Rough area on top layers
-
Hi I have a Anycubic Predator have Duet2 Wifi and just upgraded the extruder to a BMG clone.
I have calibratet the extruder so extruder 100 mm I get 100mm
also done rectraction test and that is also perfect.But when I print first layer is very good and fine but on finish top layer gets rough but not all over, can find out what is wrong.
Here is a photo of a print the area with green is rough
Layer 0,18 - Temp 195 - Bed 50
Filament PLA
Print speed 125mm/s
Buttom layer 5
Top layer 6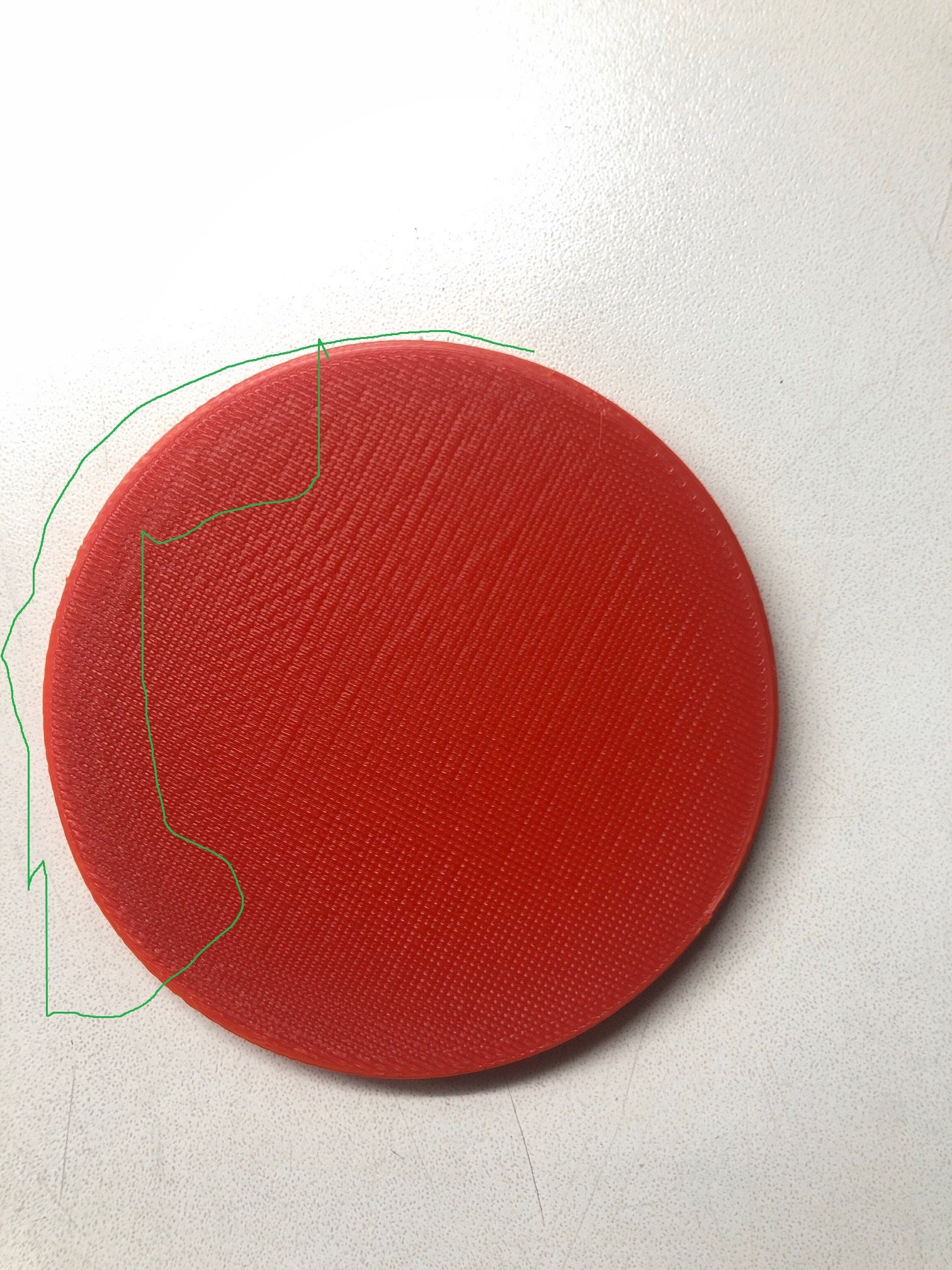
-
Rough top surface is mostly an indication of overextrusion. Try printing the same object but change the extrusion rate in DWC at say 95% and see if it makes a difference...
-
@whosrdaddy said in Rough area on top layers:
Rough top surface is mostly an indication of overextrusion. Try printing the same object but change the extrusion rate in DWC at say 95% and see if it makes a difference...
thanks I will try that
-
Hi I have tried 95% and it is alot better than before, but need a bit more.
But why is this when I extrude 100mm and get 100mm and it is off anyway ?
-
A lot depends on "how" you are extruding the filament, (ie nozzle diameter, layer height) and what filament you use.
For example for some filaments (ie PETG) I need to decrease the extrusion multiplier even though I have perfect Esteps calibration on ABS filament. I you want to do it correctly, you would need to calibrate EACH filament roll (even of the same type/brand) before you use it and adapt the Esteps, therefore, using the extrusion factor slider in DWC is easier") . By experience I know when to adapt the extrusion factor as I tend to print with a discrete set of filaments/colors.
. By experience I know when to adapt the extrusion factor as I tend to print with a discrete set of filaments/colors. -
Okay that info helps me alot thank tou very much.. I did not know I have to do that when it was same brand but I did know if I go from PLA to PETG
-
Can I use the Filament tap on the DWC to create filament with the correct Esteps/extruction ?
-
@TPJensen said in Rough area on top layers:
Can I use the Filament tap on the DWC to create filament with the correct Esteps/extruction ?
Yes that would be sensible
-
Okay I will try and see if I can get a code pieced together there will work or try
")
-
Some slicers allow you to set extrusion multiplier per filament type. Name Slic3r.
I find it a lot easier to set the E steps once with a reference filament like PLA and then adjust the extrusion multiplier in the slicer filament database. Unfortunately not every slicer has an easy way to adjust the extrusion multiplier per filament. Luckily you can use the Duet extrusion multiplier to do the same thing and could set it via the filaments functionality as well.
I find the easiest way to dial in the flow rate is to set the e steps once, and then use the duet extrusion factor to adjust it up or down during a print until it looks right. Then use that value for that filament going forward.
https://duet3d.dozuki.com/Wiki/Gcode#Section_M221_Set_extrude_factor_override_percentage
-
I think you are right... I can also do that on simplify3D and I have made 2 profiles for filament so far...
But I did Esteps with PLA and the same PLA I did print with had Rough area on it.... So just for fun I did try and print and see where the print had the best surface and smooth but I think it was much off then... the calibratet esteps was E388.21 and I found the best surface with E368.21 ? -
It's not just the distance the filament moves, it's also the diameter of the filament that will effect how much is extruded. Even small changes in diameter can cause big changes in volume; eg if you're printing with settings for 1.75mm filament, and it's actually 1.70mm, that is a difference of:
(Pi x (1.75/2) pow 2) / (Pi x (1.70/2) pow 2) x 100 = 2.405 / 2.2698 x 100 = 94.36%
ie over 5% less volume than 1.75mm. Quality filament counts! I keep getting caught out on my old printer that takes 3mm filament, by 2.8mm filament (people keep giving me old PLA as most have moved to 1.75mm), which is nearly 10% difference by volume.Lastly, softer filament will extrude differently, eg ABS. @nophead looked at this quite a few years ago on his hydraraptor blog (the oldest posts are a must-read from the early days of reprap 3D printing), though I now can't find a link to the post.
Ian
Bed-slinger - Mini5+ WiFi/1LC | RRP Fisher v1 - D2 WiFi | Polargraph - D2 WiFi | TronXY X5S - 6HC/Roto | CNC router - 6HC | Tractus3D T1250 - D2 Eth
-
Yes okay I see your point.... It can be that the filament is not the best "NO NAME" I got it with the printer and only used it for test but I see it is maybe not the best idea to use it for...
UPDATE: used premium to calibrate. Filament and before it 100 mm = E388.21 and now with multi tests and did take the advange then 100mm = E367.18