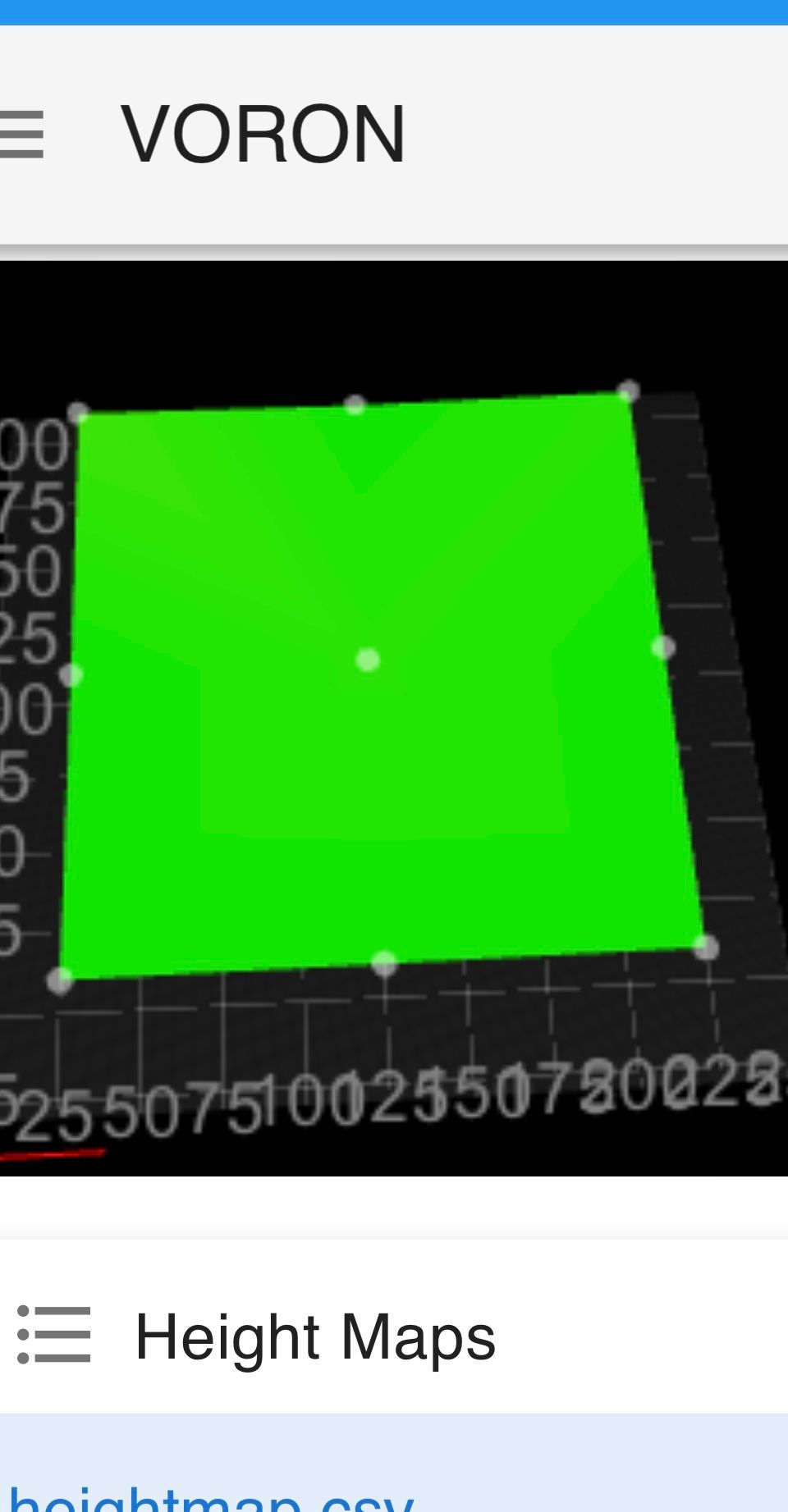
Warning: the height map has a substantial Z offset
-
@printingforfun
; homez.g
; called to home the Z axis
;
; generated by RepRapFirmware Configuration Tool v3.3.5 on Thu Oct 28 2021 15:34:12 GMT+0200 (Central European Summer Time)
G91 ; relative positioning
G1 H2 Z5 F6000 ; lift Z relative to current position
G90 ; absolute positioning
G1 X125 Y120 F6000 ; go to first probe point
G30 ; home Z by probing the bed
G29 S1; Uncomment the following lines to lift Z after probing
;G91 ; relative positioning
;G1 Z5 F100 ; lift Z relative to current position
;G90 ; absolute positioning -
@printingforfun
; bed.g
; called to perform automatic bed compensation via G32
;
; generated by RepRapFirmware Configuration Tool v3.3.5 on Thu Oct 28 2021 15:34:12 GMT+0200 (Central European Summer Time)G29 S0 ; Probe the bed, save height map to heightmap.csv and enable compensation
-
@printingforfun
; General preferences
M575 P1 S1 B57600 ; enable support for PanelDue
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"VORON" ; set printer name
M669 K2 X1:0:1 Y0:1:0 Z1:0:-1 ; select CoreXZ mode; Network
M552 S1 ; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; Drives
M569 P0 S1 ; physical drive 0 goes forwards
M569 P1 S1 ; physical drive 1 goes forwards
M569 P2 S1 ; physical drive 2 goes forwards
M569 P3 S1 ; physical drive 3 goes forwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X80.00 Y80.00 Z80.00 E427.45 ; set steps per mm
M566 X600.00 Y600.00 Z600.00 E300.00 ; set maximum instantaneous speed changes (mm/min)
M203 X30000.00 Y30000.00 Z30000.00 E3600.00 ; set maximum speeds (mm/min)
M201 X3000.00 Y3000.00 Z3000.00 E7000.00 ; set accelerations (mm/s^2)
M204 P1500 T3000
M906 X1500 Y1500 Z1500 E700 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 X0 Y-30 Z-4.0 S1 ; set axis minima
M208 X250 Y210 Z230 S0 ; set axis maxima; Endstops
M574 X2 S1 P"^xstop" ; configure switch-type (e.g. microswitch) endstop for high end on X via pin ^xstop
M574 Y2 S1 P"^ystop" ; configure switch-type (e.g. microswitch) endstop for high end on Y via pin ^ystop
;M574 Z1 S2 P5 ; configure Z-probe endstop for low end on Z; Z-Probe[OMRON]
M558 P5 C"zprobe.in" H9 F400 T6000 ; set Z probe type to unmodulated and the dive height + speeds
G31 P500 X0 Y25 Z3.16 ; set Z probe trigger value, offset and trigger heightM557 X25:270 Y10:210 S100 ; define mesh grid
; Heaters
M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp
M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0
M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp
M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1
M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S280 ; set temperature limit for heater 1 to 280C
;M308 S10 Y"mcu-temp" A"MCU"
;M308 S11 Y"drivers" A"Duet stepper drivers"
M308 S3 A"Chamber" P"e1_temp" Y"thermistor" T100000 B4138; Fans
M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency
M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off
M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency
M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on
M950 F2 C"fan2" Q500
;M106 P2 T45:65 H10:11
M106 P2 S1 H3 T40; Tools
M563 P0 D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; Custom settings are not defined
M593 P"zvddd" F30.0 ; use ZVDDD input shaping to cancel ringing at 30.0Hz
M955 P0 C"spi.cs3+spi.cs4"
G92 S1
M572 D0 S0.025 ; Pressure advance; Miscellaneous
M501 ; load saved parameters from non-volatile memory; -
Remove the G29 S1 from your homing files. Move it to your slicer start gcode after homing has happened.
@printingforfun said in Warning: the height map has a substantial Z offset:
G92 S1
It looks like you're also trying to load the heightmap at startup, but the command is wrong. You don't want to load it at startup because you haven't even homed the printer yet.
The warning is telling you about what you are seeing in your heightmap display. There is a major difference between where your homed height is, and where the Z0 plane is found when creating the heightmap.
What kind of probe are you using? How is it used? Is there a trigger height difference between when it is homing and when it is creating the heightmap with G29?
What is the order of operations you are using to create the heightmap?@printingforfun said in Warning: the height map has a substantial Z offset:
M501 ; load saved parameters from non-volatile memory;
Can you post your config-override.g file as well?
-
proximity probe Omron 5mm, I have tried with all G29 S1 disabled in homingall, homingZ, config.g, config.g.bak including G92 S1, deleted everything in height map.csv folder, send G29 S2 before homing all, cancel active mesh compensation, disable axis limits, set Z=datum, set Z probe trigger height then run G29 and G29 S1 after probing....same results
-
; config-override.g file generated in response to M500 at 2022-09-27 15:48
; This is a system-generated file - do not edit
; Heater model parameters
M307 H0 R0.307 K0.261:0.000 D8.03 E1.35 S1.00 B0
M307 H1 R3.019 K0.416:0.000 D5.63 E1.35 S1.00 B0 V24.2
; Workplace coordinates
G10 L2 P1 X0.00 Y0.00 Z0.00
G10 L2 P2 X0.00 Y0.00 Z0.00
G10 L2 P3 X0.00 Y0.00 Z0.00
G10 L2 P4 X0.00 Y0.00 Z0.00
G10 L2 P5 X0.00 Y0.00 Z0.00
G10 L2 P6 X0.00 Y0.00 Z0.00
G10 L2 P7 X0.00 Y0.00 Z0.00
G10 L2 P8 X0.00 Y0.00 Z0.00
G10 L2 P9 X0.00 Y0.00 Z0.00 -
@printingforfun
You probably did it with a dirty nozzle when determining the Z offset (trigger height) of your probe!?
I would measure the Z offset again, but make sure that no filament residue is stuck to the nozzle tip.The following parameter is meant...
G31 P500 X0 Y25 Z3.16Google Translate
-- Original Text --Vermutlich hast Du beim ermitteln des Z-Offset (Auslösehöhe) Deiner Sonde mit einer schmutzigen Düse gemacht !?
Ich würde den Z-Offset noch einmal ausmessen, aber achte darauf das keine Filamentreste an der Düsenspitze haften.Folgender Parameter ist gemeint...
G31 P500 X0 Y25 Z3.16DDA5X... 0.9° Stepper... Linearrails... Duet 2 Wifi... PT100 Board... Duet IR-Probe... Dyze Pro Kit up to 500°C.. etc
Thingiverse -
@norder 10 years printing and building machines.... It's a mosquito hotend, for that price you bet it's clean!
-
@norder Z offset was (before RRF3.4)usually around 0.45
-
@printingforfun people here already addressed this problem...and what I have found it's not resolved, I am just bringing the question again if somebody found solution
-
I have a Duet3D DC42 IR sensor / Probe somewhere laying around, will try with a different probe to see the difference and report the results
-
@norder this is before RRF3.4
-
@printingforfun said in Warning: the height map has a substantial Z offset:
It's a mosquito hotend, for that price you bet it's clean!
I don't understand what the price or the model has to do with clean.
Maybe you misunderstood me or I misunderstood you because the translation from Google is sometimes a bit cryptic.By clean I mean the nozzle tip.
If residues of the filament are still stuck to the tip of the nozzle and you use it to determine the Z offset, i.e. the trigger height of the probe, the result of the height map is exactly the same as you showed in the first post.So clean the nozzle... home the printer (all axes)... heat the print bed to the average temperature used (e.g. 60°C)... place the nozzle over a bed level screw (if possible). Use the Machine Movement of the DWC for this.
Raise the nozzle to Z0.05mm when using a 0.05mm sheet of feeler gauge to measure, which is the most accurate method.
Raise or lower the print bed with the leveling screws so that the sheet of the feeler gauge is just slightly clamped.
Now place the probe exactly over this point where the nozzle was before.
Measure this point 10 times in a row with the G30 S-1.
Then add the 10 measurement results from the console and divide by 10.
Now you have the exact Z offset of your probe.This is my procedure to determine the Z offset.
Google Translate
-- Original Text --Ich verstehe jetzt nicht was der Preis oder das Modell mit sauber zutun hat.
Vielleicht hast Du mich oder ich Dich auch falsch verstanden denn die Übersetzung von Google ist manches mal etwas kryptisch.Mit sauber meinte ich die Düsenspitze.
Wenn noch Reste vom Filament an der Düsenspitze haften und man damit den Z-Offset also die Auslösehöhe der Sonde ermittelt, dann kommt genau so ein Resultat der heohtmap heraus wie Du es im ersten Post gezeigt hast.Also Düse reinigen... Drucker homen (alle Achsen)... Druckbett auf die durchschnittlich genutze Temperatur (zB 60°C) erhitzen... Düse über einer Bettlevelschraube platzieren (wenn möglich). Dazu die Mashine Movement des DWC nutzen.
Düse auf Z0.05mm anheben wenn ein 0.05mm Blatt einer Fühllehre zum messen genutzt wird, was die genaueste Methode ist.
Das Druckbett mit den Levelschrauben so anheben bzw absenken dass das Blatt der Fühllehre gerade etwas eingeklemmt wird.
Jetzt die Sonde genau über diesen Punkt platzieren wo vorher die Düse war.
Mit G30 S-1 diesen Punkt 10x hintereinander messen.
Dann die 10 Messergebnisse aus der Konsole addieren und durch 10 teilen.
Jetzt hast Du den exakten Z-Offset Deiner Sonde.Das ist meine Vorgehensweise um den Z-Offset zu ermitteln.
DDA5X... 0.9° Stepper... Linearrails... Duet 2 Wifi... PT100 Board... Duet IR-Probe... Dyze Pro Kit up to 500°C.. etc
Thingiverse -
@printingforfun said in Warning: the height map has a substantial Z offset:
Z offset was (before RRF3.4)usually around 0.45
No matter which RRF version you have installed, the offset value of your probe always remains the same.
This distance is purely mechanical and is not changed by the software.
If the Z-Offset value of the probe has changed in the config.g when updating the firmware, replace the value in the config.g with the previously measured value or determine the value again by working through the steps I wrote in the previous post wrote down.If you add an IR probe, then that probe will have its own z-offset which is not the same as the probe you are using now.
I have installed two probes, one the IR probe and one for special print surfaces where the IR probe has problems, such as glass, for which I have the BLTouch.
Each probe has its own Z offset.
Here as proof my sample section from the config.g...; Z-Probe (IR-Probe & BLTouch) 1.765mm Differenz ; IR-Probe M558 K0 C"zprobe.in" P3 H1.7 F120 T10000 B1 A10 S0.010 R0.4 ; disable Z probe but set dive height, probe speed and travel speed G31 K0 P500 X0.6 Y22.3 Z3.162 ; set Z probe trigger value, offset and trigger height ; BLTouch M950 K1 S0 C"exp.heater7" M558 K1 C"e1stop" P9 H3 F120 T10000 B1 A10 S0.010 R0.4 ; disable Z probe but set dive height, probe speed and travel speed G31 K1 P500 X-30.0 Y11.0 Z1.397 ; set Z probe trigger value, offset and trigger height ; Grid M557 X30:300 Y30:300 P9 ; Mesh-GridGoogle Translate
-- Original Text --Egal welche RRF Version Du installiert hast, der Offset Wert Deiner Sonde bleibt immer gleich.
Dieser Abstand ist rein mechanisch und wird durch die Software nicht verändert.
Wenn sich der Wert des Z-Offset der Sonde in der config.g beim update der Firmware geändert haben, ersetzte den Wert in der config.g durch den vorher gemessenen Wert oder ermittle den Wert erneut indem Du die Schritte abarbeitest die ich im vorherigen Post aufgeschrieben habe.Wenn Du eine IR-Probe einbaust, dann hat diese Sonde ihren eigenen Z-Offset der nicht der gleiche ist wie von der Sonde die Du jetzt nutzt.
Ich habe bei mir zwei Sonden eingebaut, einmal den IR-Probe und für spezielle Druckoberflächen wo der IR-Probe peobleme mit hat, wie zB Glas, dafür habe ich den BLTouch.
Jede Sonde hat ihren eigenen Z-Offset.
Hier zu Beweis meine Probe Sektion aus der config.g... (Code siehe oben)DDA5X... 0.9° Stepper... Linearrails... Duet 2 Wifi... PT100 Board... Duet IR-Probe... Dyze Pro Kit up to 500°C.. etc
Thingiverse -
@norder sorry if I offended you,
Vanadium Nozzle 0,40 -35.80€
Mosquito Thermistor -29.00€
Mosquito 24V 50W Heater -22.50€
Mosquito 24V Fan -7.90€
Mosquito Boron Nitride Paste -10.22€
Mosquito Hotend -153.41€
Shipping -20€
Total:278.83€
When you put that in the contents of the hot end model and price, you are probably take a good care of it.... -
@norder with IR probe just want to rule out the possibility of a faulty Omron probe, the problem is that the mesh bed is up, didn't change anything on the printer or the settings except the z offset because probing the bed,now shows bed is up significantly, as the Warning and title of the post is saying, and yes, I make at least 10 trigger height and make a average of the results(with a clean nozzle and without filament in the hotend, with a printing temperature for bed and hotend, have macros for PID tuning, depending on what material is used, mostly PETG-222,80 / ABS,ABS+,ASA -240,100)
-
@norder thanks, anyway!
-
@printingforfun said in Warning: the height map has a substantial Z offset:
sorry if I offended you,
No, you didn't insult me.
I know what it's like to have such an expensive hotend.
Look in my signature, there's a link to my print head, it's almost twice as expensive.
Nevertheless, one can be careless and forget to wipe the nozzle tip before determining the Z offset.If you had a different z-offset value before the firmware update and everything was OK and you now have a different z-offset value in the config.g and the mesh of the heightmap is still hovering over the print bed, then the problem is already there solved.
Enter the old value again or measure the Z offset again.Or did I misunderstand something here from the Google translation?
You followed @Phaedrux tip, and if that didn't solve the problem... Z offset value !Google Translate
-- Original Text --Nein, Du hast mich nicht beleidigt.
Ich weiß wie es ist so ein teures Hotend zu haben.
Gucke in meiner Signatur, dort ist mein Druckkopf verlinkt, der ist fast doppelt so teuer.
Trotzdem kann man unvorsichtig sein und vergessen vor dem ermitteln des Z-Offset die Düsenspitze vorher abzuwischen.Wenn Du vor dem Firmware Update einen anderen Z-Offset Wert hattest und alles OK war und Du jetzt einen anderen Z-Offset Wert in der config.g stehen hast und das mesh der heightmap schwebt weiter über dem Druckbett, dann ist das Problem ja schon gelöst.
Alten Wert wieder eintragen oder Z-Offset neu vermessen.Oder habe ich hier durch die Google Übersetzung etwas falsch verstanden ?
Den Tipp von @Phaedrux hast Du ja befolgt, und wenn das Problem dadurch nicht behoben werden konnte... Z-Offset Wert ! -
@printingforfun said in Warning: the height map has a substantial Z offset:
proximity probe Omron 5mm
Does it have a consistent trigger height at all locations on the bed?
How are you measuring the trigger height?
If you use homeall and then command the nozzle to Z0, does it touch the bed, or is there a gap?
-
@phaedrux Does it have a consistent trigger height all locations on the bed?
Yes, the error Is marginal about 0.02-0.04maxHow are you measuring the trigger height?
G30 S-1If you use homeall and then command the nozzle to Z0, does it touch the bed, or is there a gap?
It's touching the bed, no gap, Z=datum is as set initially, Z0I don't get it how or why does the extra +2.5-3.0mm difference comes from?
Just printed and crimped the wires for the duet IR probe and will mount it tomorrow, if that shows the same results, I'm gonna compile everything from scratch.... Thanks for your effort!
I see that I'm not the only one with this problem and dc42 moderator is puzzled by this and provided similar advice to no avail....