Euclid facility
-
So it homes Z OK.
Just the 4 point mesh is the issue? -
homeall.g deployprobe.g bed4point.g retractprobe.g homez(1).g
These are all my WORKING homing files.
And my config.g
config.gAfter running the Z homing, instead of running G32, type the commands from your homez.g or mine.
G32 iirc runs bed.g, i do not have a bed.g")
rename bed.g to oldbed.g
When I run g32, it says bed.g not found, so remove, move or rename it.homez does everything, i think.
You are nearly there.
RailCore II - Duet Mini + 1LC, Voron V0.1 - Duet Mini
Voron 2.4 disassembled..... Waiting for the RailCore Mini.... -
@paulhew Ok thank you very much for your help I will put your files and see what it does.


-
@sgk Don't know if this will be helpful or not based on all the other work you have done but the Euclid is normally pretty simple to get going. Less is more with telling RRF what to do with it. Once M401/402 are working RRF knows when it needs to use them for the most part. If you look at the configs at https://github.com/Nurgelrot/Voron-2.4r2-RRF-configs (obviously you'll have to change the dock approaches for your printer) You'll see that once I have deploy|retractprobe.g done I only explicitly call M401 and M402 in homez and once in bed.g (just to make double sure the state of the probe.) Anyway hope reading over these is helpful.
-
@nurgelrot I have more at least followed the installation procedure but there is something that does not work I do not know what?
-
@nurgelrot that's my Deploy
; uncomment next line to echo the probe deploy state
; echo "Object Model Deployuser token =" ^sensors.probes[0].deployedByUserM564 H1 S0 ; Allow movement BEYOND axes boundaries (for Y to reach probe dock)
G91 ; relative positioning
echo "Lift Z in advance of deploy"
G0 H2 Z15 F3000 ; move Z 15 for clearance above dock.
; ; need to figure out some safety check on this
G90 ; absolute positioning; uncomment next line to echo the probe value
; echo "Probe Value =" ^sensors.probes[0].value[0]if sensors.probes[0].value[0]!=1000 ; if sensor is value other than 1000 do this
; uncomment next line to echo the probe deploy state
; echo "deployuser token = " ^sensors.probes[0].deployedByUser
; echo "Probe State = " ^sensors.probes[0].value[0]
abort "deployprobe start value Probe already picked up. Manually return probe to the dock"; if we're here we know it's becasue the above is true which I assume is because you have an NC switch as a probe.
; echo "Passed first logic test to deploy probe";Preflight position is X100 Y8.5
;Dock Side position is at X30 Y8.5
;Docked probe postion is at X0 Y8.5
;Dock exit point is at X0 Y40
;Dock Re-Entry Staging Position is at X0 Y70
;Probe Ready Position X150 Y150; echo "Probe Pickup macro running"
G0 X100 Y8.5 F6000 ; move to Preflight Position
M400 ; wait for moves to finishG0 X30 Y8.5 F6000 ; move to Dock Side dock location
M400 ; wait for moves to finish; uncomment next line to echo the probe deplot state
; echo "Object Model Deployuser token (before while loop) = " ^sensors.probes[0].deployedByUserG0 X0 Y8.5 F3000 ; move over Dock
G4 P500 ; pause 0.5 seconds
M400 ; wait for moves to finish; uncomment next line to echo the probe value
; echo "Probe Value =" ^sensors.probes[0].value[0]G0 X0 Y100 F300 ; slide probe out of dock - slowly
G0 X170 Y170 F3000 ; move to re-entry positionM400 ; wait for moves to finish
echo "Probe Pickup complete"
; uncomment to echo the probe deploy state
; echo "Object Model Deployuser token (after while loop) = " ^sensors.probes[0].deployedByUserG90 ; absolute positioning
G0 X170 Y170 G3000 ; move to the center of the bed
M400 ; wait for moves to finishif sensors.probes[0].value[0]!=0
; uncomment to echo the probe deploy state
echo "Object Model Deployuser token (in abort if section)= " ^sensors.probes[0].deployedByUser
abort "Deployprobe endvalue not 0 Probe not picked up! Deployt cancelled."M564 H1 S1 ; Restrict movement to within axes boundaries (for normal Y movement)
echo "Macro deployprobe.g complete"
-
@nurgelrot my Retract
echo "running retractprobe.g macro"
; uncomment next line to echo the probe deploy state
; echo "Object Model Deployuser token =" ^sensors.probes[0].deployedByUser; Preflight position is X100 Y0
; Dock Side position is at X30 Y0
; Docked probe postion is at X0 Y0
; Dock exit point is at X65 Y0
; Dock Re-Entry Staging Position is at X0 Y70
; Probe Ready Position X150 Y150G90 ; absolute positioning
M564 S0 ; allow beyond limit axis to print area
if sensors.probes[0].value[0]!= 0
echo "Probe Value =" ^sensors.probes[0].value[0]
echo "Object Model Deployuser token =" ^sensors.probes[0].deployedByUser
abort "retractprobe: Probe not currently picked up!"; echo "pass first logic loop"
; uncomment next line to echo the probe value and probe deploy state
; echo "Probe Value =" ^sensors.probes[0].value[0]
; echo "Object Model Deployuser token =" ^sensors.probes[0].deployedByUserG0 X0 Y70 F3000 ; move to ready position
M400 ; wait for moves to finishG0 X0 Y30 F3000 ; move to the entry position for the dock
M400 ; wait for moves to finishG0 X0 Y8.5 F300 ; move into the dock position
M400 ; wait for moves to finish
G4 P250 ; pause 250 usecs;G0 X0 Y8.5 F6000 ; move to the side adjacent to the dock swiping the probe off
;G0 X170 Y170 F3000 ; move to the side adjacent to the dock swiping the probe off
M400 ; wait for moves to finish; uncomment next line to echo the probe value and probe deploy state
; echo "Probe Value =" ^sensors.probes[0].value[0]
; echo "Object Model Deployuser token =" ^sensors.probes[0].deployedByUserG0 X170.0 Y170.0 F6000 ; move to the center of the bed
M400 ; wait for moves to finishM564 S1 ; limit axis to print area
; echo "complete movement commands"
if sensors.probes[0].value[0]!= 1000
; echo "Probe Value =" ^sensors.probes[0].value[0]
; echo "Object Model Deployuser token =" ^sensors.probes[0].deployedByUser
abort "retractprobe.g Probe not correctly dropped off in dock!"M564 H1 S1 ; Restrict movement to within axes boundaries (for normal Y movement)
echo "Macro retractprobe.g complete"
-
@nurgelrot
https://github.com/Nurgelrot/Voron-2.4r2-RRF-configs
ok ok i just saw the config you sent me from voron i understand better than my config there are too many things that are not correct -
@paulhew
the config you sent me are examples where I must copy certain things?
I'm really sorry, I don't understand very well, what should I do?
thank you for your understanding -
my bed

-
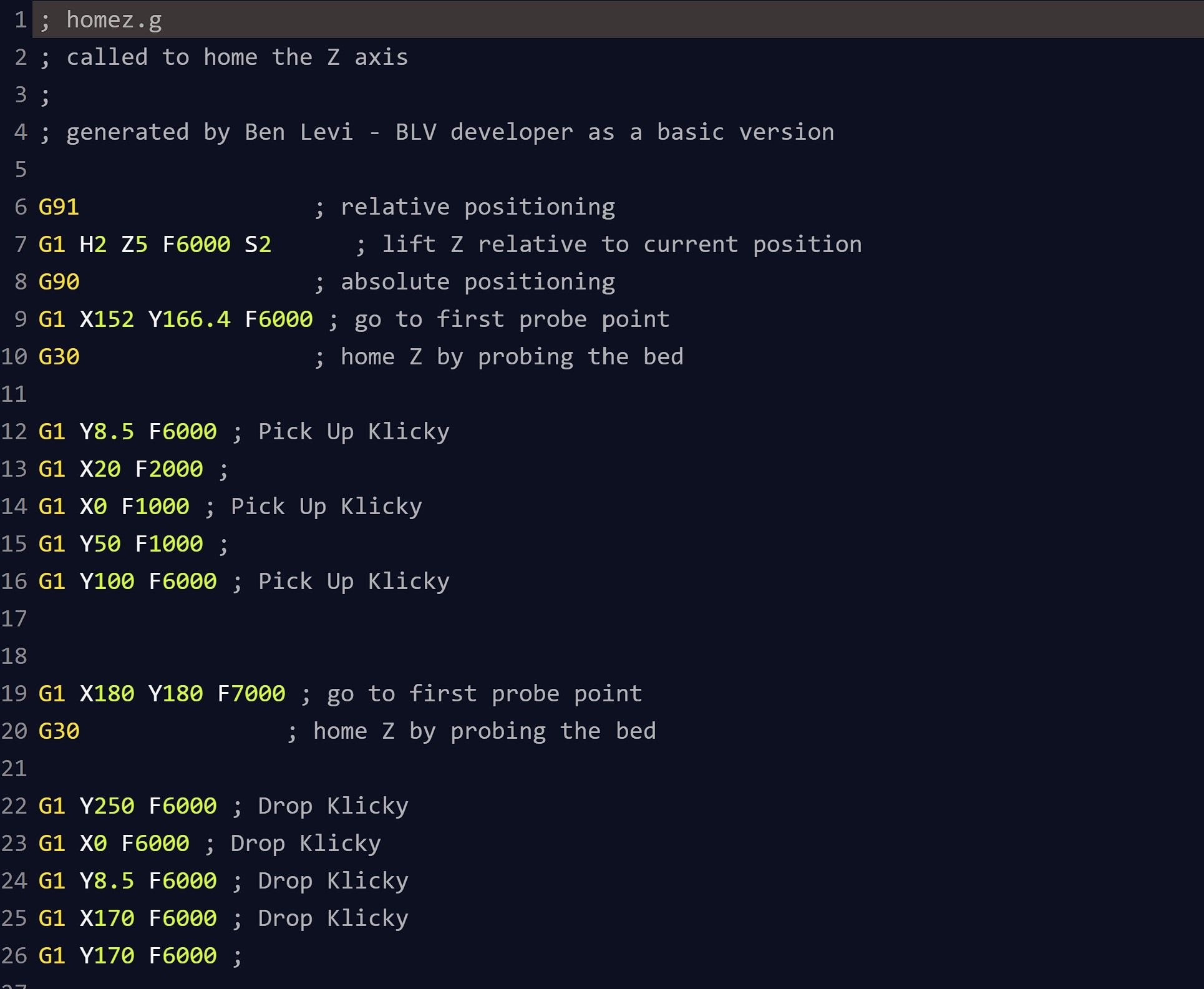
my home z
-
config.g
; ================ General preferences ============
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"duet3" ; set printer name
M669 K1 ; select CoreXY mode; ================ Network ========================M552 S1 P192.168.1.116 ; enable network and acquire dynamic address via DHCP
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; ================ Drives mapping =================M569 P1 S0 ; physical drive 0.1 goes forwards - X driver
M569 P2 S0 ; physical drive 0.2 goes forwards - Y driver
M569 P3 S1 ; physical drive 0.3 goes forwards - Z1 Right driver
M569 P4 S0 ; physical drive 0.4 goes forwards - Z2 Left driver
M569 P0 S1 ; physical drive 0.0 goes forwards - extruder driverM584 X1 Y2 Z4:3 E0 ; set drive mapping
; ================ Drives settings ================M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X200.00 Y200.00 Z800.00 E693.55 ; set steps per mm - for Matrix extruder:E324.214M566 X500 Y500 Z800 E600 ; Set maximum instantaneous speed changes (Jerk) (mm/min)
M203 X20000 Y20000 Z600 E3600 ; Set maximum speeds (mm/min)M201 X1000 Y1000 Z100 E600 ; Set accelerations (mm/s^2)
M906 X1350 Y1350 Z1200 E700 I10 ; Set motor currents (mA) and motor idle factor in per cent
M84 S60 ; Set idle timeout; ================ Independent Z leveling (original 2 z-axis) =================M671 X-45.0:364.0 Y165.0:165.0 S5.0 ;bed compensation
; ================ Axis Limits ====================M208 X-3.50 Y0 Z0 S1 ; Set axis minima
M208 X330 Y320 Z350 S0 ; Set axis maxima; ================ Endstops =======================M574 X1 S1 P"io0.in" ; configure active-high endstop for low end on X via pin io0.in
M574 Y2 S1 P"io1.in" ; configure active-high endstop for low end on Y via pin io1.in
M574 Z1 S2 ; configure Z-probe endstop for low end on Z; ================ Z-Probe ========================;M558 P8 C"io2.in" A5 H5 F120 T15000 ; set Z probe type to unmodulated and the dive height + speeds (for Mini IR sensor M558 P8 C"io2.in" A2 H5 F120 T15000)
;M558 K0 P5 C"io8.in" H8 F300 60 T9000 A3 S0.01
M558 K0 P5 C"^io2.in" H8 F300 60 T9000 A3 S0.01 ;
;M558 K0 P5 C"^io2.in" H8 F300 T9000 A3 S0.01 ; K0 for probe 0, P5 for NC switch, C for input pin,;G31 P50 X-1 Y-20 Z1.444 ; Set Z probe trigger value, offset and trigger height
G31 K0 P500 X-27.955 Y-18.716 Z1.033 ; CHECK for LOOSE things first! set Z probe triggerM556 S50 X0 Y0 Z0 ; set orthogonal axis compensation parameters
M557 X20:270 Y20:270 P3 ; Define mesh grid
; ================ Heaters ==============================================M308 S0 P"temp0" Y"thermistor" A"Bed" T100000 B3950 ; configure sensor 0 as thermistor on pin temp0
M950 H0 C"out0" T0 ; create bed heater output on out0 and map it to sensor 0 (if NOT using SSR - delete Q10)
M307 H0 R0.312 K0.313:0.000 D13.50 E1.35 S1.00 B0 ; disable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S100 ; set temperature limit for heater 0 to 100CM308 S1 P"temp1" Y"thermistor" A"Hotend" T107537 B4725 C7.06e-8 ; configure sensor 1 as thermistor on pin temp1
M950 H1 C"out2" T1 ; create nozzle heater output on out1 and map it to sensor 1
M307 H1 R2.451 K0.445:0.102 D5.36 E1.35 S1.00 B0 V24.1 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S280 ; set temperature limit for heater 1 to 280C; ================ Fans & Lights ==================M950 F0 C"out7" Q500 ; create fan 0 on pin out7 and set its frequency
M106 P0 S0 H1 T35 ; set fan 0 value. Thermostatic control is turned on
M950 F1 C"out8" Q500 ; create fan 1 on pin out8 and set its frequency
M106 P1 S0 H-1 C"Layers Fan" ; set fan 1 value. Thermostatic control is turned off
M950 F2 C"out9" Q500 ; create fan 2 on pin out9 and set its frequency (lights)
M106 P2 S0.2 H-1 C"Lights" ; set fan 2 value. Thermostatic control is turned off (lights); ================ Tools ==========================M563 P0 D0 H1 F1 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; ===================== Custom settings ====================M572 D0 S0.05 ;pressure advance Set bowden extruder elasticity compensation for E0
M207 S1.5 F3600 Z0.01 ; Set firmware retraction parameters
M564 H0 ; Let the Jog buttons work blv: added to allow jog buttons
; ================ Miscellaneous ==================
;M575 P1 S1 B57600 ; enable support for PanelDue
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss -
there is something that I did not understand guys is that I must put the command m 401 and m 402 in deploy and retract or in home z and bed?
-
@sgk you should only need to use M401 at the start of bed.g and M402 at the end. That will pick up the probe once and put it down once only, instead before/after every probe point. Also they are useful for testing pickup and release of the probe.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
OK i understand thank you
-
@sgk can you post your Homeall.g, homez.g, deployprobe.g, retractprobe.g, and bed.g put these in quotes (thats the little </> button above the reply box) I suspect your using a mish mash of different configurations which is causing the issue as @DC42 is alluding too.
-
@jumpedwithbothfeet
hello it's true that I'm a little lost. thank you all for your patience and your help.retractprobe.g homez.g homeall.g deployprobe.g config.g bed.g
-
@sgk all of this is pretty well addressed in the Euclid docs.
https://euclidprobe.github.io/06_macros_overview.html
there are annotated picures and macro files.
if you need more help, the euclid discord might be faster, i dont come here often.
and just so you know, Euclid does not like it when you call it klicky
-
This post is deleted! -
@sgk in bed.g comment out M401 and M402 just like below and try it again
")
; bed.g ; called to perform automatic bed compensation via G32 ; ; generated by Ben Levi - BLV developer as a basic version M561 ; clear any bed transform G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G90 ; absolute positioning G28 ; home all ;G30 P0 X10 Y175 Z-99999 ; probe near a leadscrew, half way along Y axis ;G30 P1 X330 Y175 Z-99999 S2 ; probe near a leadscrew and calibrate 2 motors G29 S0 ; probe the bed and enable compensation M291 P"Leveling finished !" R"Probing.." S1 T2 G1 Y8.5 F6000 ; Pick Up Klicky G1 X20 F2000 ; G1 X0 F1000 ; Pick Up Klicky G1 Y30 F1000 ; G1 Y50 F6000 ; Pick Up Klicky ;M401 ; deploy Z probe (omit if using bltouch) G30 P0 X10 Y175 Z-99999 ; probe near a leadscrew, half way along Y axis G30 P1 X330 Y175 Z-99999 S2 ; probe near a leadscrew and calibrate 2 motors ;M402 ; retract probe (omit if using bltouch) G1 Y250 F6000 ; Drop Klicky G1 X0 F6000 ; Drop Klicky G1 Y8.5 F6000 ; Drop Klicky G1 X170 F6000 ; Drop Klicky G1 Y170 F6000 ;