To much filament at line-start
-
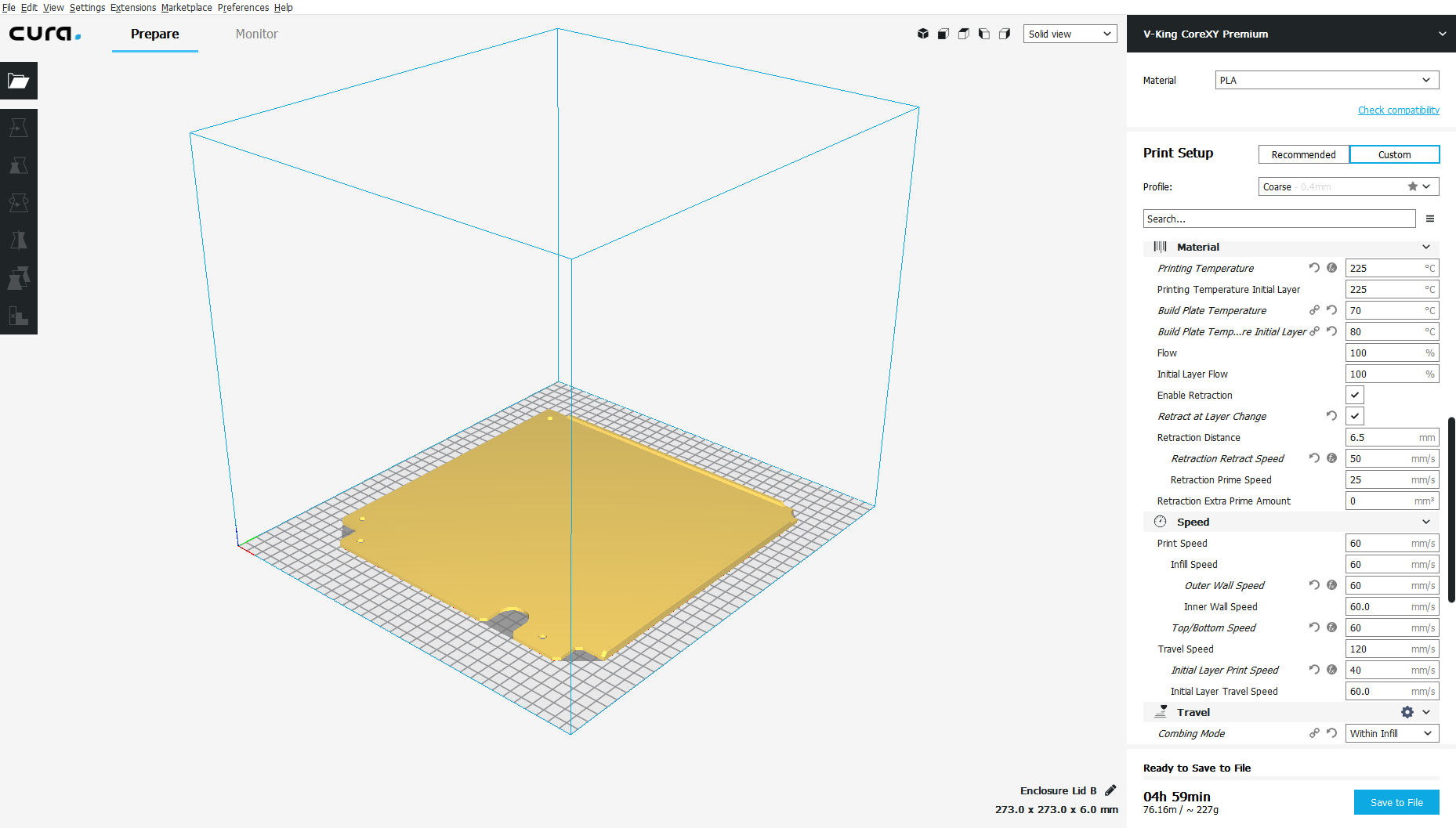
The new V-King is running good but I have blobs in start of all lines. To much filament is coming out at start it seems
With Marlin it was the opposite so I am curious if this has to do with relative extrusion?
I do have coasting enabled. Titan extruder should be calibrated good
How can I avoid this without linear advance? I am not capable to configure LA I am sorry

-
It would help to see your config.g and your slicer settings. Is the print head pausing at these points? Do you have extra prime on unretract enabled?
-
@phaedrux
No extra prime. I have retraction between the start points as I do combing within infill only; Drives
M569 P0 S1 ; Drive 0 goes forwards
M569 P1 S1 ; Drive 1 goes forwards
M569 P2 S1 ; Drive 2 goes forwards
M569 P3 S0 ; Drive 3 goes forwards
M350 Z16 I0 ; Configure microstepping without interpolation
M350 X16 Y16 E16 I1 ; Configure microstepping with interpolation
M92 X80.00 Y80.00 Z3200.00 E406.00 ; Set steps per mm
M566 X900.00 Y900.00 Z12.00 E900.00 ; Set maximum instantaneous speed changes (mm/min)
M203 X30000.00 Y30000.00 Z300.00 E9000.00 ; Set maximum speeds (mm/min)
M201 X1500.00 Y1500.00 Z20.00 E250.00 ; Set accelerations (mm/s^2)
M906 X1500.00 Y1500.00 Z500.00 E1000.00 I30 ; Set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
-
Assuming you have calibrated your steps/mm already at your desired temperature and feed rate. If not you may want to double check that.
225 is pretty hot for PLA which could lead to more oozing than normal. You may find that temperature readings might be a little different than from Marlin (every machine and firmware is slightly different). So you may want to lower that a bit.
Also are you using any
M572pressure advance value? This could cause overextrusion at the start of a line. -
Your acceleration settings M201 Z20 E250 are quite low. Same for jerk M566 Z12. This could explain a long pause at a layer change that could explain some oozing which would look like over extrusion at the layer transition.
I suggest trying M201 Z120 E3000 and M566 Z60
-
Are you quite sure the problem is too much filament at line start, not at line end? That's unusual.
-
Yes I examined this and it is at start - after retraction, so it is by pretraction...?? not a word but you get my meaning..
Actually I just came to remember i upped the extruder jerk and I read that this might cause this blob. What extruder jerk should I use on Titan extruder and 800mm bowden?
-
@pro3d said in To much filament at line-start:
Actually I just came to remember i upped the extruder jerk and I read that this might cause this blob. What extruder jerk should I use on Titan extruder and 800mm bowden?
I use a Titan with 600mm Bowden, and I have extruder jerk set to 600. I haven't tried different values.
-
This could be general over extrusion causing a high back pressure, the retract easing the pressure but then the un-retract causing a dump of excess filament at the next start.
Try seeing how far you need to reduce the extrusion multiplier to get gaps between adjacent extrusion lines then increase the factor until the gaps are a little more than just closed up. Try printing at that settong and see if it eases the issue. It's likely that your retraction settings will need reducing after doing that as they may be larger than needed to compensate for excessive back pressure.
-
@dc42 can I ask acceleration also? My prints are terrible atm
-
I have extruder acceleration set to 1000 in M201, and max extruder speed set to 3600 in M203.
-
Is your filament dry? Even PLA can be affected by moisture although it is much less than say petg or nylon. When I have excess oozing i dry out my filament in a dehydrator.
Also, what type of hotend are you using? I only have 2.6mm of retraction on my ender 3 which now has a bowden fed E3D V6 hotend and I used a printed version of a titan called a Pitan extruder.. Too much retraction can cause its own problems.
-
I am not sure of the filament but I have printed several types now and they all are terrible even if right out of the box
Hotend is e3d v6 brand new 1.75 bowden 800mm and retraction I tested from 4 to 7 mm with 6 as the starting point
Here is config as of now
M350 Z16 I0 ; Configure microstepping without interpolation
M350 X16 Y16 E16 I1 ; Configure microstepping with interpolation
M92 X80.00 Y80.00 Z3200.00 E406.00 ; Set steps per mm
M566 X900.00 Y900.00 Z60.00 E600.00 ; Set maximum instantaneous speed changes (mm/min)
M203 X30000.00 Y30000.00 Z300.00 E30000.00 ; Set maximum speeds (mm/min)
M201 X1500.00 Y1500.00 Z120.00 E3000.00 ; Set accelerations (mm/s^2)
M906 X1500.00 Y1500.00 Z500.00 E1000.00 I30 ; Set motor currents (mA) and motor idle factor in per centI then added this without any noticable difference:
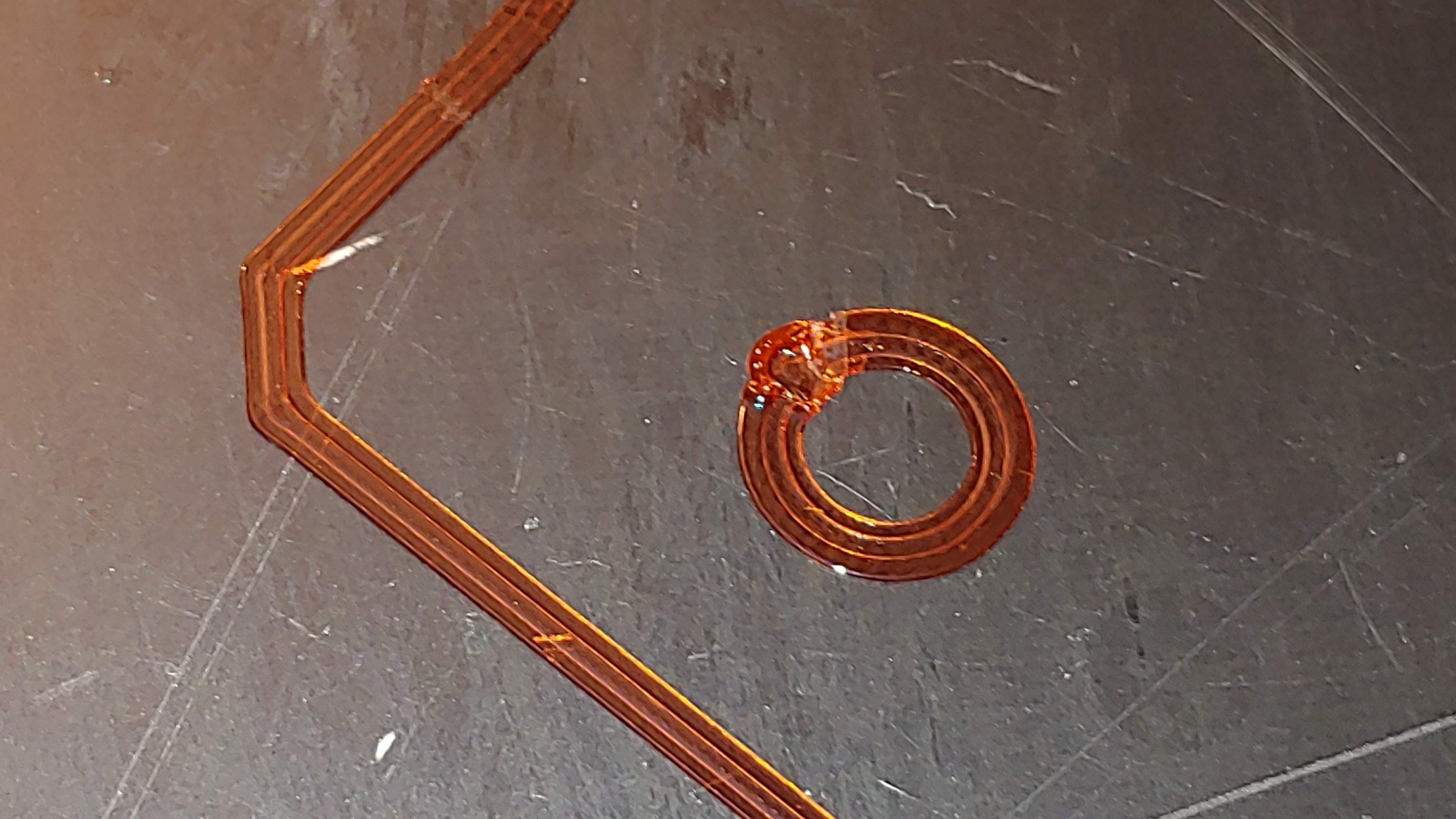
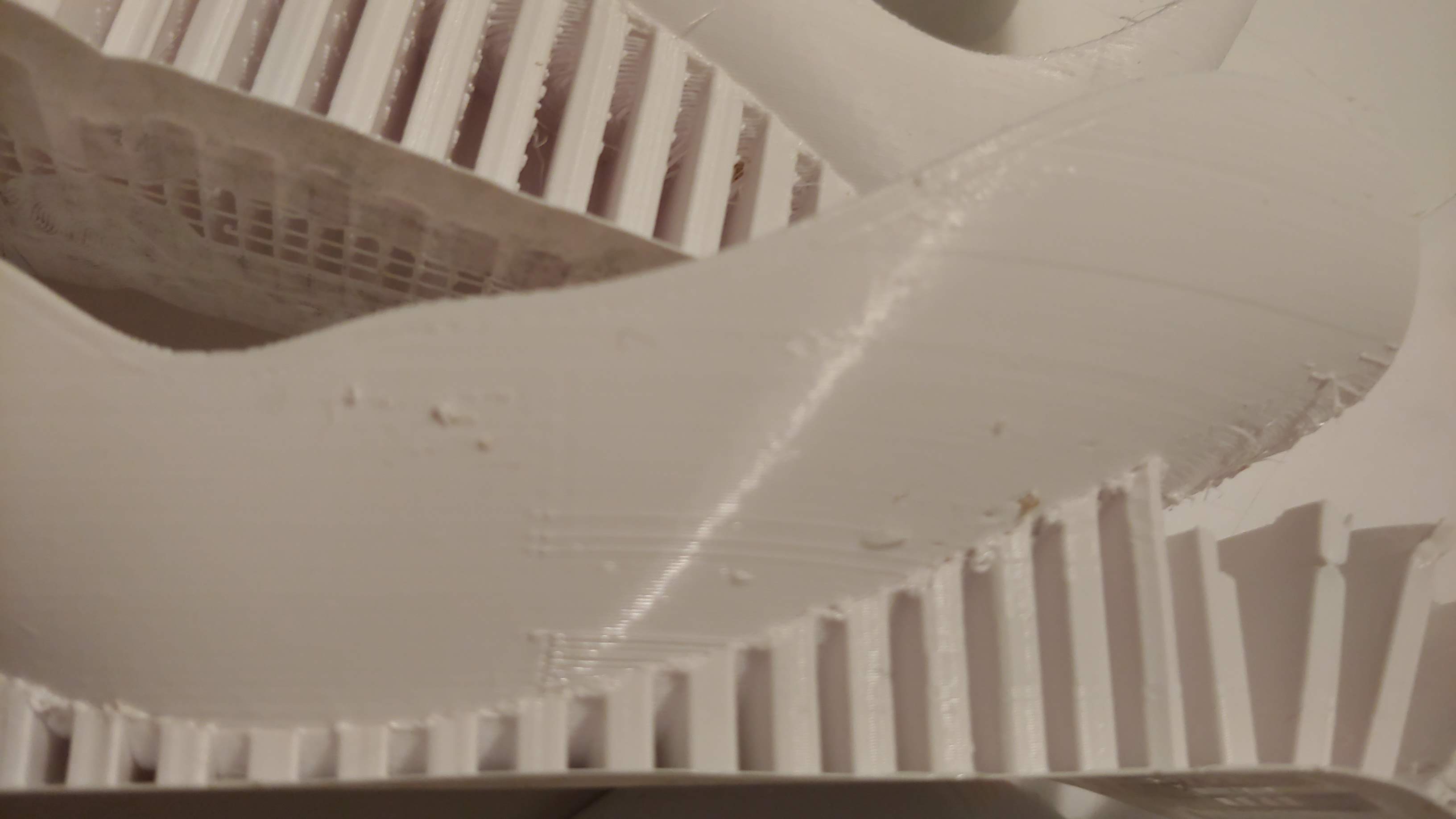
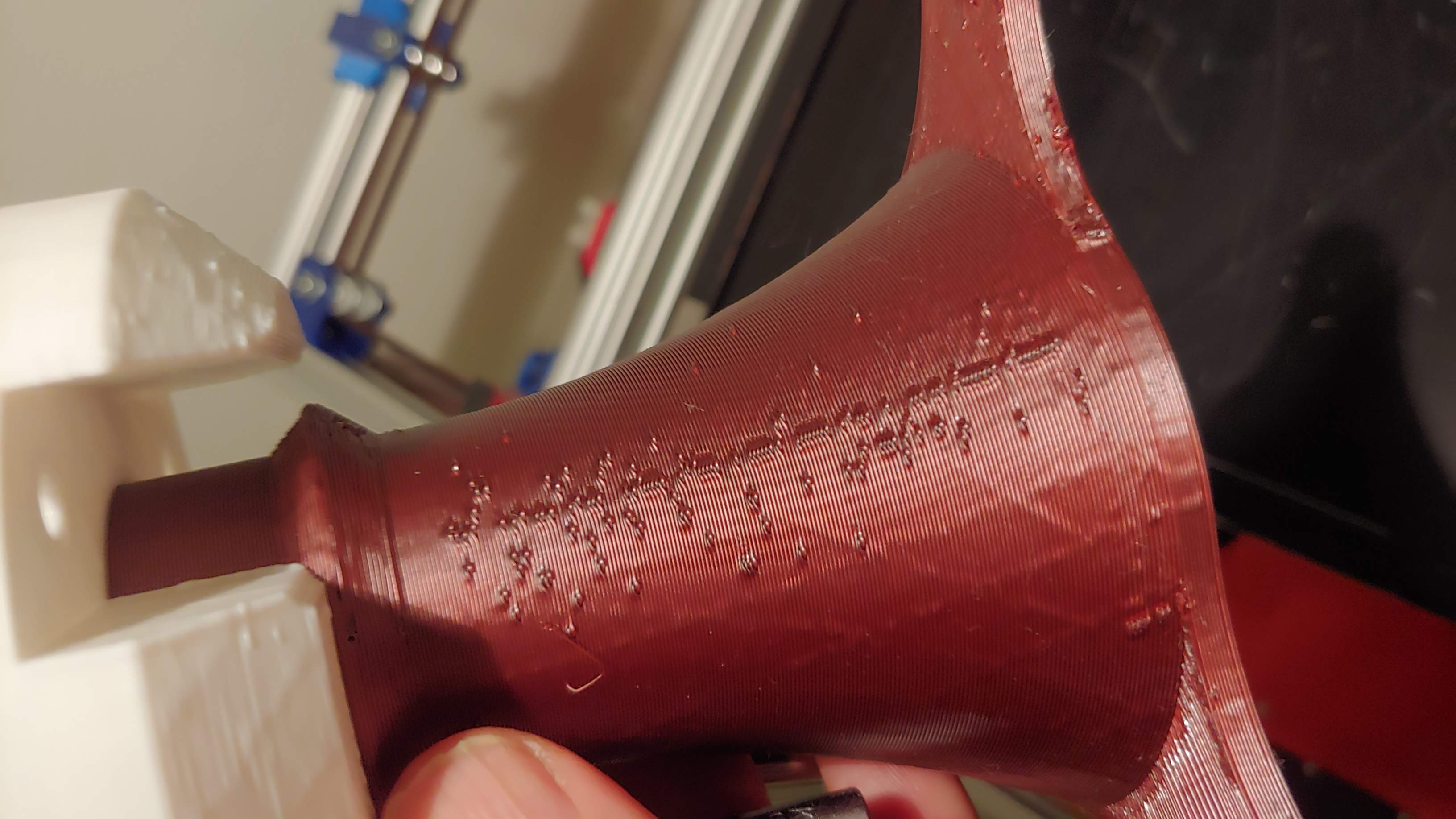
M572 D0 S0.25 ; Pressure Advancehere are some sample prints with PA activated and 5mm retract - PETG 40mms 240/85 add-North


Here some before PA with 6,5mm with 6.5mm retract - Older PETG - 240/85 50mms


-
It's hard to compare them because the photos with/without PA are of different parts (i think) taken at different magnification/zoom. The two photos of the red object look as though they would definitely benefit from pressure advance.
-
Have you tried turning off microstepping interpolation on the extruder axis?
I have had similar issues with to much filament at the start of line, I used negative unretact and PA to compensate for it in the past. Recently I saw some talk in another thread that lead me to try disabling interpolation as a possible solution.
I have only performed a quick test print last weekend but the results looked very promising, I need to perform followup testing to confirm the results.
I also changed microstepping on the extruder axis to 32 to help keep the noise from the extruder limited. -
@mabover oh.. Thanks a lot for this tip. I still fight retraction issues and have almost given up on tuning it... I will try this for sure
-
@mabover
Do you use coasting in addition to PA?