Help diagnosing my delta bed level woes
-
Good evening folks, I am having a bit if trouble with a new build. Any help is appreciated.
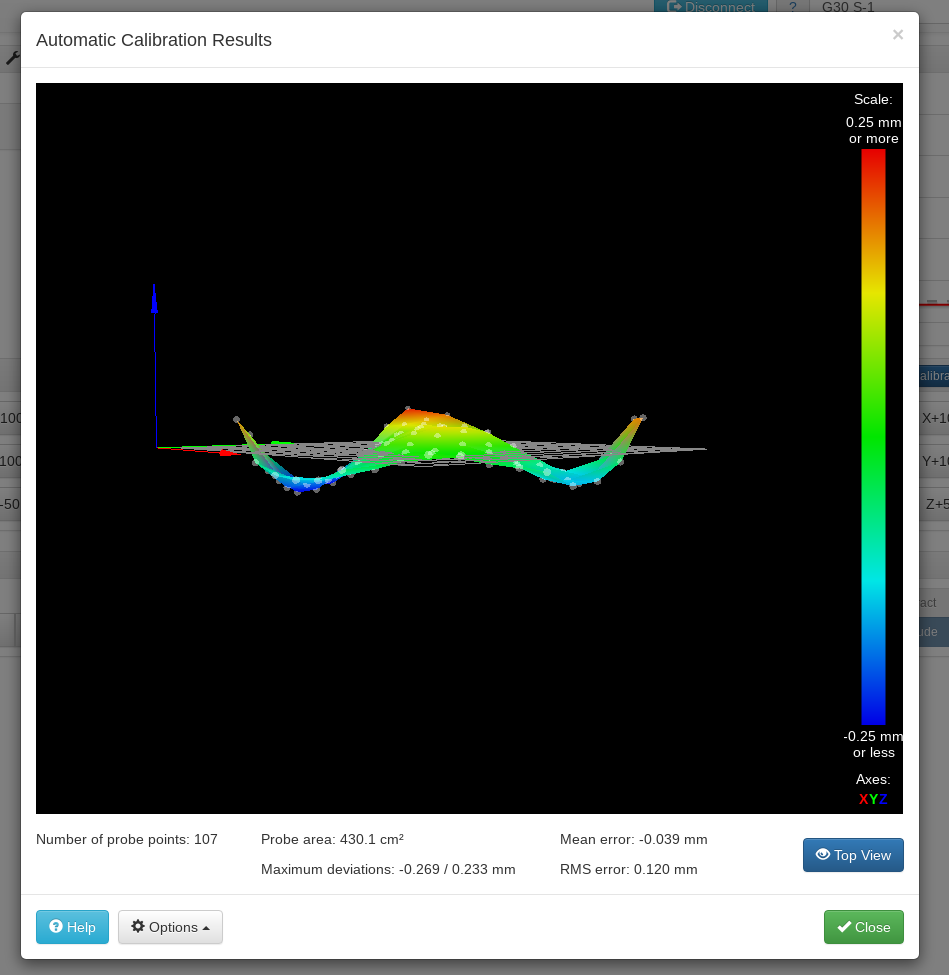
I am fairly satisfied with the build mechanically... What might be leading to the sinusoidal pattern here:
Thanks in advance,
Tim -
Is the nozzle the probe?
I'd look for something causing effector tilt. When probing this can cause similar patterns.
Please post your bed.g
With mesh turned off, what is the console log result of a G32? Something like:
G32
Calibrated 8 factors using 16 points, deviation before 0.388 after 0.074 -
By the way, nice looking build!
-
@timmo, please provide another view of the height map from a slightly elevated position, so that we can better understand the overall pattern.
Have you run auto delta calibration, and if so how many probe points and factors did you use?
-
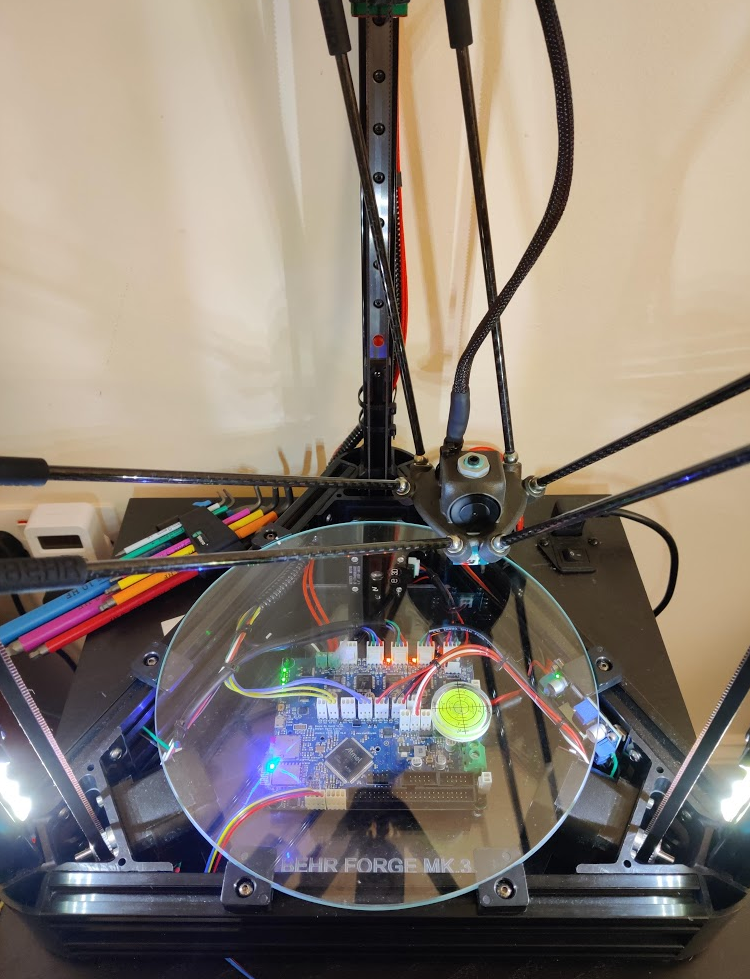
hi @timmo is the BEHR forge your own design btw?
-
- The probe is a micro switch that mounts below the nozzle (borrowed from an Anycubic branded kossel).
- Here is my bed.g file.
- I didn't pay attention to these log messages on Friday, why might the probe not be able to reach the coordinates (100, -60) and its mirror? Bed size is 240mm in diameter.
Warning: Skipping grid point (100.0, -60.0) because Z probe cannot reach it
Warning: Skipping grid point (60.0, -100.0) because Z probe cannot reach it
107 points probed, min error -0.331, max error 0.273, mean -0.112, deviation 0.124
Height map saved to file heightmap.csv
Warning: Skipping grid point (100.0, -60.0) because Z probe cannot reach it
Warning: Skipping grid point (60.0, -100.0) because Z probe cannot reach it
G32
Calibrated 8 factors using 17 points, deviation before 0.142 after 0.128I am unable to upload any images at the moment, I am getting the error message something went wrong while parsing server response.

- The top view of the height map does look irregular - most obviously two probe points are missing in one corner of the octagon. Sides of the octagon in the X and Y planes are bowed inwards slightly. I will upload an images possible.
Thanks again!
-
Hello @T3P3Tony, yes, I have plastered BEHR over most of the parts I made for this. My second name is Behrman - its an ego problem I think
-
please post your config and overwrite.
-
also this is a good read.
http://boim.com/DeltaUtil/CalDoc/Calibration.html -
Good evening @Veti, config-override.g config.g
That is a good read, thanks for sharing that!!
-
why might the probe not be able to reach the coordinates (100, -60) and its mirror
From your config.g, printable radius is 117.
M665 R135 L290 B117 H300Or your config override:
M665 L290.000:290.000:290.000 R133.311 H265.868 B117.0 X-1.335 Y-0.543 Z0.000A 100x60 unit rectangle just touches the limit of a 117 unit circle. To Scale:

-
I would generate a new bed.G file using 110-115 Radius and try again you can use the config tool for this or use the one on Eschers web page Bed file generator use 6 factor and as many points as you like I would use 10 peripheral and 6 intermediate points (you can edit the output file to change the S6 at the end to S8).
; bed.g file for RepRapFirmware, generated by Escher3D calculator ; 16 points, 6 factors, probing radius: 115, probe offset (0, 0) G30 P0 X0.00 Y115.00 Z-99999 H0 G30 P1 X73.92 Y88.10 Z-99999 H0 G30 P2 X113.25 Y19.97 Z-99999 H0 G30 P3 X99.59 Y-57.50 Z-99999 H0 G30 P4 X39.33 Y-108.06 Z-99999 H0 G30 P5 X-39.33 Y-108.06 Z-99999 H0 G30 P6 X-99.59 Y-57.50 Z-99999 H0 G30 P7 X-113.25 Y19.97 Z-99999 H0 G30 P8 X-73.92 Y88.10 Z-99999 H0 G30 P9 X0.00 Y57.50 Z-99999 H0 G30 P10 X49.80 Y28.75 Z-99999 H0 G30 P11 X49.80 Y-28.75 Z-99999 H0 G30 P12 X0.00 Y-57.50 Z-99999 H0 G30 P13 X-49.80 Y-28.75 Z-99999 H0 G30 P14 X-49.80 Y28.75 Z-99999 H0 G30 P15 X0 Y0 Z-99999 S6 -
you have a M665 H265.8 command after the M501 overwriting your overwrite.
M305 P1 T100000 B4138 R4700 ; Set thermistor + ADC parameters for heater 1
that B4138 is the default and almost certainly wrong for your thermistor.
G31 P100 X-0.8 Y0.9 Z14.23 ; Set Z probe trigger value, offset and trigger height - Probe V2
thats a strange offset. is that because of the changed effector?
btw i changed the probe on my Kossel Linear plus with this one and i am much happier.
https://de.aliexpress.com/item/32841075715.html?spm=a2g0o.productlist.0.0.3def725epnbpTZ&algo_pvid=e1290575-fb8d-4525-94eb-6b75cf2be7fa&algo_expid=e1290575-fb8d-4525-94eb-6b75cf2be7fa-0&btsid=567f548b-df48-4a1a-8768-880feb9f1e62&ws_ab_test=searchweb0_0,searchweb201602_3,searchweb201603_55 -
I have been unable to upload screenshots of the height map to the forum so I have put uploaded into a google doc here:
https://docs.google.com/document/d/12lG_zHno2UNuHDC7RJ9nZtWuhsHGS9znnXJKTbSSxZU/edit?usp=sharing@Danal and @Dougal1957 This is much more clear to me now, I have edited the bed.g file and the printer is hitting all the probe points now. Thank you
@Veti I liked the idea of the Anycubic probe when I was modelling the effector, in hindsight I would have gone with a Duet strain gauge effector. I have ordered the probe you linked, will give it a go. I have not payed much attention to the heater control yet - I'm panning to start reading about this, thank you too.
Which software parameters might be leading to the bed level pattern?
After reading the 'Calibration of Delta 3D Printers' that Veti posted I'm going to check for mechanical errors. There's not much in the way of backlash and the rods all within 10 microns of 290mm. I will check all the magnets are pressed into printed parts fully.
-
Edit: my rods are 285mm from the ball ends center to center
-
Are the joints magnetic, or something other type? The sharp curl up at the edges suggests to me that the joints are running out of movement.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 Magnetic, threaded steel balls sitting in countersunk disk magnets. There is ample clearance around the ball
joints for movement.