is a bit messy. This example in the gcode listing:
M574 Z0 P"nil" ; no Z endstop switch, free up Z endstop inputseems to show that both the type 0 and nil pin are required, but looking at the code I'm not sure that is the case. I'd try just setting it to type 0 and see if that does what you want (I need to check again but I seem to remember that a P parameter may take it down a different code path!).
-
@o_lampe I didn't know there was a Z3 option, are you sure that is correct, there is the option to specify multiple endstops to match multiple Z motors via separate pins with something like:
M574 Z1 S1 P"io2.in+io3.in" ; Z axis with two motors, individual min endstops, active highThat is covered a little in the RRF GCode docs.
-
@gloomyandy Hmm, there's Zmin, Zmax and Z3, maybe I have to use them all in the way you described.
-
@o_lampe Where have you seen a reference to Z3? I don't see one in the gcode guide and the source code does not seem to have any idea of it, it only has...
noEndStop = 0, lowEndStop = 1, highEndStop = 2, -
@gloomyandy said in Difference between G28 and M98"homeall.g"?:
Where have you seen a reference to Z3?
That's weird,
- I saw it mentioned on mellow fly aliexpress page
- there's a Z3 socket onboard
- teamgloomys github page mentions it on the pin names page
Supports dual Z-axis printers and three Z-axis printers (the motherboard has a dedicated Z3 limit switch interface).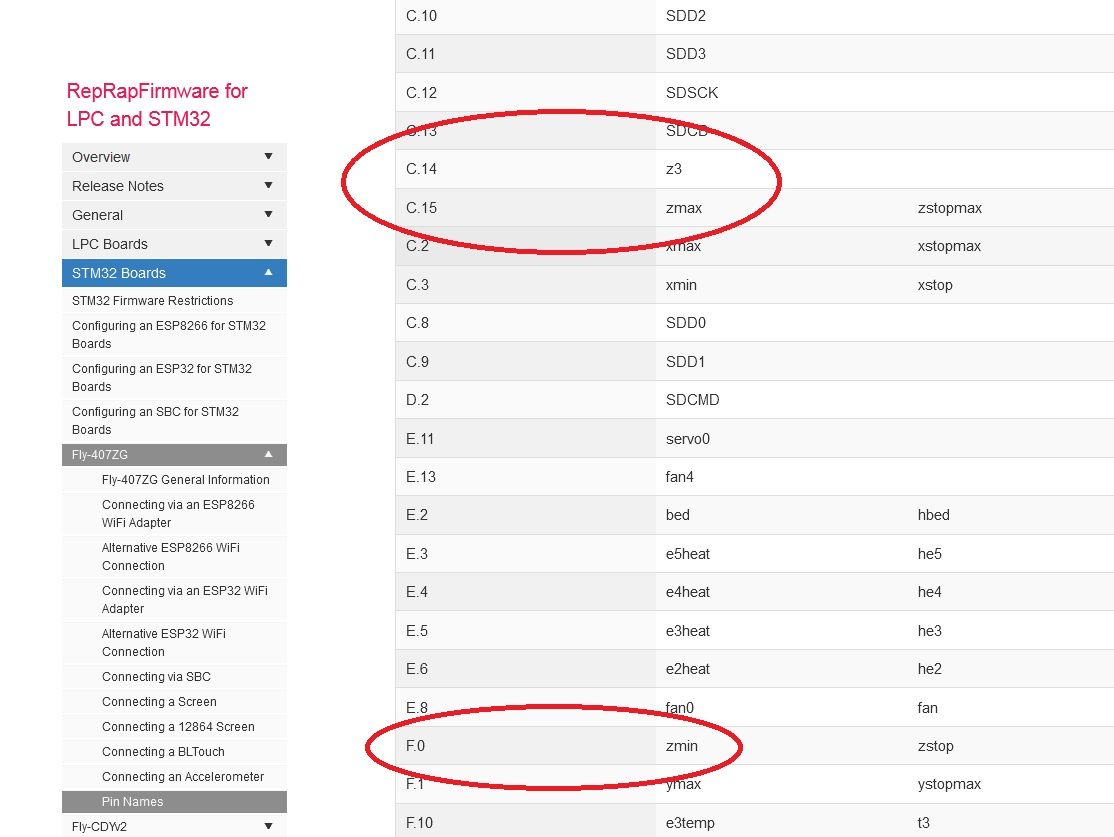
-
...back to subject. I found out what caused the error message when calling G28 alone:
-
G28 automatically tries to home X,Y and Z even when homeZ is not mentioned in homeall.g.
I currently have no Z axis, so there's no endstop defined for Z...
I could probably delete or move homez.g or add M574 Z0 in config.g to supress the error message -
deleting an endstop only works with e.g. M574 X0.
Adding P"nil" is wrong
-
-
@o_lampe said in Difference between G28 and M98"homeall.g"?:
I could probably delete or move homez.g or add M574 Z0 in config.g to supress the error message
removing/renaming homeZ only led to another error: can't find homeZ.g
So I wrote homeZ with these lines:M574 Z0 G92 Z0and no error popped up

Thanks all who tried to help

-
This post is deleted!