I got my klicky probe working. It picks up fine and retracts it after use.
I can do a homing, it homes X, Y, then goes to the middle of the bed, goes to the pickup location of the Klicky, picks it up, moved back to the middle of the bed, then probes Z, goes to Klicky retract position, retracts it, and then moves in the front of the Klicky pickup position and waits there.
BUT if I want to use it for independent Z-axis, i does homing first (G28), then DROPS off/RETRACTS the Klicky, picks it up again, and then stops. This RETRACT seems to confuse the following G30 command with error: "Error probe not attached - aborting", where as it already is attached again, but maybe too late.
Anything I can do about it? Like stopping G28 from retracting the probe after it's done probing Z in the middle of the bed?
G28 ; home
; while true
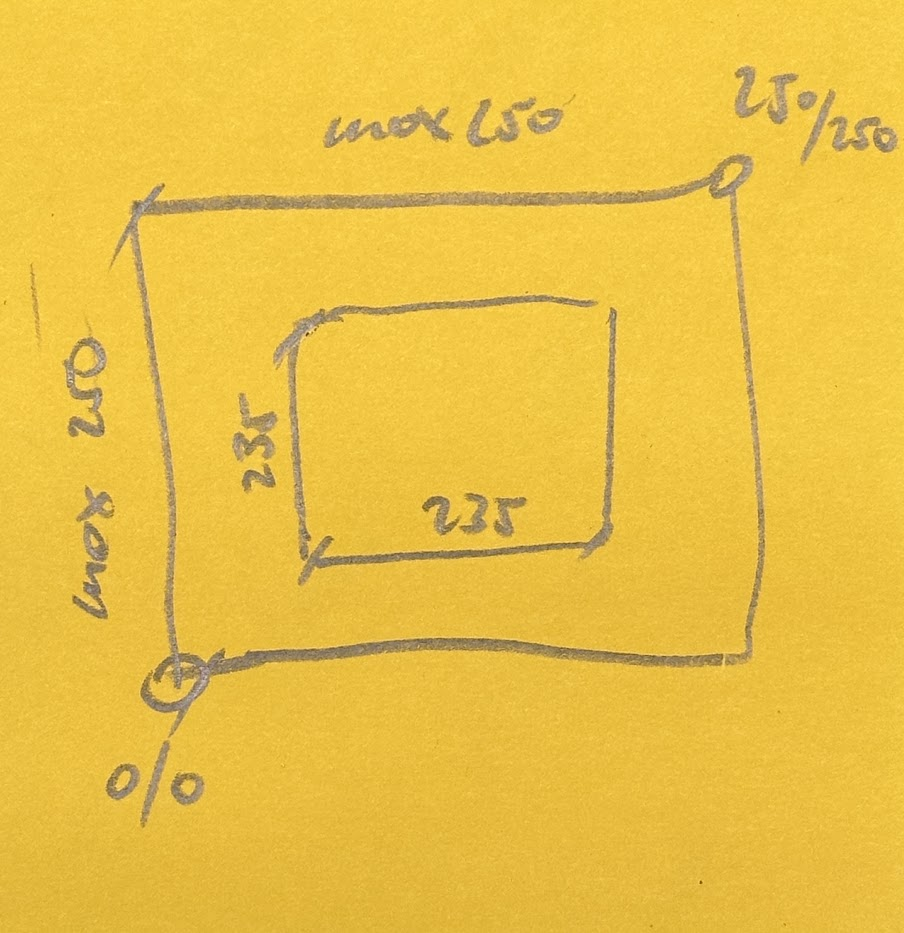
G30 P0 X20 Y135 Z-99999 ; probe near a leadscrew, half way along Y axis
G30 P1 X235 Y135 Z-99999 S2 ; probe near a leadscrew and calibrate 2 motors
if abs(move.calibration.initial.deviation) < 0.01 || iterations > 3
break
M584 X0 Y1 Z2:4 E3 ; set drive mapping Dual Z-Axis
M671 X-40:290 Y135:135 S4 ;Set the Z motor relative locations
Manually running the two G30 command from the console works fine.
")
")