BL TOUCH NOT WORKING.
-
@droftarts Wi change as necessary later today. Have some appointments I need to make ths afternoon.
-
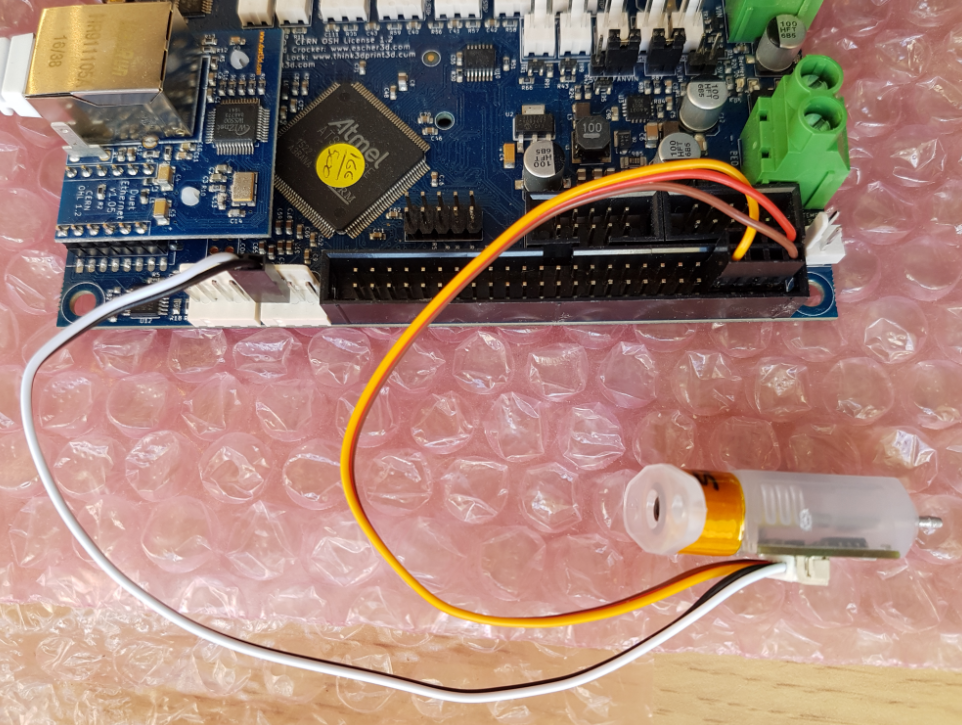
@oldironjunkie See where the white and black wires go here?
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts I have accomplished all the items. Rehooked up the power and ground to the Z-probe header. Rechecked all the wiring. Self test still peforms flawlessly. The static tect to check the probe failed. The probe will not deploy with either the M401 or the M280 P0 S10 commands. I rechecked the voltages all ok. Question I have is this. Do I need to do anything with the Z stop header. I currently have a z stop intsalled and hooked up (needed to print something asap).
;General preferences M575 P1 S1 B57600 ; enable support for PanelDue G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"OLDIRON PRINTER" ; set printer name ;Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ;Drives M569 P0 S0 ; physical drive 0 goes backwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S0 ; physical drive 2 goes backwards M569 P3 S0 ; physical drive 3 goes backwards M569 P4 S1 ; physical drive 4 goes forwards ;M569 P3 S0 ; physical drive 3 goes backwards ;M569 P3 S0 ; physical drive 3 goes backwards ;M569 P3 S0 ; physical drive 3 goes backwards ;M569 P3 S0 ; physical drive 3 goes backwards M584 X0 Y1 Z2 E4:4:4:4 ; set drive mapping M350 X16 Y16 Z16 E8:8:8:8 I1 ; configure microstepping with interpolation M92 X79.68 Y79.44 Z400.00 E8440:454.00:454.00:454.00 ; set steps per mm M566 X900.00 Y900.00 Z900.00 E1600.00:1600.00:1600.00:1600.00 ; set maximum instantaneous speed changes (mm/min) M203 X4000.00 Y4000.00 Z1500.00 E4000.00:4000.00:4000.00:4000.00 ;set maximum speeds (mm/min) M201 X1000.00 Y1000.00 Z350.00 E600.00:600.00:600.00:600.00 ; set accelerations (mm/s^2) M906 X1000 Y1000 Z1000 E800:800:800:800 I50 ; set motor currents (mA) and motor idle factor in per cent M84 S300 ; Set idle timeout ;Axis Limits M208 X5 Y5 Z0 S1 ; set axis minima M208 X330 Y300 Z400 S0 ; set axis maxima ;Endstops M574 X1 S1 P"!xstop" ; configure active-(high) LOW endstop for low end on X via pin xstop M574 Y1 S1 P"!ystop" ; configure active-(high) LOW endstop for low end on Y via pin ystop M574 Z1 S1 P"!zstop" ; configure active-(high) LOW endstop for low end on Z via pin zstop ;Z-Probe M950 S0 C"duex.pwm1" ; Duet 2 WiFi/Ethernet + DueX2/5 M558 P9 C"^zprobe.in" H5 F120 T6000 ; Duet 2 WiFi/Ethernet, DueX2/5 G31 X40 Y0 Z2.5 P25 ;probe offsets, trigger height and trigger value M557 X15:300 Y15:235 S30 ;define mesh grid ;Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; enable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp M950 H2 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H2 R2.584 C226.4 D8.23 S.5 V24.3 ;tool heat ;M307 H1 B1 S.70 ; enable bang-bang mode for heater and set PWM limit M143 H2 S350 ; set temperature limit for heater 1 to 350C ;Fans M950 F0 C"fan0" ; create fan 0 on pin fan0 and set its frequency M106 P0 S.75 H-1 Q500 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S.75 H-1 Q500 ; set fan 1 value. Thermostatic control is turned on ;Tools M563 P1 D1 H2 F0 ; define tool 1 M572 D0 S0.06 ;ADDED PRESSURE ADVANCE SETTING G10 P1 R0 S0 ; Miscellaneous M501 ; load saved parameters from non-volatile memory M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss T1 ; select first tool G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets; deployprobe.g M280 P0 S10 ;code for deploying the Z probe; retractprobe.g M280 P0 S90 ;code for retracting the Z probeThye last 2 commands are in the system directory (is that where they belong)
Any other ideas?
-
@droftarts Sorry I sent the wrong config.g file hee is the correct one.
;General preferences M575 P1 S1 B57600 ; enable support for PanelDue G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"OLDIRON PRINTER" ; set printer name ;Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ;Drives M569 P0 S0 ; physical drive 0 goes backwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S0 ; physical drive 2 goes backwards M569 P3 S0 ; physical drive 3 goes backwards M569 P4 S1 ; physical drive 4 goes forwards ;M569 P3 S0 ; physical drive 3 goes backwards ;M569 P3 S0 ; physical drive 3 goes backwards ;M569 P3 S0 ; physical drive 3 goes backwards ;M569 P3 S0 ; physical drive 3 goes backwards M584 X0 Y1 Z2 E4:4:4:4 ; set drive mapping M350 X16 Y16 Z16 E8:8:8:8 I1 ; configure microstepping with interpolation M92 X79.68 Y79.44 Z400.00 E8440:454.00:454.00:454.00 ; set steps per mm M566 X900.00 Y900.00 Z900.00 E1600.00:1600.00:1600.00:1600.00 ; set maximum instantaneous speed changes (mm/min) M203 X4000.00 Y4000.00 Z1500.00 E4000.00:4000.00:4000.00:4000.00 ;set maximum speeds (mm/min) M201 X1000.00 Y1000.00 Z350.00 E600.00:600.00:600.00:600.00 ; set accelerations (mm/s^2) M906 X1000 Y1000 Z1000 E800:800:800:800 I50 ; set motor currents (mA) and motor idle factor in per cent M84 S300 ; Set idle timeout ;Axis Limits M208 X5 Y5 Z0 S1 ; set axis minima M208 X330 Y300 Z400 S0 ; set axis maxima ;Endstops M574 X1 S1 P"!xstop" ; configure active-(high) LOW endstop for low end on X via pin xstop M574 Y1 S1 P"!ystop" ; configure active-(high) LOW endstop for low end on Y via pin ystop M574 Z1 S1 P"!zstop" ; configure active-(high) LOW endstop for low end on Z via pin zstop ;Z-Probe M950 S0 C"duex.pwm1" ; Duet 2 WiFi/Ethernet + DueX2/5 M558 P9 C"^zprobe.in" H3 F100 T9000 R0.5 ; Duet 2 WiFi/Ethernet, DueX2/5 G31 X40 Y0 Z2.5 P25 ;probe offsets, trigger height and trigger value M557 X15:300 Y15:235 S30 ;define mesh grid ;Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; enable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp M950 H2 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H2 R2.584 C226.4 D8.23 S.5 V24.3 ;tool heat ;M307 H1 B1 S.70 ; enable bang-bang mode for heater and set PWM limit M143 H2 S350 ; set temperature limit for heater 1 to 350C ;Fans M950 F0 C"fan0" ; create fan 0 on pin fan0 and set its frequency M106 P0 S.75 H-1 Q500 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S.75 H-1 Q500 ; set fan 1 value. Thermostatic control is turned on ;Tools M563 P1 D1 H2 F0 ; define tool 1 M572 D0 S0.06 ;ADDED PRESSURE ADVANCE SETTING G10 P1 R0 S0 ; Miscellaneous M501 ; load saved parameters from non-volatile memory M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss T1 ; select first tool G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets -
@oldironjunkie did you do this?
Also, if you have a Duex v0.9 or v0.9a board, check that you have a jumper on the "5V AUX JUMPER SELECT PINS" between the 5V AUX and 5V INT pins. Without this, the PWM connector doesn't get 5V.
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
@droftarts there is a jumper between pins marked "5V INT" and "5V AUX" . the header is between the endstop E2-E6 headers and the thermistor E2-E6 headers
-
@droftarts I also checked the voltage manuall with a meter and I have 4.96V dc
-
@oldironjunkie Can you post pictures of how it is wired now?
Can you sendM98 P"config.g"and post the response from the console?Edit: check the continuity of each of the wires, to make sure all of them are making a connection.
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
This post is deleted! -
@droftarts Thanks for the response. I id find a bad connection in the tiny 5 pin factory connection on the BL touch. I fixed it by replacing the harnes with a known good one. Rechecked all and it is ok. The probe now expends and retracts with the M401 and M402 commands as it should. I did the calibration set up and I can home all axis. @ questions.How do I get to home the X and Y at the endstops in th upper right corner (where it is now) but I cannot get the z to home to the pin unless I run a G30 from the console. Also at the same time I would like to probe the z in the center of the bed (A150 and Y150) as this is where most of my prints start. Below are my homeall.g file and homez.g files. I only added the commands I need. Not sure what I need to add or comment out. Also once I get it al working correctly where do I enter the offset from the Bl touch to the nozzle. It is a consistent .59. Sorry about the questions but I am completely at a loss at this time.
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.3.3 on Wed Sep 29 2021 16:53:30 GMT-0500 (Central Daylight Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X-302 Y-302 F6000 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y5 F6000 ; go back a few mm G1 H1 X-302 Y-302 F180 ; move slowly to X and Y axis endstops once more (second pass) G30 S-1; homez.g ; called to home the Z axis ; ; generated by RepRapFirmware Configuration Tool v3.3.3 on Wed Sep 29 2021 16:53:30 GMT-0500 (Central Daylight Time) M98 P"homeall.g" ; Call the home X & Y macro to home those axes first M98 P"deployprobe.g" ; Called to extend the BL-Touch probe pin to allow probing to take place G30 S-1 ; Home the Z axis by probing the bed M98 P"retractprobe.g" -
@oldironjunkie 2 questions
- why are your macros called
extendpin.gand notdeployprobe.g? Likewise forretractpin.gandretractprobe.g... - Why are you not using
M401/M402butM98 P"deployprobe.g"andM98 P"retractprobe.g"?
<>RatRig V-Minion Fly Super5Pro RRF<> V-Core 3.1 IDEX k*****r <> RatRig V-Minion SKR 2 Marlin<>
- why are your macros called
-
This post is deleted! -
@oliof I was using those names beacause that is what I was sent by a friend of mine. It has changes since. I will post the final files once it is done, working and tested. I am in the process of doing that now but unfortunatly life just gets in the way.
-
@Herve_Smith M401/M402 means the firmware properly tracks whether the probe is active or not. The canonical macro names to configure these G-Codes is retractprobe.g/deployprobe.g because this was implemented before BLTouch was a thing. So its not just a question of using an aesthetically pleasing or logically right name. And in a thread called "BLTOUCH NOT WORKING" I am asking the OP -- not you -- if there is a reason for them deviating from these canonical ways.
I hope that helps you understand why I am asking the questions I am asking.
<>RatRig V-Minion Fly Super5Pro RRF<> V-Core 3.1 IDEX k*****r <> RatRig V-Minion SKR 2 Marlin<>
-
@oldironjunkie life getting in the way is what happens to all of it, no worries. I would suggest using the canonical names for those macros and using M401/M402 to rule out any weird misses from mismatching macros, names and firmware expectations.
-
This post is deleted! -
@droftarts I finally got it working. I had a bad factor BL touch harness to begin with (I have a replacement coming). Before I found out that I messed with everything and got everything out of wack. I should have followed instructions and approached things logically. I now have a bed level height file, homing works great including the Z axis and my first and second prints came out great. I still have to mess with pressure advance (I just installed a new extruder) and dial in the Z height. Thanks to all that helped I really appreciate that. As for the final files here they are.
;General preferences M575 P1 S1 B57600 ; enable support for PanelDue G90 ; send absolute coordinates... M83 ; ...but relative extruder moves M550 P"OLDIRON PRINTER" ; set printer name ;Network M552 S1 ; enable network M586 P0 S1 ; enable HTTP M586 P1 S0 ; disable FTP M586 P2 S0 ; disable Telnet ;Drives M569 P0 S0 ; physical drive 0 goes backwards M569 P1 S1 ; physical drive 1 goes forwards M569 P2 S0 ; physical drive 2 goes backwards M569 P3 S0 ; physical drive 3 goes backwards M569 P4 S1 ; physical drive 4 goes forwards ;M569 P3 S0 ; physical drive 3 goes backwards ;M569 P3 S0 ; physical drive 3 goes backwards ;M569 P3 S0 ; physical drive 3 goes backwards ;M569 P3 S0 ; physical drive 3 goes backwards M584 X0 Y1 Z2 E4:4:4:4 ; set drive mapping M350 X16 Y16 Z16 E8:8:8:8 I1 ; configure microstepping with interpolation M92 X79.68 Y79.44 Z400.00 E820.0:454.00:454.00:454.00 ; set steps per mm M566 X900.00 Y900.00 Z900.00 E1600.00:1600.00:1600.00:1600.00 ; set maximum instantaneous speed changes (mm/min) M203 X4000.00 Y4000.00 Z1500.00 E4000.00:4000.00:4000.00:4000.00 ;set maximum speeds (mm/min) M201 X1000.00 Y1000.00 Z350.00 E600.00:600.00:600.00:600.00 ; set accelerations (mm/s^2) M906 X1000 Y1000 Z1000 E800:800:800:800 I50 ; set motor currents (mA) and motor idle factor in per cent M84 S300 ; Set idle timeout ;Axis Limits M208 X5 Y5 Z0 S1 ; set axis minima M208 X320 Y300 Z400 S0 ; set axis maxima ;Endstops M574 X1 S1 P"!xstop" ; configure active-(high) LOW endstop for low end on X via pin xstop M574 Y1 S1 P"!ystop" ; configure active-(high) LOW endstop for low end on Y via pin ystop M574 Z1 S1 P"!zstop" ; configure active-(high) LOW endstop for low end on Z via pin zstop ;Z-Probe M950 S0 C"duex.pwm1" ; Duet 2 WiFi/Ethernet + DueX2/5 M558 P9 C"^zprobe.in" H3 F100 T9000 R0.5 ; Duet 2 WiFi/Ethernet, DueX2/5 G31 X0 Y-40 Z.6 P25 ;probe offsets, trigger height and trigger value M557 X1:320 Y1:250 S30 ;define mesh grid ;Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B4138 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; enable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T100000 B4138 ; configure sensor 1 as thermistor on pin e0temp M950 H2 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M307 H2 R2.584 C226.4 D8.23 S.5 V24.3 ;tool heat M143 H2 S350 ; set temperature limit for heater 1 to 350C ;Fans M950 F0 C"fan0" ; create fan 0 on pin fan0 and set its frequency M106 P0 S.75 H-1 Q500 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S.75 H-1 Q500 ; set fan 1 value. Thermostatic control is turned on ;Tools M563 P1 D1 H2 F0 ; define tool 1 M572 D0 S0.004 ;ADDED PRESSURE ADVANCE SETTING G10 P1 R0 S0 ; Miscellaneous M501 ; load saved parameters from non-volatile memory M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss T1 ; select first tool; deployprobe.g M280 P0 S10 ;code for deploying the Z probe; retractprobe.g M280 P0 S90 ;code for retracting the Z probe; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v3.3.3 on Wed Sep 29 2021 16:53:30 GMT-0500 (Central Daylight Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current position G1 H1 X-302 Y-302 F6000 ; move quickly to X and Y axis endstops and stop there (first pass) G1 H2 X5 Y5 F6000 ; go back a few mm G1 H1 X-302 Y-302 F180 ; move slowly to X and Y axis endstops once more (second pass) G1 X150 Y150 F5000 G30 ; Uncomment the following lines to lift Z after probing ;G91 ; relative positioning ;G1 Z5 F100 ; lift Z relative to current position ;G90 ; absolute positioning; homez.g ; called to home the Z axis M98 P"homeall.g" ; Call the home X & Y macro to home those axes first M98 P"deployprobe.g" ; Called to extend the BL-Touch probe pin to allow probing to take place G30 ; Home the Z axis by probing the bed M98 P"retractprobe.g" -
This post is deleted! -
Haha, I am the pedantic one. Sure (-: Have a nice day, Herve.
-
@oldironjunkie Great, glad you got it going! I had been over your config and wiring a number of times, which made me think it was a faulty connection somewhere. A few notes:
If you're homing to the back right, your prints will come out rotated 180 degrees. Generally the origin is at the front left of the machine, so a positive X move moves the nozzle to the right, and a positive Y move moves the nozzle away from the front (or bed towards the front if you have a bed that moves in Y). Yours is moving the other way, which is not really a problem, just so long as you are aware of this. You can change this if you want; let me know and I'll show you where to make changes.
You spotted that it should be G30, not G30 S-1, in your homing files.
Setting the probe as M558 P9 means that the firmware knows it needs to deploy and retract the probe. You don't need to tell it to do it, either with 'deployprobe.g' or 'retractprobe.g' (these are the macros names used, any others will be ignored) or M401/M402. When you sent G30 from the console, it deployed, probed, and retracted without the need to run the other macros and commands, right?
You found how to set the probe offset, using G31. For more details, see https://docs.duet3d.com/User_manual/Connecting_hardware/Z_probe_testing
You found how to move the nozzle to the centre of the bed. However, because you have put this directly after the homing moves, moves are still in relative mode. Add G90 before your G1 centring move to switch back to absolute positioning, ie
... G1 H1 X-302 Y-302 F180 ; move slowly to X and Y axis endstops once more (second pass) G90 ; absolute positioning G1 X150 Y150 F5000 ; move to centre G30There is an odd bit in your config; you have defined four extruder drivers, but they are all the same drive. And then set the parameters for them in the subsequent gcodes:
M584 X0 Y1 Z2 E4:4:4:4 ; set drive mapping M350 X16 Y16 Z16 E8:8:8:8 I1 ; configure microstepping with interpolation M92 X79.68 Y79.44 Z400.00 E820.0:454.00:454.00:454.00 ; set steps per mm M566 X900.00 Y900.00 Z900.00 E1600.00:1600.00:1600.00:1600.00 ; set maximum instantaneous speed changes (mm/min) M203 X4000.00 Y4000.00 Z1500.00 E4000.00:4000.00:4000.00:4000.00 ;set maximum speeds (mm/min) M201 X1000.00 Y1000.00 Z350.00 E600.00:600.00:600.00:600.00 ; set accelerations (mm/s^2) M906 X1000 Y1000 Z1000 E800:800:800:800 I50 ; set motor currents (mA) and motor idle factor in per centYou are also using the second of these in your single tool:
M563 P1 D1 H2 F0 ; define tool 1D1 is the second extruder drive; D0 is the first. Unless you're going to add the extra extruders/tools (you do have a Duex after all) I'd clean this up by removing the drives you aren't using, and the extra parameters you have put in the other gcodes. eg:
M584 X0 Y1 Z2 E4 ; set drive mapping M350 X16 Y16 Z16 E8 I1 ; configure microstepping with interpolation M92 X79.68 Y79.44 Z400.00 E454.00 ; set steps per mm M566 X900.00 Y900.00 Z900.00 E1600.00 ; set maximum instantaneous speed changes (mm/min) M203 X4000.00 Y4000.00 Z1500.00 E4000.00 ;set maximum speeds (mm/min) M201 X1000.00 Y1000.00 Z350.00 E600.00 ; set accelerations (mm/s^2) M906 X1000 Y1000 Z1000 E800 I50 ; set motor currents (mA) and motor idle factor in per cent ;Tools M563 P1 D0 H2 F0 ; define tool 1You currently have pressure advance set on D0, while the tool is using D1, so your pressure advance value isn't doing anything.
Hope that helps!
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth