Extrusion problems at seams
-
Hi,
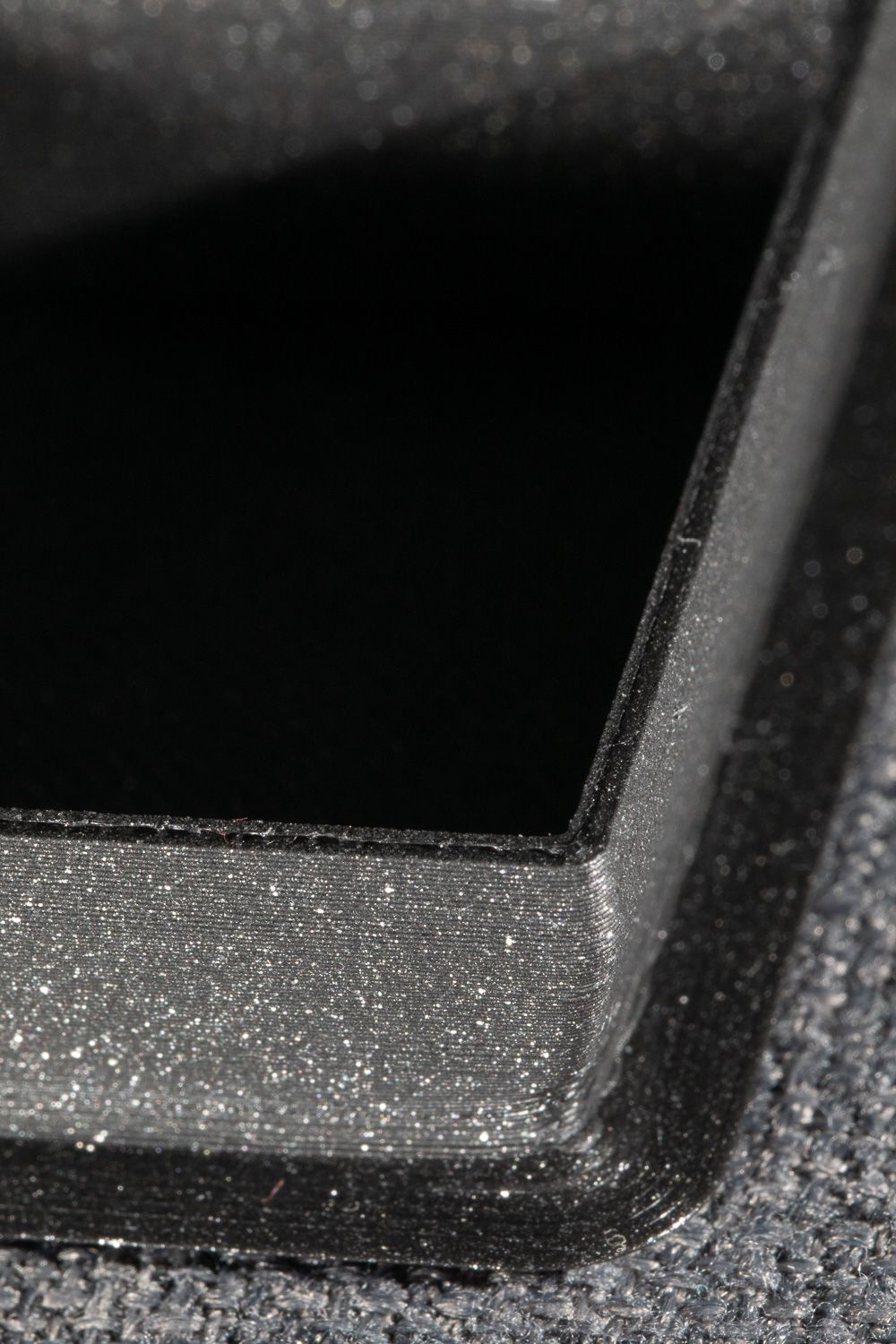
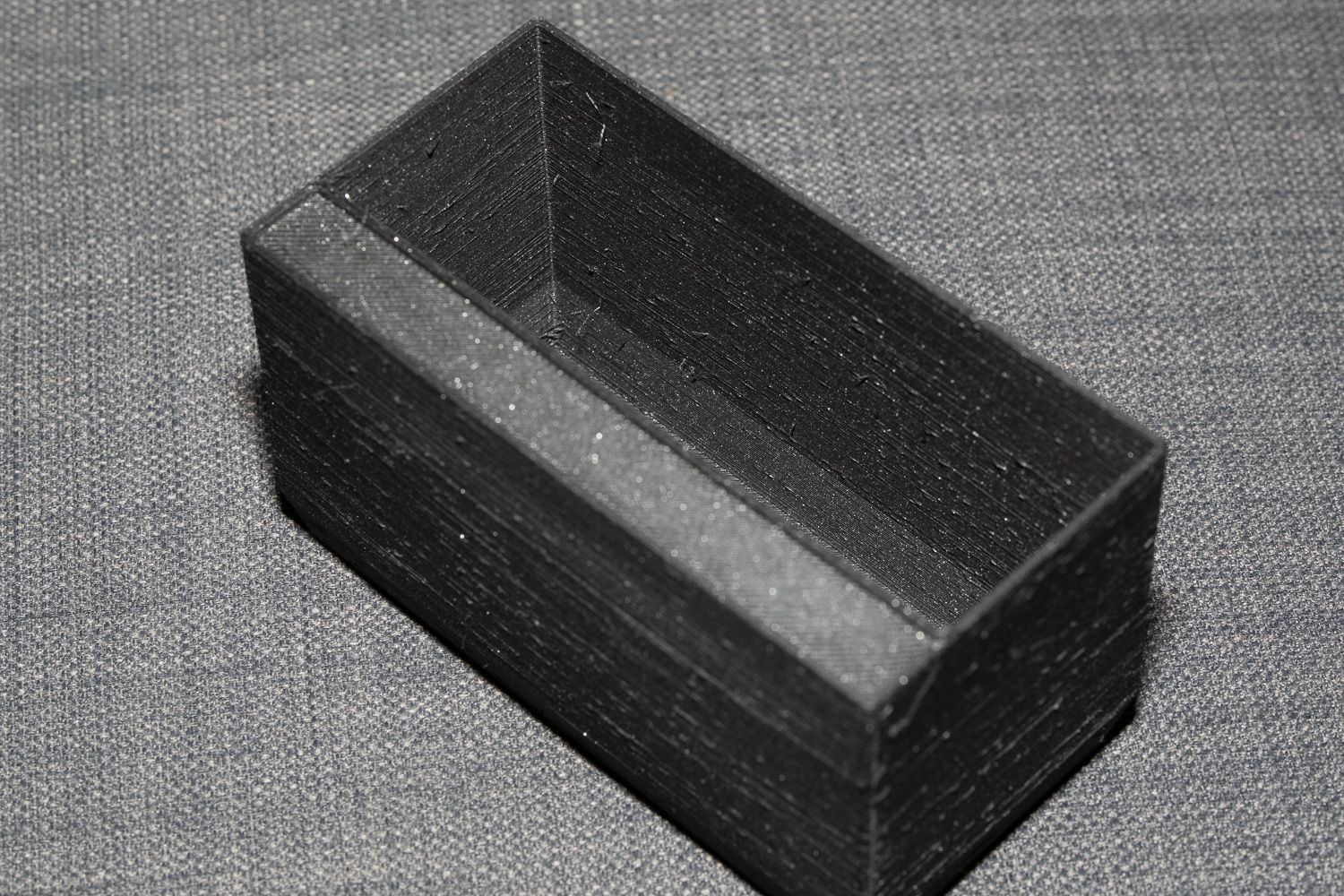
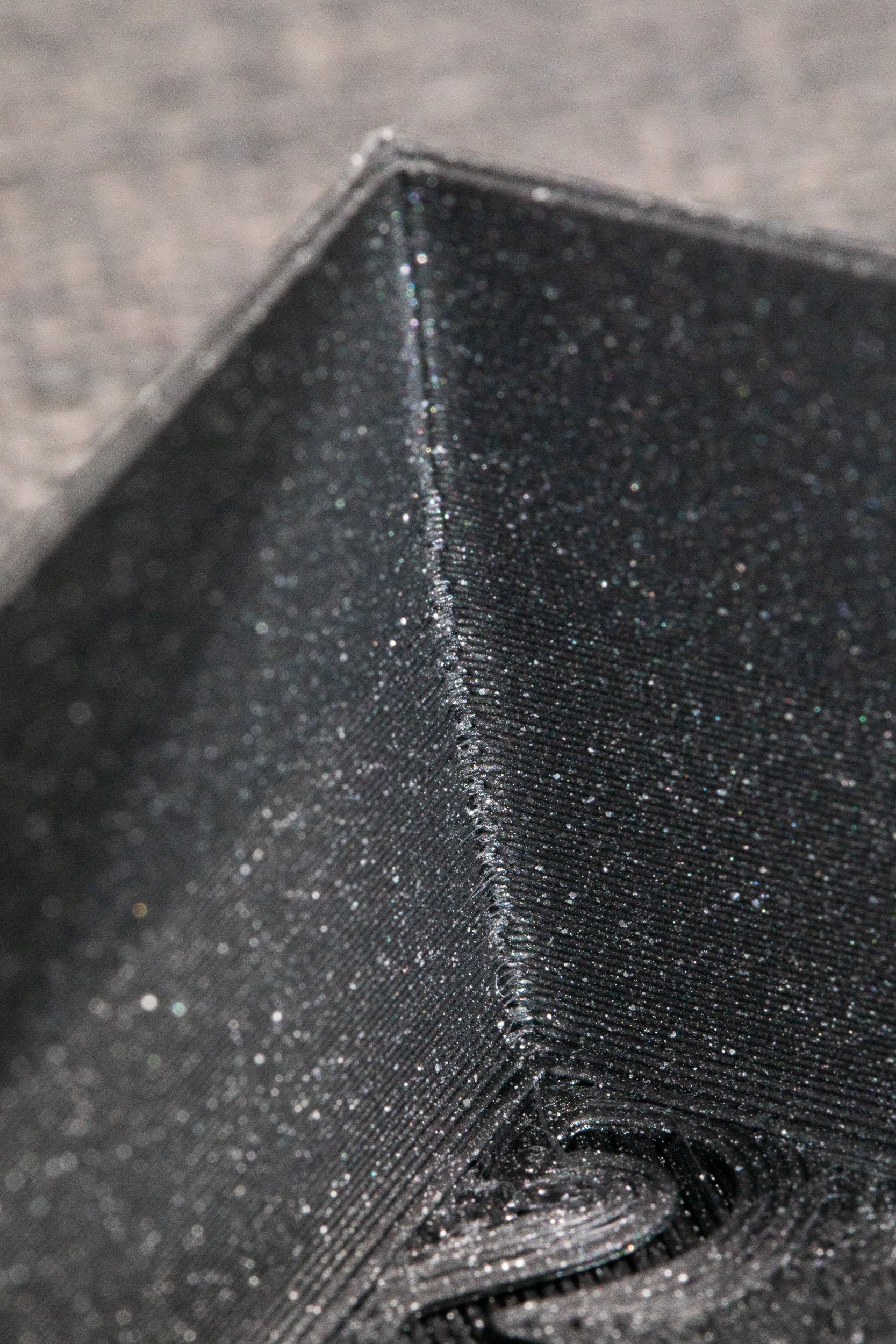
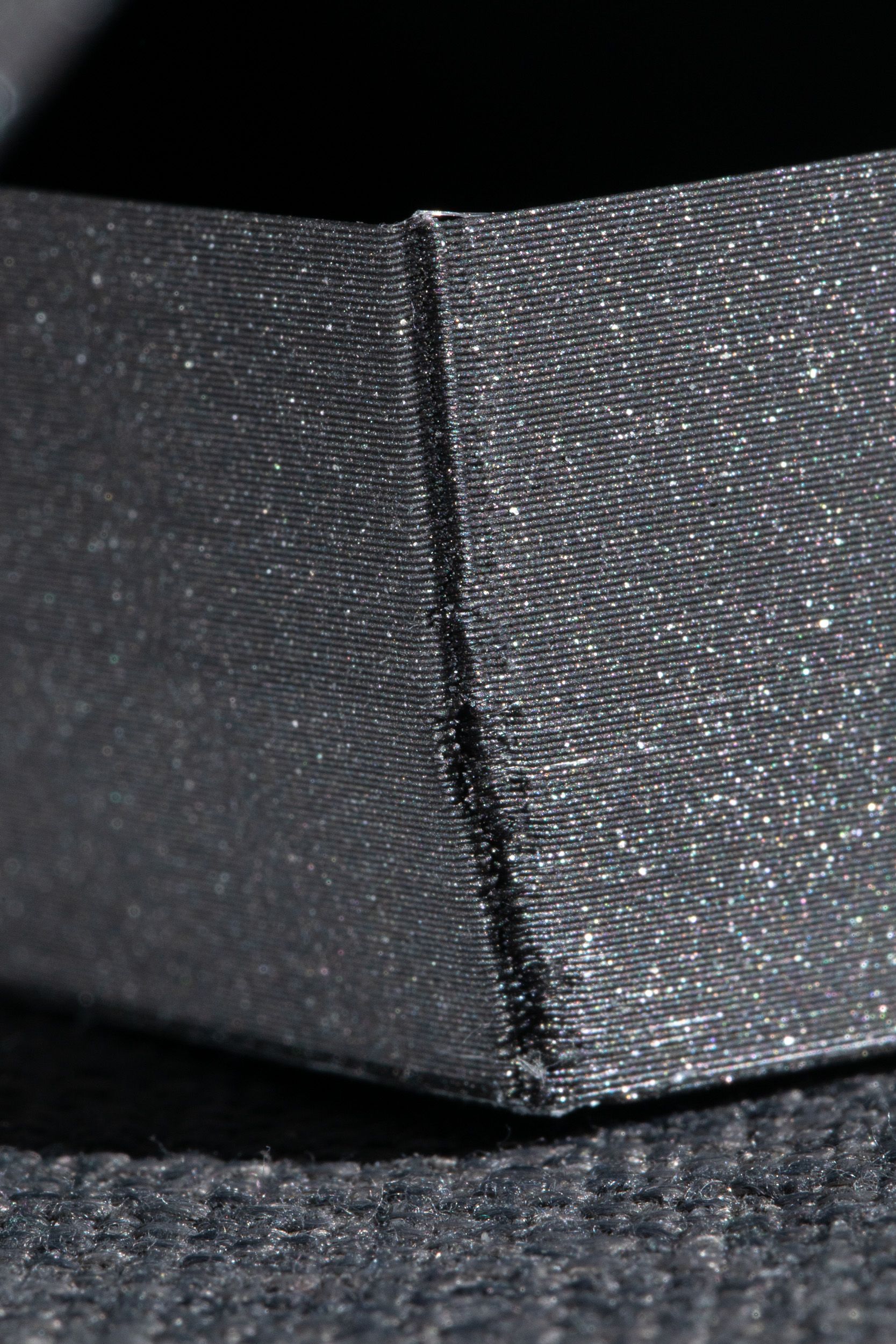
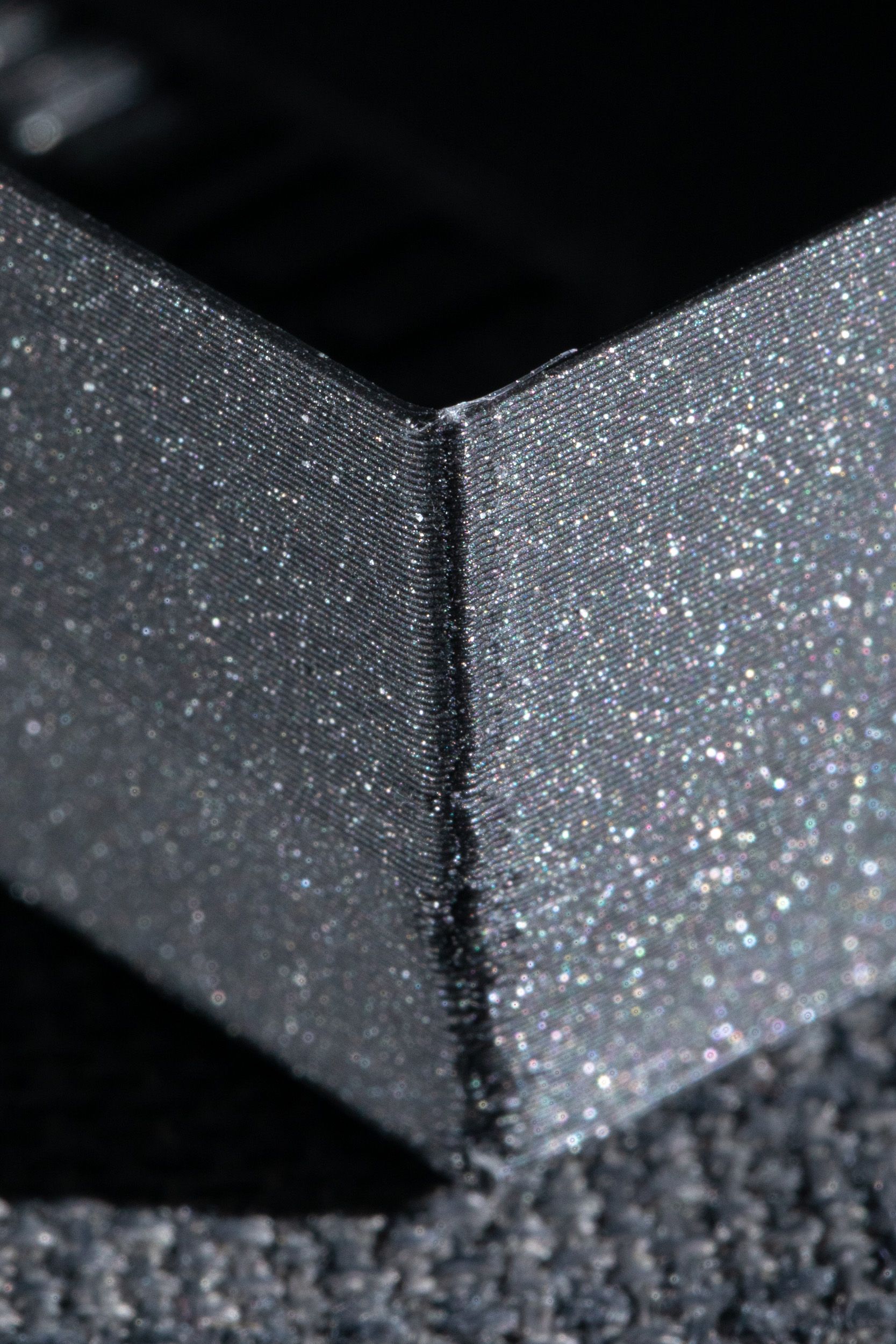
I have a extrusion problem with my big delta printer. It seems that the end or the start (or both) of an extrusion is problematic. My current print project are assortment-boxes for drawers.My first approach was to align all seams, but it did not went well. At the seams, excess filament built up a blob of plastic. The print nozzes stumbled over this blob and my tower axes skipped steps, what resulted in a shifted XYZ-Positioning and I have to cancel the print.


At first I took a look in the curling-corners section of the Simlify 3D Print Quality Troubleshooting Guide. It said overheating might be the problem. Thus I reduced the nozzle temp from 230°C to 215°C and turned my nozzle fans to 100% from layer 3 on. At least all no-seam-Corners came out well now. They were a little curly before. How ever, the problem with the seam-edge persisted.
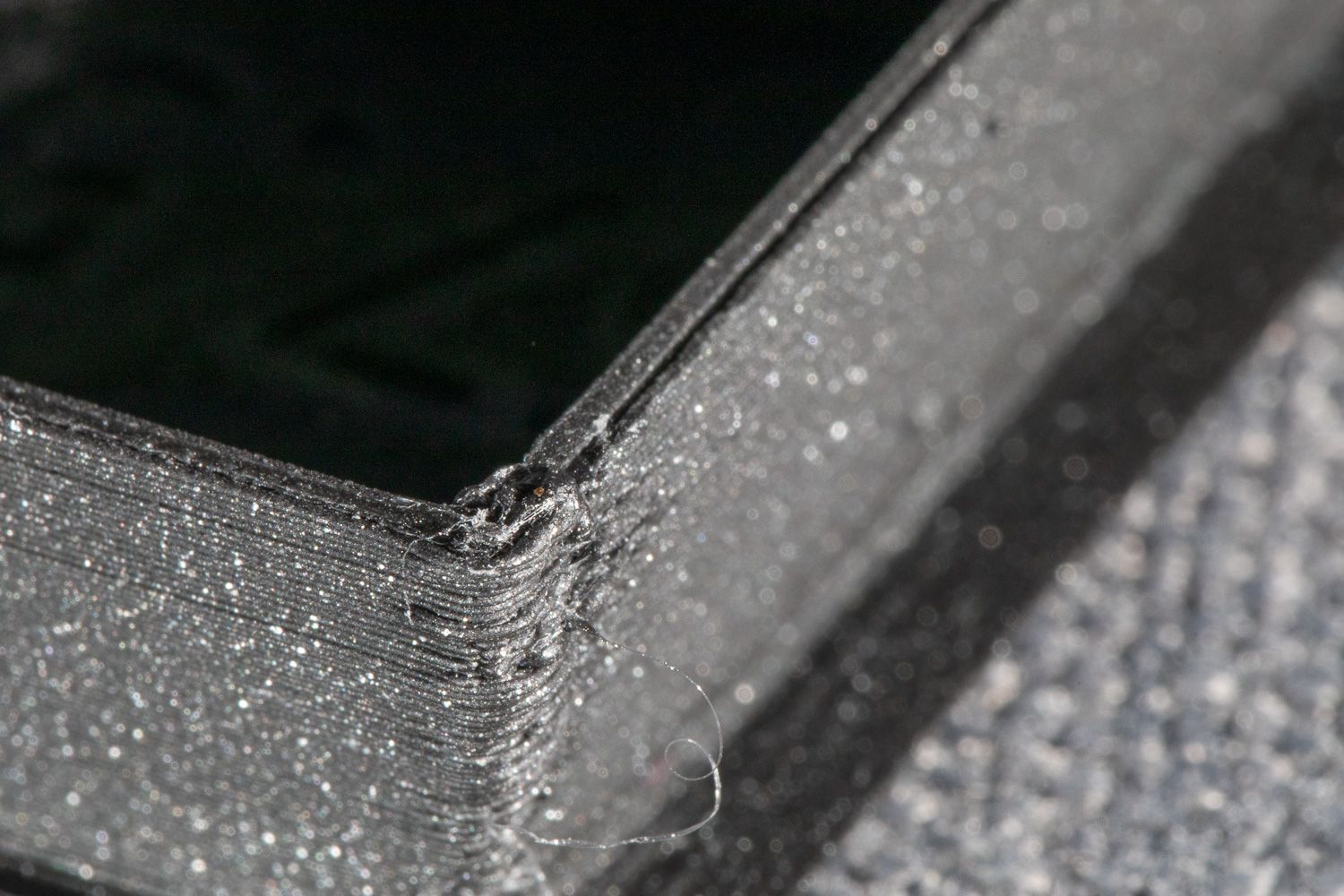
Next approach was to randomly distribute the seams. Finally I did not have to cancel the print, but it came out really ugly.

Next I took a look at the Blobs and Zits section of the Simplify3D guide. It did not help, because it was all about retraction. As far as I can see my extrusion problems are not about retraction, at least the problematic seam-edge had none.
I use:
Printer: Tevo little Monster with:
- duet2 board (running RRF 3.4.4)
- linear rails, magballarms
- duet smart effector
- dual drive flying extruder (20cm bowden tube)
- e3d volcano hot end with 0.4mm NozzleX
Filament: Prusament PLA Galaxy Black
Slicer: PrusaSlicer 2.5.0
However. To me my problem seems more slicer-setting-related (or maybe hotend-related) than Duet- or RRF-related. There are many many tuning knobs in the slicer. I do not know where to start.
I hope this is a common error pattern and you could maybe give me a hint, what I could try to change.
-
Post your config.g and slicer settings. It looks like you're dwelling too long at layer change.
Do you have retract on layer change enabled?
-
I am afraid the usual thing happened when someone is asked to give full details on printer- and slicer-settings. I went thoroughly through my settings to make sure everything is consistent and reasonable. I reduced the printing speed from 90mm/s to 80 mm/s and I lowered the line width from 0.6mm to 0.45mm.
Now my extrusion problem is gone. My best guess is, that there was a back pressure problem, because of the high flow.
The result is not perfect, but I can absolutely work with it and do not have to cancel prints anymore. However, I am little afraid that this problem might come as soon as I raise the print speed. But for now I am good.
@Phaedrux Thank you for being my Rubber Duck.
")
-
 undefined justus2342 marked this topic as a question
undefined justus2342 marked this topic as a question
-
undefined justus2342 has marked this topic as solved