Please help understanding coordinated (bed, nozzle, ABl, ....)
-
@dc42
Aren't those just rotated axis?
If you rotate the image 180° you'll get the axis that are normally used.
Now, if I think about mirroring the image along X and then do the same along Y I'll get the same as rotating it 180°.@izeman
Did you set some tool's offset?
Bercause You have to consider those, too, for the coordinates.But basically the movement is considered from (0, 0), then it can go to negative coordinates; so, let's say (20, 20), is 20mm X and 20mm Y from where you set your (0, 0)
-
@Mr-Yod said in Please help understanding coordinated (bed, nozzle, ABl, ....):
@dc42
Aren't those just rotated axis?If you rotate the image 180° you'll get the axis that are normally used.
Now, if I think about mirroring the image along X and then do the same along Y I'll get the same as rotating it 180°.I think you are correct. If you change ONE axis from front/back or left/right then it get's mirrored. If you change both it get rotated.
-
@izeman
Did you set some tool's offset?
Bercause You have to consider those, too, for the coordinates.But basically the movement is considered from (0, 0), then it can go to negative coordinates; so, let's say (20, 20), is 20mm X and 20mm Y from where you set your (0, 0)
No tool's offset yet. I just try to get the axis/bed configured correctly first. At least that was what I was hoping for. I now have tool homed at 250/250, but can't move away from there, as moving the head to 0-249 makes it go to 250+. Direction of the axes is reversed. Even though they home correctly.
-
Ok. So my endswitches are in the back right corner. So all HIGH/MAX. So basically I can check what total movement I can have in X&Y and set this like:
M208 X0:total movement Y0:total movement
and then use G10 for axis offset to set the nozzle to the front left corner for 0/0?
No need for G10 assuming your M574 specifies that endstop sensors are at the high end of each axis.
With back/right being Xmax/Ymax then front/left will be Xmin/Ymin.
Frederick
-
@fcwilt said in Please help understanding coordinated (bed, nozzle, ABl, ....):
Ok. So my endswitches are in the back right corner. So all HIGH/MAX. So basically I can check what total movement I can have in X&Y and set this like:
M208 X0:total movement Y0:total movement
and then use G10 for axis offset to set the nozzle to the front left corner for 0/0?
No need for G10 assuming your M574 specifies that endstop sensors are at the high end of each axis.
With back/right being Xmax/Ymax then front/left will be Xmin/Ymin.
Frederick
I'm totally GAGA. There must be some knot in my brain. Sorry to act that stupidly.
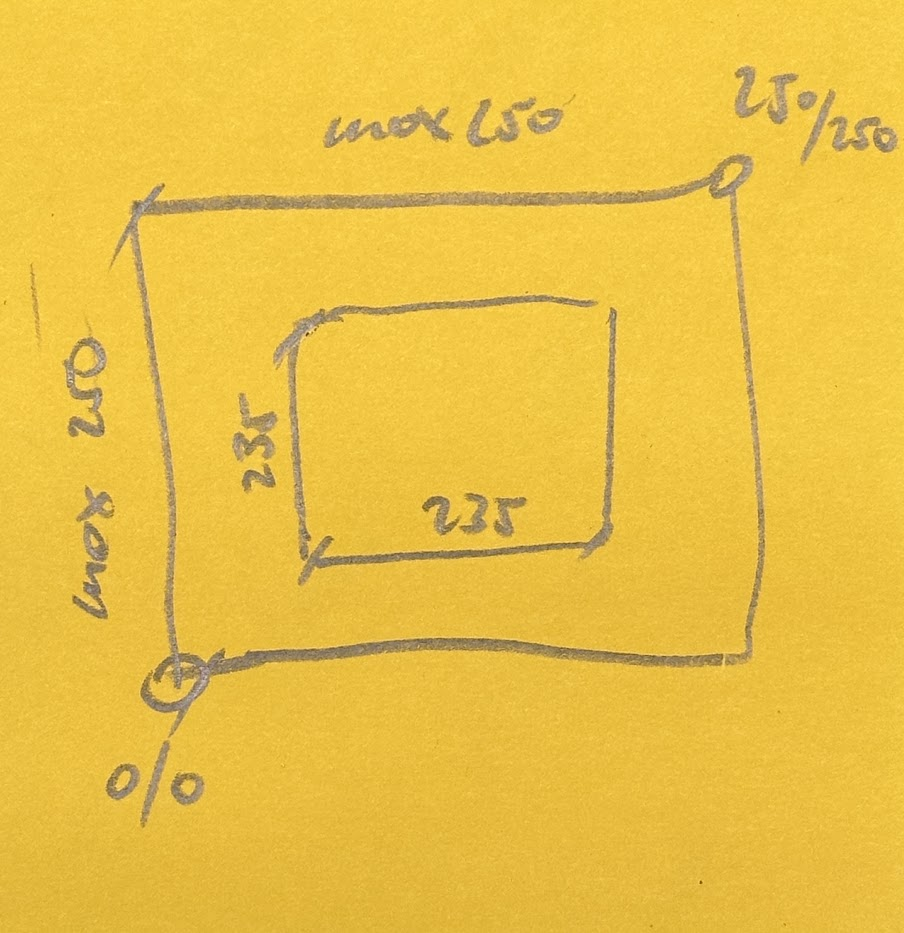
I now updated my config to move 0/0 to left/front. Bed is 235/235. The head can move 250 in both directions. What would I set my config to?
-
Well the diagram is clear enough.
Ignoring Z for now, your M208 would be
M208 X0:250 Y0:250Your M574 would be something like below, since I have no idea what pins you are using for your endstop sensors.
M574 X2 S1 P"pin_name_for_x_endstop" M574 Y2 S1 P"pin_name_for_y_endstop"Frederick
-
@izeman
Please note:
The homing files have to be adapted as well.
Otherwise the print head will move in the wrong direction during the homing process -
@DIY-O-Sphere said in Please help understanding coordinated (bed, nozzle, ABl, ....):
@izeman
Please note:
The homing files have to be adapted as well.
Otherwise the print head will move in the wrong direction during the homing processYeah. Just noted that
") It seems to work now. I guess ... Just running a full ABL with 20mm grid.
It seems to work now. I guess ... Just running a full ABL with 20mm grid.I just seems that my 0/0 now is like 10mm to the left and 15mm to the front of the print bed. Looks good. But when I move to the center of the bed 117/117 it moves to that number away from the real 0/0 (movement maximum) and not to the real center which should be 117+10/117+15.
-
I just seems that my 0/0 now is like 10mm to the left and 15mm to the front of the print bed. Looks good. But when I move to the center of the bed 117/117 it moves to that number away from the real 0/0 (movement maximum) and not to the real center which should be 117+10/117+15.
That is likely due to the endstop sensors not triggering at exactly 250. That is common.
Two ways to deal with it.
-
Change the M208 settings so the max values correspond to the actual physical position when the endstop sensor is triggered
-
Use G92 to adjust the logical X and/or Y position so the position at the center is correct. Put the G92 in the homing file of X and/or Y with the values needed to obtain the correct center position. One way to do this is have a G1 command at the end of the homing file with the value needed to move to the center and then have a G92 command with 0 as its value to set the logical position to 0, thus matching the physical position. For example in homeX.g you might have: G90 G1 Xnnn G92 X0
Frederick
-
-
Two ways to deal with it.
-
Change the M208 settings so the max values correspond to the actual physical position when the endstop sensor is triggered
-
Use G92 to adjust the logical X and/or Y position so the position at the center is correct. Put the G92 in the homing file of X and/or Y with the values needed to obtain the correct center position. One way to do this is have a G1 command at the end of the homing file with the value needed to move to the center and then have a G92 command with 0 as its value to set the logical position to 0, thus matching the physical position. For example in homeX.g you might have: G90 G1 Xnnn G92 X0
Two issues with that:
So instead of saying I can move 250/250 I tell the printer it can only move 250-10/250-15? It's not easy to find the "real" 0/0 when you're homing at some random 250/250 (which in reality could be 248/251 or something else) and then re-iterate from there where your real "0/0" is. Isn't it?
When I use G92 to move the working coordinates I have the issue that it can't pick up the klicky probe after homing again as it's location has change then ...
-