Height Map seems inverted
-
Hi,
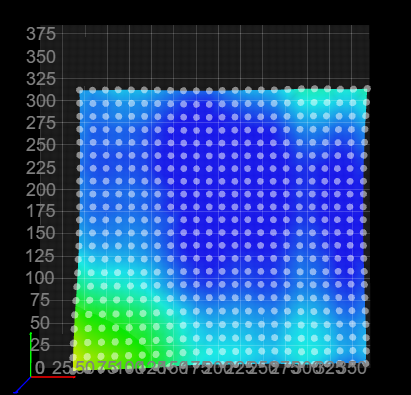
I did a big multi-point height map. As you can see my bed's in pretty good shape, except for the front left corner. I've been lucky, as most of the time, I've not needed the entire bed to print, but need it this time, and was planning on printing with Mesh Compensation for the 1st time.
When loading the saved height map, it seems to get worse, where the left front, the nozzle is mashed to the plate, and can't extrude worth a lick.
The rest looks fine. Am I doing something wrong?
I'm assuming that most of the bed is blue due to the Z offset? Do I need to change a different Z-Offset for mesh?
-
When you set the Z=0 Datum (using G30), prior to creating the mesh, where in the area of the mesh did you set it?
What are the specs of the mesh (min/max error, etc.)?
Frederick
Printers: a E3D MS/TC setup and a RatRig Hybrid. Using Duet 3 hardware running 3.4.6
-
Well, there ya go, I need to do Z=0 Datum. Where should I do it?
This is the Stats on the mesh reading.
Number of points: 506
Probe area: 1039.5 cm²
Maximum deviations: -0.303 / 0.109 mm
Mean error: -0.189 mm
RMS error: 0.078 mmIs that what you are looking for.
And would you mind pointing me to where to look in the RTFM for setting the Z=0 datum.
Thanks.
Michael
-
@fcwilt Oh, and my z homing uses my BLTouch, so that should deal with this? Yes?
But that homing point is also in the front left corner.
EDIT: OK, I found it in the manual.
Am I still doing something procedurally wrong? I heat up the nozzle and bed for a good while. Extrude some filament, and then retract a bit, so it doesn't ooze.
I initially do a home all. Then I will run a True Bed Leveling (G32). After that I ran the mesh compensation.
I'm thinking I should probably do another home of Z, as my bed leveling's last measurement is in the front right hand corner of the bed. Where the 1st measurement of the Mesh is in the front left.
Am I on the right track?
Thanks.
Michael
-
I have never homed using a Z probe. So what does your homing code look like?
You mention G32. You have multiple Z steppers?
I notice that your max deviations are -0.303 and +0.109.
What layer height are you trying to print?
I use 0.2 layers. Your max deviation covers a range or 0.412 which is more than twice a 0.2 layer.
Depending on where you set the Z=0 Datum, it is possible to have a situation where the mesh compensation code would try to move past Z=0 into negative territory, which it likely cannot do if axis min/max settings are being enforced.
Frederick
-
@fcwilt Hi,
Yes, I have simple contact leaf switches for homing X & Y, and then it uses the BLTouch to home the Z.
And yes, I have triple Z=Screws and steppers for my bed (I'm running a HevORT printer).
My Z Offset in the my system config.g is G31 P500 X36 Y-9 Z4.55 (I'm running a Phaetus Rapido hotend)
This is my home all code.
True Bed leveling code follows
; homeall.g
; replacing all old code, that didn't work
; HOME ALL New 20240515
;home X code
; called to home the X axis
;
G91 ; relative positioning
G1 H2 Z5 F500 ; lift Z relative to current position was F500 is Z speed was 9000
G1 H1 X-420 F3000 ; move quickly to X axis endstop and stop there (first pass)
G1 X5 F3000 ; go back a few mm
G1 H1 X-420 F360 ; move slowly to X axis endstop once more (second pass)
;G1 H2 Z-5 F500 ; lower Z again was 9000
G90 ; absolute positioning
; home Y code
; called to home the Y axis
;
G91 ; relative positioning
;G1 H2 Z5 F500 ; lift Z relative to current position was 9000
G1 H1 Y-420 F3000 ; move quickly to Y axis endstop and stop there (first pass) said 420
G1 Y5 F3000 ; go back a few mm
G1 H1 Y-420 F360 ; move slowly to Y axis endstop once more (second pass) said 420
;G1 H2 Z-5 F500 ; lower Z again was 9000
G90 ; absolute positioning
; home Z code
; called to home the Z axis
;
G91 ; relative positioning
;G1 H2 Z5 F500 ; lift Z relative to current position was F9000
G90 ; absolute positioning
;G1 X0 Y20 F3000 ; go to first probe point was X30 and Y55
G30 ; home Z by probing the bed
G90 ; Me adding to see if this fixes some of my problemsCode for the true bed leveling. It tests 4 points on the bed.
;Changed this to a triple set up, so I don't have to do it manually
G30 P0 X36 Y11 Z-99999 ; probe near a leadscrew - new from Oliver X was setto 29, but banged
G30 P1 X36 Y376 Z-99999 ; probe near a leadscrew
G30 P2 X396 Y376 Z-99999 ; probe near a leadscrew
G30 P3 X396 Y11 Z-99999 S3; probe near a leadscrew -
Thanks.
Prior to the G30 to home Z you should move to the desired XY point first.
Also auto bed leveling using G32 can change the Z=0 position so you should follow the auto bed leveling by another setting of the Z=0 datum, using G30 at the same XY position as you do (or will do) for homing Z.
Time for dinner.
Let me know if you have any luck.
Frederick
-
@fcwilt OK, I will give it a try tomorrow.
My Z home is X=0 Y=20
So I will do a home all
Then the auto-bed level
Then do a G30 P0 X0 Y20 (do I include the Z-99999?) Or just do a G30 X0 Y20?
Then run the mesh analysis?
-
@guitartoys You can't do G30 X0 Y20 (the X and Y are ignored in that case), so you will need to move to your homing X/Y first and then run G30 (with no parameters). Where on the bed do you normally print things? If like most people you normally print in the centre of the bed I would change the point you use to home z (ser z=0) to be that location.