Unable to stop severe bulging in corners with new print head
-
Hi all,
I have been tuning my new setup for two weeks, and thought I was just about finished until I printed a bracket I needed, only to find I'm getting severe bulging in corners which I'm unable to improve.
I have tried changing/disabling pressure advance, jerk, acceleration, speed, input shaping, extruder jerk. All of the tests look as bad as the first print I noticed it on.
I think this problem is what is also causing ripples on low poly curves as I and others mentioned in this thread.
https://forum.duet3d.com/topic/33692/input-shaper-causing-stutters-and-blobs-on-curves-rrf3-5-0-rc-1I think it may be what is being discussed towards the end of this thread. https://forum.duet3d.com/topic/28981/issues-with-pressure-advance-since-rrf-3-4/ One user in that thread also said they were getting bulging in every segment of a low poly curve, which is what I am getting. Reading through that thread, it seems that a PA smoothing factor may be able to fix this issue, as has been found on Klipper, but it is not available on RRF.
Can anyone suggest anything else I can try? I'm completely at a dead end.

-
@Threepwood
Trying to get the perfect 3D prints is such a joy.
I most make functional products where the dimensions are the most important aspect while the visual appearance is of lessor importance.
My five printers work great for my needs but none of them can print a "Benchy" worth a darn.
My slicer has a "coast" feature which I think may be a primitive approach to deal with the issues that pressure advance tries to deal with.
It works for me for the most part. I've done just a little testing with pressure advance but not enough to say it will solve your problem in it's current form as available in RRF.
There are folks here who are "experts" when it comes to these sorts of problems.
Best of luck.
Frederick
Printers: a E3D MS/TC setup and a RatRig Hybrid. Using Duet 3 hardware running 3.4.6
-
@Threepwood said in Unable to stop severe bulging in corners with new print head:
............ I have tried changing/disabling pressure advance, jerk, acceleration, speed, input shaping, extruder jerk. All of the tests look as bad as the first print I noticed it on.
Can anyone suggest anything else I can try? I'm completely at a dead end.
If changing all of the above has made no difference then logic would dictate that the issue lies elsewhere. i.e If it's an issue that cannot be corrected by changes to configuration settings, then logically I'd look for a mechanical defect (but then being a mechanical engineer, that's what I always look for first).
That hole doesn't look too circular to me either. How secure is the hot end mount? Can you flex the hot end if you apply pressure to the nozzle? Are all the pulleys and idlers circular? How about belt tension? Is there any play or unnecessary friction in any of the carriages? How hot are you printing? Have you tried lower temperatures and if so does it make the issue better or worse or the same? Have you tried different filament types and if so are the results always the same? What type of kinematics is it - Cartesian, Delta, Core XY or what? Have you always had the problem? If not what have you changed since before the problem wasn't present?
-
@fcwilt Thanks for your input. I hadn't thought about using coasting. I might have to run a test with it. I was under the impression that it was only used on retractions though.
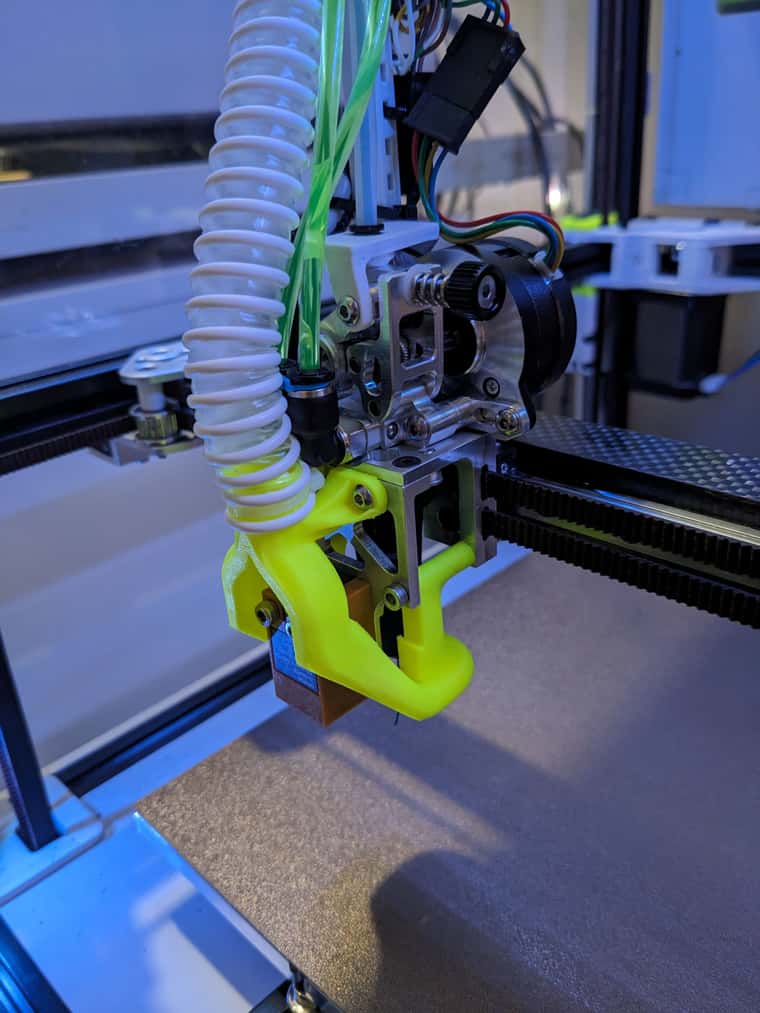
@deckingman It's a core xy Voron 2.4 with a VZbot extruder and hotend. I've checked the rigidity quite a few times since I rebuilt it, by holding the nozzle with the steppers energised. It has always been very rigid. If I hold the whole print head, I can get a little flex from the Gates belts with enough force applied, but not much, belt tension is good, if anything possibly a little tighter than I would like. If I apply a force to the print head in the Y direction, I can only get a tiny amount of flex from the torsion of the 20mm carbon tube. I've been using the same carbon tube for over a year, and it seems to hold up well to higher temperature. Overall, it's more rigid than the old setup due to changing printed parts to aluminium parts and it's half the weight. I checked and re-lubed the linear rails before I reinstalled and I before I put the belts on, I checked the movement and it was smooth and low friction. I'm printing ABS at 255. I'll try going lower, but I like the layer adhesion I get with 255, but 245 looks nicer. I haven't tried 245 with this setup yet. I'll give it a go.
I've only had this problem since changing from the standard Voron print head to the VZbot extruder and hotend. The old setup needed a PA of 0.032, the new one only 0.02-0.025. The new setup has a longer melt zone. The old one was a standard V6 type heat block. The nozzle is a 0.5mm CHT, but that hasn't changed.
-
@Threepwood Well I guess that helps. If the mass of the print head is similar to the previous one, then we can pretty much rule out speeds, accelerations, jerk etc. Does this hot end, with the bigger melt zone "ooze" more than the previous one? If so, then dropping the temperature might help. Another useful exercise would be to try a smaller nozzle. I prefer 0.5mm nozzles myself but they do tend to "ooze" more. It might be interesting to know if the problem persists with a 0.4 mm nozzle. Are you sure you have PA dialed in correctly? You could try what might seen like a silly high number - just to see if it helps. My thought process is that bulging corners could be due to the rate of filament flow not slowing down at the end of a move at the same rate of change of the head speed, thus giving over extrusion at that point.
I've found that too high belt tension can put too much side load on the stepper bearings which can affect positional accuracy. If you've ever taken a stepper motor apart, you'll know how tiny the shaft bearings are. That's one of the reasons why I changed to remote motors - so that I can use a 8mm shafts and bearings for the main belts which can run high tension, and short closed loop belts at lower tension for the motors. I digress but it might be useful to know if slackening the belt tension a bit helps.
-
@deckingman I have tried printing at 240°C and the result is the same. I previously tried a print where the PA value was increased as the print got taller, by the end the value was far too high, causing the top infill to have gaps in it, but the bulging was consistent all the way from the bottom to the top.
Left is PA test. Right is 240°C test.
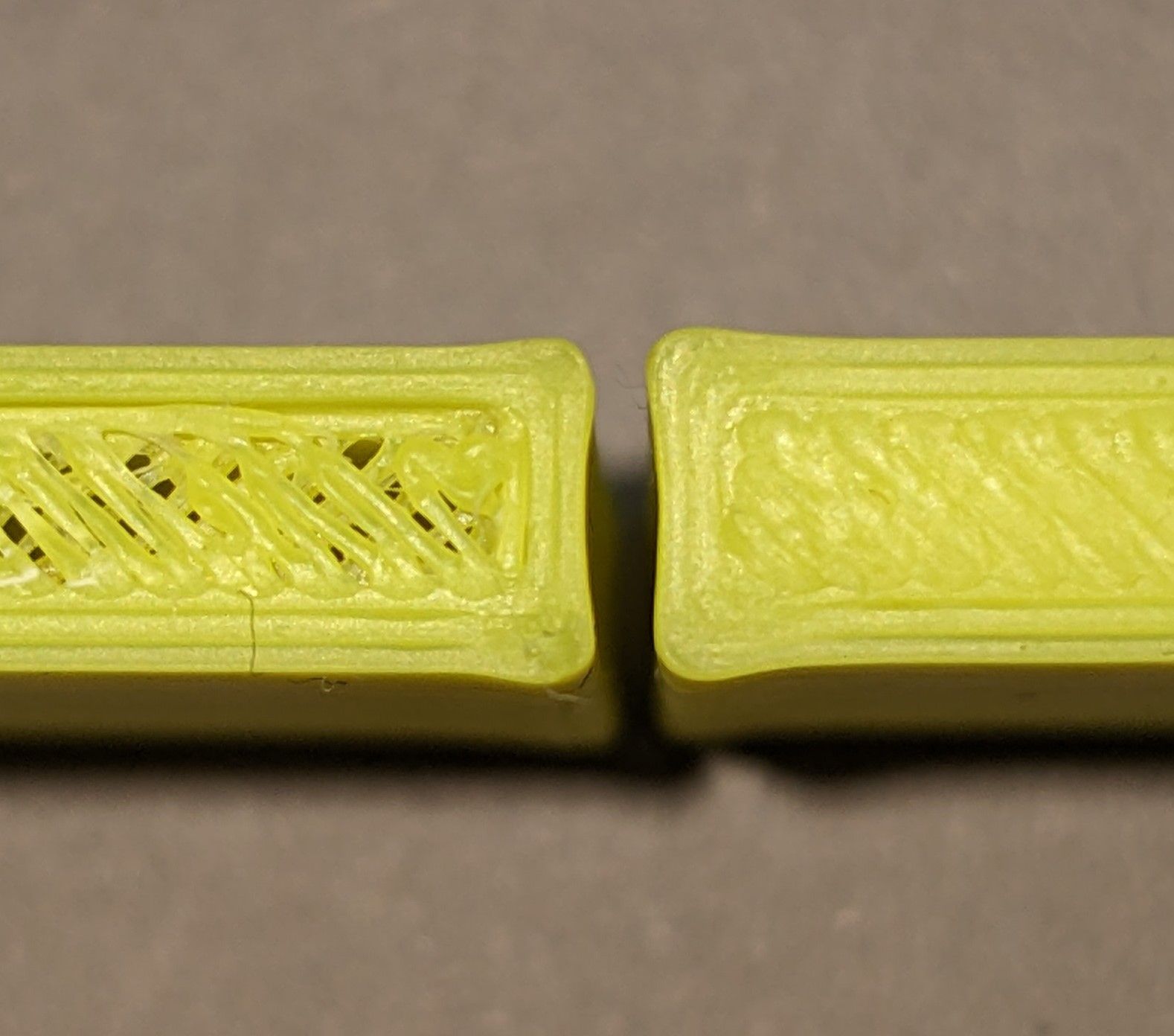
The new hotend does ooze a little more due to the longer melt zone, but I have it tuned in well enough that I don't get any stringing.
@deckingman said in Unable to stop severe bulging in corners with new print head:
bulging corners could be due to the rate of filament flow not slowing down at the end of a move at the same rate of change of the head speed, thus giving over extrusion at that point.
This is why I also tried running tests with height modifiers on extruder jerk and XY jerk, starting from far too low at 200, all the way up to far too high at 4800. These were independant tests, so the XY and E jerk values would cross over. I did a similar set of tests with acceleration on XY and E. All with no change at all in the bulging.
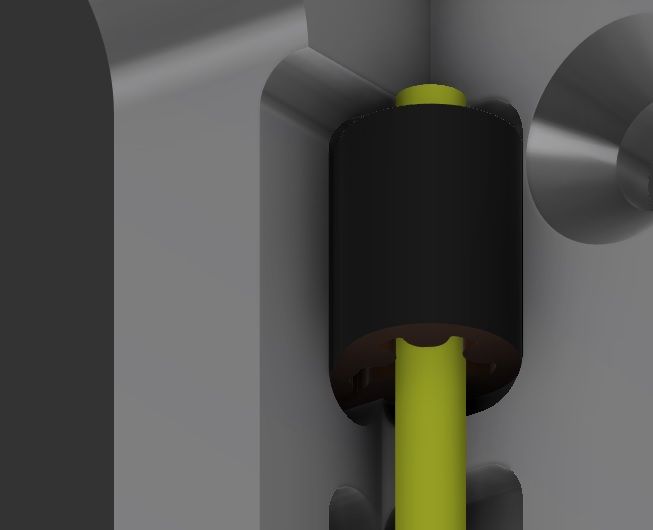
I pulled the belts tight by hand before I secured them using the method in the picture below and found before I adjusted the belt tensioners, that they were already tighter than I expected. Unfortunately, this was after I had trimmed off the excess. However, I don't think they are overly tight. They are a tiny bit tighter than before I changed the belts and print head. According to Gates, new belts should be installed at a higher tension anyway, so I imagine they will loosen up a little over time.
-
@Threepwood That's quite dramatic bulging isn't it? But the more I look at your pictures, the more I think there is more too it than just bulging corners. As I mentioned before, the hole in your first picture doesn't look anything like circular. But in your later photos, that infill is crap to put it bluntly. Are you sure you have the extruder steps per mm dialled in correctly? It looks awfully like over extrusion. Might be worth playing around with the extrusion multiplier just to see if that improves anything. But don't mess around with 1% increments - go big like 5% increments down to 80% or even less - just to see.
-
Here is another thought. Are you sure that the temperature sensor settings in your M308 match actual sensor in use? If it's a pt 1000 is that how you have M308 configured? If it's a "normal" thermistor, have you got the correct B and C parameters? Your pictures look a bit like it might be running way too hot for the filament in use, which is causing the over extrusion. So are you sure that the displayed temperature values are true to life?
The more I see and hear, the more convinced I am that this is a hot end/extruder issue and no amount of tweaking speeds/accelerations/jerk/PA, input shaping etc is going to help. You have to get the basics right before playing around with advanced refinement features.
-
@deckingman The hole is only 3mm. I think the misshapenness is just where the seam is. I have set the steps/mm as perfectly as I can with calipers measuring 100mm. My magnetic filament monitor which has been previously carefully calibrated also confirms my min/max extrusion is 98% to 102%. The extrusion factor I'm using in slicer is 98%, which for me has always given my a good compromise between quality and strength.
I ran a test with 3 test parts at 90%, 80% and 70% extrusion rate.

Despite underextruding a lot, the corner bulges are still there unfortunately.
The temperature sensor is a PT1000 and it is configured as a PT1000 in my config. My old sensor was also a PT1000, so I didn't have to change that in my config. The filament always behaves as I would expect it to at given temperatures, and when I start up from cold, the 3 temperature sensors in the printer all show the same temperature within 1-2 degrees (the other 2 are thermistors).
This is a benchy I printed in 20-25 minutes a few days ago on this setup.

It looks pretty much flawless to me apart from the chimney having blobs on it, which was a problem I had with 3.5.0rc-1, (I've now gone back to 3.4.6) and the hull line. Which is just due to not having enough control in SuperSlicer or Orca to stop the fan from cooling as much on that layer, when the deck starts printing, without causing problems with cooling elsewhere. But there is no sign of overextrusion or high temperatures.
So I don't think there are any problems with my slicer settings or my config. Everything is now dialed in very well and the only problem I'm getting is the bulges on sharp corners. The benchy doesn't show up this issue because all corners are rounded.
-
System marked this topic as a question
-
@Threepwood said in Unable to stop severe bulging in corners with new print head:
...................... The benchy doesn't show up this issue because all corners are rounded.
But that's not the only difference, so it's a big leap to say that rounded corners are OK whereas square corners are not. For a start, it's obvious that the benchy is printed with a different filament. You've also changed from firmware 3.5 to 3.4.6. What else changed between the two prints?
Have you tried printing another benchy with the exact same settings and filament as before just to see if it's repeatable?
What happens if you print the part with the green filament with the exact same filament as the benchy and with the exact same firmware and other configured settings? I think you need to do that as a starting point to establish a datum.
-
@deckingman I have printed another benchy in this yellow/green filament and it has come out the same, but without the blobbing on the chimney. The settings for both were identical.

-
And here is the test piece in the black filament.

-
@Threepwood Well that's fairly conclusive. So what can cause bulging on sharp corners only? I can only think speed/acceleration/instantaneous speed change (jerk) or possibly pressure advance. But you say changing those parameters makes no difference. Which brings me back to a mechanical issue. But equally, you say that there is no "play" in anything and nothing is binding. Lowering the temperature doesn't help and neither does decreasing the extrusion multiplier. All of which has me stumped at the moment but I'll keep mulling it over .....
-
@Threepwood Are you using a heated chamber and what is the bed temperature? When viewed from the side, is the bulging the same on every layer or does it get better/worse with height? Clutching at straws but a benchy is taller than your test part so just wondering if bed temperature is somehow having an influence.
-
@deckingman The chamber isn't actively heated, it gets to around 50°C from the bed. For ABS I've been using 105°C on the bed for over a year. Any less and I have adhesion issues. The first time I noticed the bulging was on the bracket, which was quite a bit taller than a benchy.
I think this is some kind of issue within RRF that doesn't play well with this type of hotend. This hotend has the longest melt zone and with the lowest PA value that I've ever used, at least when the standard PA tests are used for calibration. As people with Klipper have found, changing the PA smoothing value has fixed this issue for them, but we don't have this option in RRF.
I was hoping there might be a workaround, but I'm not sure what else anyone can suggest, since we've changed everything I can think of except the hotend and the firmware.
Thank you for all your suggestions.
-
would you be willing to share your print profiles and gcode for both the benchy and the test specimen with the bulging corners?
The benchy prints completely different than just a rectangular box due to internal and external geometry differences.
My best guess at this misbehavior is high jerk and low acceleration leading to heavy deviation of the print head at corners due to inertia.
-
@Threepwood Have you tried simply increasing the PA value?
-
@Threepwood Also worth doing would be to try your test part as a single wall object with no infill to see if the corners still bulge or not? Are you printing external perimeters first and did you do the same for both the benchy and the test part?
-
@Threepwood .... also, what speed are you printing at? Does the bulging get better/worse/stay the same if you reduce print speed?
-
@Threepwood Can we just check when you printed the benchy in the yellow/green was this using the same settings (in both RRF and the slicer) as when you print the rectangular test item?