Very stubborn print quality issue
-
if you do a print that is say 20mm square but 100mm high, and then do a similar print with the same layer height but do it 50mm square and 100mm are the layer lines the exact same on both prints? Goes to checking cooling and temp control.
My gut on it as well was Z-axis issues as you had said the problem existed before the upgrade and is the same after the upgrade. So it would have to be something that is unaffected by the upgrade. You had stated that you never really touched the Z-axis and to me, it looks like a weak coil in your steppers.
To ask an odd question is the result the same on both sides of the print, It looks like it is, but just want to confirm the squashed layer is uniform on all sides or is the layer deformed at different layers on opposite sides?
-
@rjenkinsgb
Well the bed is PID tuned (also tried BangBang) but seeing that it is 900x1200x10mm it doesn't fluctuate even if i wanted it to.Did pid tuning on the hotend as well but as said, it did this also with a E3D volcano (now dragon).
There is no heated chamber and room temperature is regulated and stable. -
@macgyver
I wil try that (will be monday, day off tomorrow).My gut is also Z since it was largely unaffected. But the motors were replaced as well so a defective coil can't be it since it was with the old motors and with the new.
Also the bed hangs on 4 independent motors so 1 defective motor would tilt the bed resulting in uneven lines, not the consistent ones i have now. -
what is powering the Z axis ? belt or leadscrew or ballscrew ? this look like a regular pattern , you might have a leadscrew nut wore out or a bent screw . a bent screw will do that everytime it complete a turn
-
@hbm-3d
Are the lines parallel or spiral? It's difficult to tell from the photos, but I think they are parallel? -
@rjenkinsgb They are parallel.
-
@dad003 above I said that the ballscrews are locked in place by linear rails. Also if that were the case than it would not change with the layer height is my guess.
-
What do the inside of the square prints look like - flat, ridged with the ridges matching outer ridges or ridges alternating in & out??
-
@hbm-3d given that it seems to be an error based on layer number, my guess would be some sort of compounding error in either firmware or maybe mismatched slicer settings.
Steps/mm on Z or E causing some sort of trailing offset.I'd start by trying to confirm that the machine really is doing what is commanded in Z and E.
It's that or you have really really bad CPE on the ballscrews.
-
I know this sounds weird but it could be drag on the filament spool. I recently had this with a cardboard spool on a printed spool holder -- just too much friction and the filament needed a good yank from the extruder to move. If you're not using a bearing based roller, it might be worth looking into one. (would also explain why this is less expressed with 0.3 layer height because more material being pushed means more continuous pull on the spool).
-
@rjenkinsgb As far as i can see they are matching the outside.
-
@oliof Good idea but the spool holder is the same as before it had issues.
Also, it is not bearing based but it is also guided all the way so there is no yank, the tension is fairly steady throughout. -
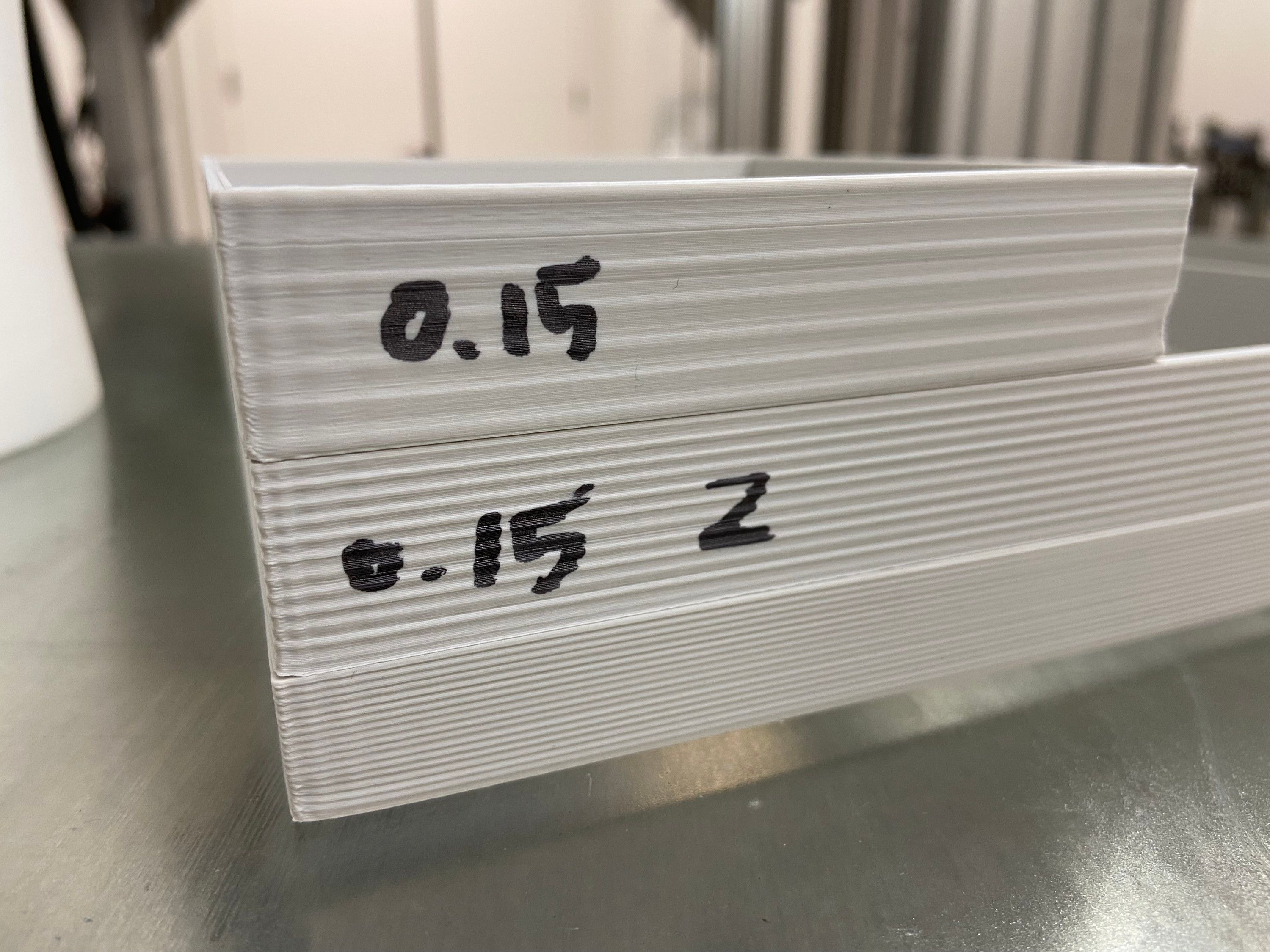
Ok the plot thickens. I printed a simple square, no infill, just 3 perimeters @ 150mm/s with 0.15mm layer height.
The only difference is the size, 100x100, 200x200 & 400x400.Here is the result (forget the writings):

I'm lost...
-
what extruder and hotend are you using? bowden or direct?
-
@oliof Direct. Phaetus dragon with bondtech cht nozzle and sherpa extruder with ldo motor.
Ok here's what I think now. It must be extruder related somehow. It isn't the Z-axis or it would not change depending on layer height or even object size as it does now.
It is definitly something driven or mechanical since it is way to consistent to be something like material unevenness.The main indicator is that the pattern size increased by object size or vice versa. The smaller the object, the larger the gaps become. Bigger object, so more material extruded, is lower interval. It almost looks like it is overextruding every X meters of filament.
-
please check that the drive gears on the sherpa are still aligned to each other and inline with the filament path (I've seen some lose position elsewhere which can cause weird issues). Also make sure your hotend fan is still working correctly. Since you have identical printers next to this, maybe switching out the extruder and hotend from another one to this is easier/faster to ensure they are or are not part of the issue here.
-
Are the config files identical between the machines?
Any chance of a typo in this one, like the extruder being in bang-bang mode?
Have you tried the hotend thermistor, as I suggested at the start of the thread?
-
M584 X0.4 Y0.5 Z0.0:0.1:0.2:0.3 E1.0 ; set drive mapping
M350 X256 Y256 Z64 E32 I0 ; configure microstepping without interpolation
M92 X800.00 Y800.00 Z12820.00 E1402.00 ; set steps per mm
M566 X900.00 Y900.00 Z150.00 E900.00 ; set maximum instantaneous speed changes (mm/min)
M203 X30000 Y30000 Z300 E12000 ; set maximum speeds (mm/min)
M201 X2000 Y2000 Z150 E1500 ; set accelerations (mm/s^2)
M906 X2000 Y2000 Z2000 E500 I50 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout;Hotend 1
M308 S1 P"1.temp0" Y"thermistor" T100000 B4725 C7.06e-8 ; configure sensor 1 as thermistor on pin 1.temp0
M950 H1 C"1.out0" T1 ; create nozzle heater output on 1.out0 and map it to sensor 1
M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S280 ; set temperature limit for heater 1 to 280C -
Ok so new update.
Swapped the Sherpa extruder for a brand new orbiter, changed the steps/mm etc accordingly.
No change.Tried 3rd roll of filament that came from another printer that printed fine with it.
No change.Unrolled a couple of meters of filament to eliminate the spoolholder.
No change.It is something that changes based on a certain amount of extruded filament but it is not the extruder...
-
@hbm-3d said in Very stubborn print quality issue:
Swapped the Sherpa extruder for a brand new orbiter, changed the steps/mm etc accordingly.
No change.Was that the extruder only, or the complete hot end system?
(I'm not familiar with those particular extruders).