Dc42 ir probe on the way
-
Hi,
i have problems to get the compensation to work.
i created the heightmap

added a G92 S1 to the start script of s3d
M106 P0 S0 ; Stop Part Cooling Fan
G28 ; home all axes
G29 S1 ; load heightmap
G91 ; relative mode
G1 E52 F400 ; Fill Nozzle
G90 ; absolute Mode
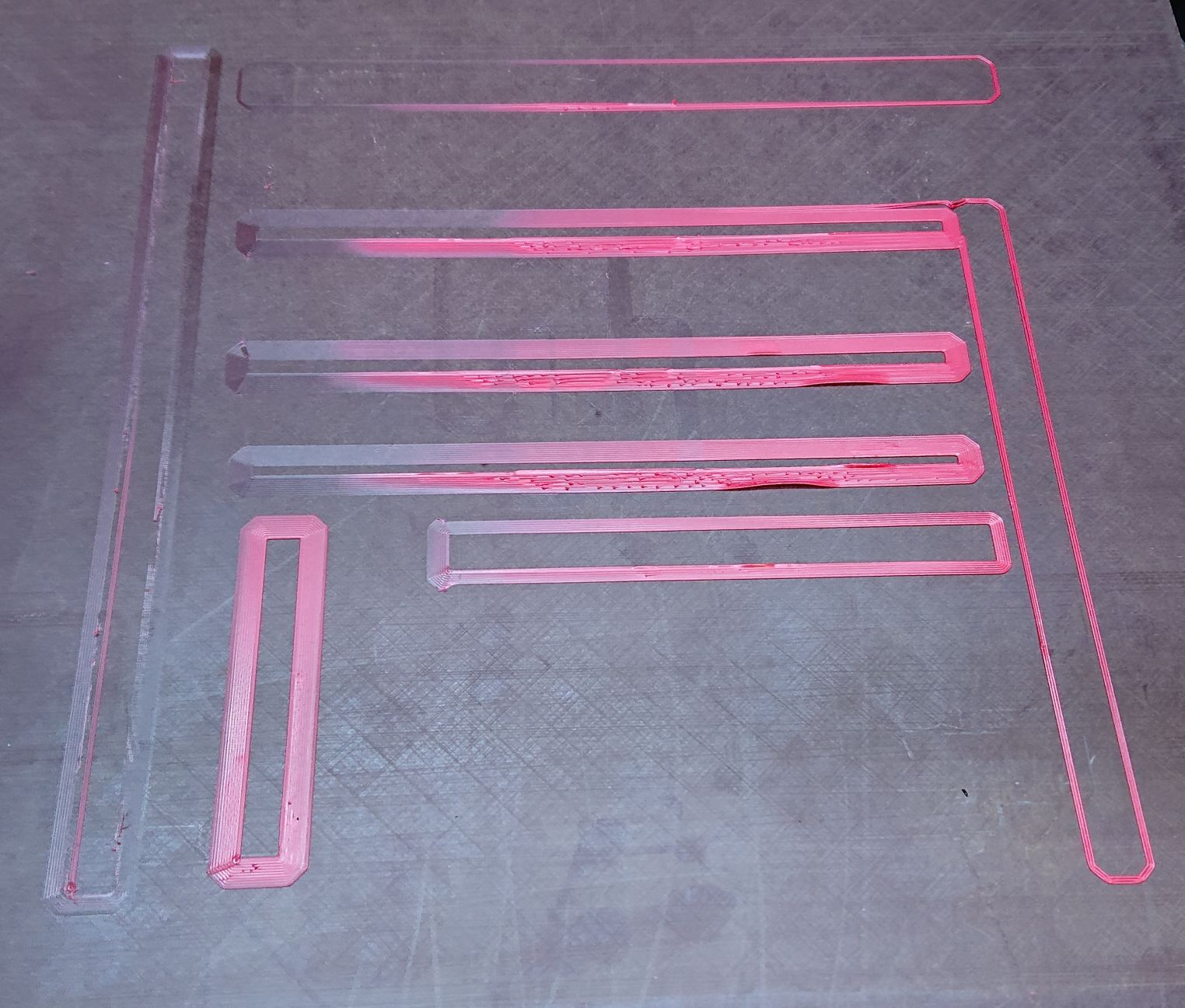
M572 D0 S0.1 ; Pressure advanceand get this result:

you can see that it´s somehow similar. i have no idea what to do next.
config.g:
; Drives
M569 P0 S1 ; Drive 0 goes forwards
M569 P1 S1 ; Drive 1 goes forwards
M569 P2 S1 ; Drive 2 goes forwards
M569 P3 S1 ; Drive 3 goes forwards
M350 X16 Y16 Z16 E16 I1 ; Configure microstepping with interpolation
M92 X80.00 Y80.00 Z160 E420.00 ; Set steps per mm
M566 X900.00 Y900.00 Z12.00 E120.00 ; Set maximum instantaneous speed changes (mm/min)
M203 X20000.00 Y20000.00 Z4000.00 E4000.00 ; Set maximum speeds (mm/min)
M201 X1000.00 Y1000.00 Z1000.00 E10000.00 ; Set accelerations (mm/s^2)
M906 X800.00 Y800.00 Z800.00 E800.00 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S300 ; Set idle timeout; Axis Limits
M208 X0 Y-1 Z0 S1 ; Set axis minima
M208 X240 Y222 Z278 S0 ; Set axis maxima; Endstops
M574 X1 Y1 S0 ; Set active high endstops; Z-Probe
M574 Z1 S2
M558 P1 H5 F120 T6000 A3
G31 P500 X0 Y50 Z0.4
M557 X20:220 Y70:220 S20homeall.g
G91 ; relative positioning
G1 S1 X-300 Y-300 F5000 ; move quickly to X or Y endstop and stop there (first pass)
G1 S1 X-206 ; home X axis
G1 S1 Y-300 ; home Y axis
G1 X5 Y5 F6000 ; go back a few mm
G1 S1 X-206 F360 ; move slowly to X axis endstop once more (second pass)
G1 S1 Y-206 ; then move slowly to Y axis endstop
G1 S1 Z-300 F3000 ; move Z down stopping at the endstop
G1 Z4 F200 ; move slowly 4mm in the +Z direction
G90 ; absolute positioning
G30 X120 Y110 <- That´s NOT working it probes at X/Y min -
You better send probe to X120 Y110 by G1, so
G1 X120 Y110
G30 -
@aidar said in Dc42 ir probe on the way:
You better send probe to X120 Y110 by G1, so
G1 X120 Y110
G30done & works! thanks
i took the G29 S1 out of the start script. before starting the print, i activated the mesh per DWC "compensation&calibration". so it says "compensation in use:mesh"
i printed a cube with 180x180mm and observed the z motors. they stand still.
-
tried this start script:
M106 P0 S0 ; Stop Part Cooling Fan
G28 ; home all axes
G29
G91 ; relative mode
G1 E52 F400 ; Fill Nozzle
G90 ; absolute Modesame problem, the first layer looks like on the picture above.
DWC says "mesh in use" -
Well, seems we have to start from basic: what version of firmware you use?
-
Duet Web Control 2.0.0-RC3
Electronics: Duet WiFi 1.02 or later
Firmware: RepRapFirmware for Duet 2 WiFi/Ethernet 2.02(RTOS) (2018-12-24b1)
Duet WiFi Server Version: 1.22 -
What does a print look like with mesh disabled?
-
5 minutes please
-
it´s the same. left side (Ymin) so close, that there is no layer, right side (Ymax) so far away, that the layer doesn´t stick to the bed
-
@torro said in Dc42 ir probe on the way:
M201 X1000.00 Y1000.00 Z1000.00 E10000.00 ; Set accelerations (mm/s^2)
Try reducing the Z acceleration from 1000 to 100. I wonder if it's trying to compensate but trying to move too quickly and not moving at all due to binding.
Does the Z axis move properly otherwise?
-
Z axis works fine.
tested with acceleration 100, same behavior -
Have you tryied manual bed leveling?
https://duet3d.dozuki.com/Wiki/Using_the_manual_bed_levelling_assistant -
@torro One other variable we can control for is that you're using DWC 2. Just incase it's causing an issue, try reverting to the last main release 1.22.6.
I'm doubtful it's the problem since running M122 shows mesh is active.
If that doesn't work I think I would re-run the G29 fresh and print immediately afterwards to see if there was maybe just a problem with the old heightmap.
-
@phaedrux said in Dc42 ir probe on the way:
If that doesn't work I think I would re-run the G29 fresh and print immediately afterwards to see if there was maybe just a problem with the old heightmap.
that´s already tested.
-
Web Interface Version: 1.22.6
same problem

-
@phaedrux said in Dc42 ir probe on the way:
If that doesn't work I think I would re-run the G29 fresh and print immediately afterwards to see if there was maybe just a problem with the old heightmap.
i had the G29 in the start script from the slicer after homing
-
-
Manual corrections required: 0.00 turn up (0.00mm) 0.41 turn down (0.21mm) 0.10 turn up (-0.05mm) 0.61 turn down (0.31mm)
seems to work
-
19:54:37
G32
Manual corrections required: 0.00 turn up (0.00mm) 0.01 turn up (-0.01mm) 0.22 turn up (-0.11mm) 0.53 turn down (0.27mm)19:53:32
G32
Manual corrections required: 0.00 turn up (0.00mm) 0.12 turn down (0.06mm) 0.07 turn up (-0.03mm) 0.38 turn down (0.19mm)can´t get it better
-
next round
Did another G29, added G29 S1 in config.g
in DWC, mesh compensation in use.at Xmax Z0, paper is loose. babystepping offset -0.1 paper is gripped
at Xmin Z0, paper is gripped, Z+0.15 papier is loose.
in the middle of the bed, where G30 in homeall.g is done, the distance from the nozzle to the bed is fine.no compensation. should it compensate already at this time?
just to test, i added X0 Y0 Z1 to the M558 command
M558 P1 X0 Y0 Z1 H5 F120 T6000 A3
still no compensation.
did a macro with
G30 S-1
G1 Z10
G30 S-1
...... repeated 10 timesto check, if the probe is ok. i´m getting results between 0.356 and 0.363mm @Xmax and 0.325 and 0.331mm @ Xmin