mesh grid compensation
-
hello to everyone
could anyone tell me how to fix this
 here are my config files
here are my config filesconfig.g
; Configuration file for Duet WiFi (firmware version 2.03)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v2.0.5 on Sun Oct 27 2019 13:47:05 GMT+0200 (Χειμερινή ώρα Ανατολικής Ευρώπης); General preferences
G21 ; Work in millimetres
G90
M83 ; ...but relative extruder moves ; send absolute coordinates...
M83 ; ...but relative extruder moves
M667 S1 ; Select CoreXY mode
M550 P"Hypercube Evo" ; set printer name; Network
M552 S1 ; enable network
M587 S"" P"" ; Configure access point. You can delete this line once connec; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; Drives
M569 P0 S1 ; physical drive 0 goes backwards
M569 P1 S1 ; physical drive 1 goes backwards
M569 P2 S1 ; physical drive 2 goes forwards Z
M569 P3 S1 ; physical drive 3 goes forwards
M584 X0 Y1 Z2 E3 ; set drive mapping
M350 X256 Y256 Z256 E256 I1 ; configure microstepping with interpolation
M92 X1280 Y1280 Z6400 E6500 ; set steps per mm
M566 X900.00 Y900.00 Z50 E120.00 ; set maximum instantaneous speed changes (mm/min)
M203 X6000.00 Y6000.00 Z300.00 E1200.00 ; set maximum speeds (mm/min)
M201 X500.00 Y500.00 Z20.00 E250.00 ; set accelerations (mm/s^2)
M906 X1000 Y1000 Z1500 E800 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X480 Y480 Z600 S0 ; set axis maxima; Endstops
M574 X1 Y1 S1 ; set active high endstops; Z-Probe
M574 Z1 S2 ; set endstops controlled by probe
M307 H3 A-1 C-1 D-1 ; disable heater on PWM channel for BLTouch
M558 P9 Z1 H5 A10 F80 T4000 B1 ;S0.004 ;R0.5 ; set Z probe type to bltouch and the dive height + speeds
G31 P30 X25 Y0 Z2.4 ; set Z probe trigger value, offset and trigger height
M557 X100:290 Y100:290 S90 ; define mesh grid; Heaters
M305 P0 T100000 B4138 R4700 ; set thermistor + ADC parameters for heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M305 P1 T100000 B4138 R4700 ; set thermistor + ADC parameters for heater 1
M143 H1 S280 ; set temperature limit for heater 1 to 280C; Fans
M106 P0 S0 I0 F500 H-1 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S1 I0 F500 H1 T45 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on; Tools
M563 P0 D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; Custom settings are not defined
; Miscellaneous
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss
T0 ; select first
M290 S-0.330
;M564 H0bed.g
; bed.g
; called to perform automatic bed compensation via G32
;
; generated by RepRapFirmware Configuration Tool v2.0.5 on Sun Oct 27 2019 13:47:05 GMT+0200 (Χειμερινή ώρα Ανατολικής Ευρώπης)
M561 ; clear any bed transform
G29 ; probe the bed and enable compensation
;M401 ; deploy Z probe if necessary
G30 P0 X30 Y30 Z-99999 ; define 4 points in a clockwise direction around the bed, starting near (0,0)
G30 P1 X30 Y190 Z-99999
G30 P2 X190 Y190 Z-99999
G30 P3 X190 Y10 Z-99999
G30 P4 X100 Y100 Z-99999 S0 ; finally probe bed centre, and calculate compensation
M402 ; retract the Z probe
G1 X30 Y30 F5000 ; move the head to the corner (optional)
G29 S1homeall.g
; homeall.g
; called to home all axes
;
; generated by RepRapFirmware Configuration Tool v2.0.5 on Sun Oct 27 2019 13:47:05 GMT+0200 (Χειμερινή ώρα Ανατολικής Ευρώπης)G91
M280 P3 S160 I1 ; Alarm Release and Push-Pin UP just in case it's in alarm and deployed
;M402 ; Retract probe just in case it's down
M564 H0
G1 Z5 F6000 S2 ; lift Z relative to current position
G1 S1 X-480 F4000 ; move quickly to X and Y axis endstops and stop there (first pass)
G1 S1 Y-480 f4000
G1 X5 Y5 F6000 ; go back a few mm
G1 S1 X-480 F360
G1 S1 Y-480 F360 ; move slowly to X and Y axis endstops once more (second pass)
G90 ; absolute positioning
G1 X220 Y220 F6000 ; go to first bed probe point and home Z
G30 ; home Z by probing the bed
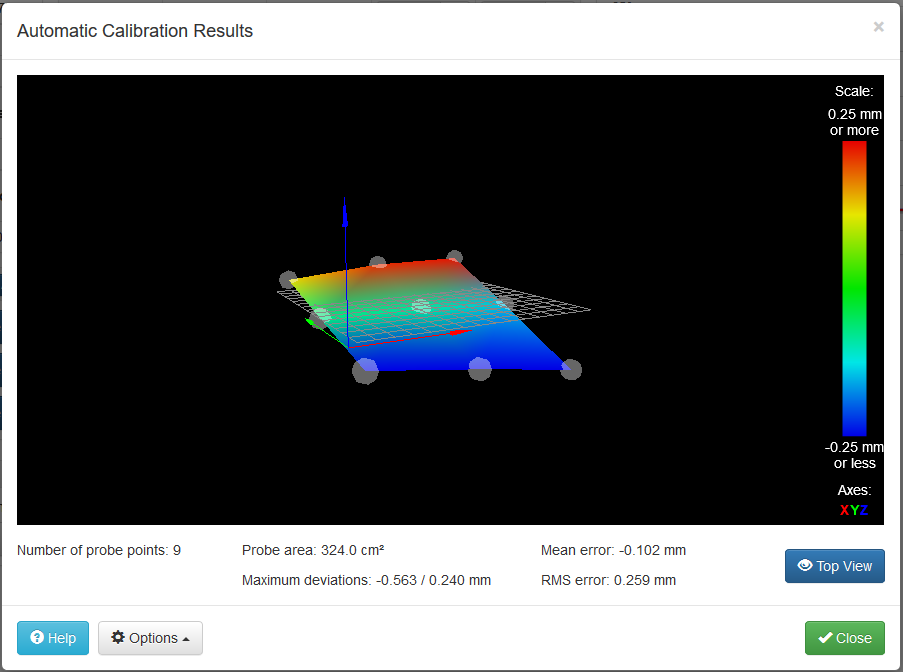
G29 S1height map
RepRapFirmware height map file v2 generated at 2019-11-23 19:35, min error -0.563, max error 0.240, mean -0.102, deviation 0.259
xmin,xmax,ymin,ymax,radius,xspacing,yspacing,xnum,ynum
100.00,290.00,100.00,290.00,-1.00,90.00,90.00,3,3
-0.253, -0.399, -0.563
-0.071, -0.087, -0.144
0.129, 0.226, 0.240please help
Thank you in advance -
@akisjon is that an acurate representation of how level your bed/gantry is? maybe the bed is not level?
-
i think the bed is centered correctly, i have measured both sides of x and y and are the same distances, i have put a spirit level on the bed and is aligned...you say can be responsible gantry level? the commands into g files are right?
-
@akisjon said in mesh grid compensation:
i think the bed is centered correctly
Your bed should be levelled. In 3D printing, this means it must be in level with the XY-plane of the printhead. That plane constitutes of the movement along the X and Y axes. For the moment, I assume that your BLtouch returns reliable data - then, you can imagine the coloured part of your height map to be the plane of your printhead, the grid being the plane of your print bed.
That’s what has caught @T3P3Tony’s attention: it looks like both planes are not in synch. with each other. With a spirit level, you get the bed in parallel with a flat earth, but never exactly to the same height with your print head at all points it can move to.
So, the first thing to do is to level your bed as is described here. After that, run your mesh grid compensation, but then, please, use some more probing points: with just nine of them, you won’t come too far.
-
@akisjon said in mesh grid compensation:
i have measured both sides of x and y and are the same distances
Talking ‘bout centering the bed: it looks like the center of the coloured height map does not match with the center of your print bed. This can have two reasons:
-
The tip of your nozzle can reach positions beyond the printable area. Then, the center is not at X240 Y240. Instead, you must determine the min./max. coordinates of your printable area first and then calculate the center coordinates from these.
-
The BLtouch has an offset to the nozzle - you must take that into account, too.
-
-
@infiniteloop said in mesh grid compensation:
I assume that your BLtouch returns reliable data
i used and other one bltouch from the second printer and i has similar results...
i have to look how to straighten the bed and gandry.
Thanks a lot for your answers -
@akisjon said in mesh grid compensation:
i have to look how to straighten the bed and gandry.
I don’t know your printer, so maybe you should do that, but the main question remains: Did you level your bed as described here before you generate a mesh grid?
-
@infiniteloop said in mesh grid compensation:
Did you level your bed as described here before you generate a mesh grid?
with this guide, no i don't ,because I thought that is only for manual bed leveling and not for bltouch and I didn't read it
-
@akisjon Give it a try! Manual bed levelling is less "manual" than it sounds, it's quite comfortable. Finally, to probe a mesh, a levelled bed is a fundamental prerequisite.
-
Hello
I need help again because I can not make sense of it, I have rebuilt the z crane I have put a third axle, now the motion is smoother, added glass on bed , I have made the cables of bltouch (ver.3.0) twisted and the results are worse than before with previous board (mega 2560) with Inductive Sensor it worked well, I ask for your help
Thank you in advancebed.g
G28 ; home
M401 ; deploy Z probe
G30 P0 X30 Y100 Z-99999 ; probe near an adjusting screw
G30 P1 X30 Y250 Z-99999 ; probe near an adjusting screw
G30 P2 X30 Y400 Z-99999 ; probe near an adjusting screw
G30 P3 X200 Y400 Z-99999 ; probe near an adjusting screw
G30 P4 X400 Y400 Z-99999 ; probe near an adjusting screw
G30 P5 X400 Y250 Z-99999 ; probe near an adjusting screw
G30 P6 X400 Y100 Z-99999 ; probe near an adjusting screw
G30 P7 X250 Y100 Z-99999 ; probe near an adjusting screw
G30 P8 X225 Y235 Z-99999 S3 ; probe near an adjusting screw and report adjustments needed
M402 ; retract probeconfig.g
; Configuration file for Duet WiFi (firmware version 2.03)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v2.0.5 on Sun Oct 27 2019 13:47:05 GMT+0200 (Χειμερινή ώρα Ανατολικής Ευρώπης); General preferences
G21 ; Work in millimetres
G90
M83 ; ...but relative extruder moves ; send absolute coordinates...
M83 ; ...but relative extruder moves
M667 S1 ; Select CoreXY mode
M550 P"Hypercube Evo" ; set printer name; Network
M552 S1 ; enable network
M587 S"COSMOTE-483A22" P"" ; Configure access point. You can delete this line once connec; enable network
M586 P0 S1 ; enable HTTP
M586 P1 S0 ; disable FTP
M586 P2 S0 ; disable Telnet; Drives
M569 P0 S1 ; physical drive 0 goes backwards
M569 P1 S1 ; physical drive 1 goes backwards
M569 P2 S1 ; physical drive 2 goes forwards Z
M569 P3 S1 ; physical drive 3 goes forwards
M584 X0 Y1 Z2 E4 ; set drive mapping
M350 X256 Y256 Z256 E256 I1 ; configure microstepping with interpolation
M92 X1280 Y1280 Z6400 E6500 ; set steps per mm
M566 X900.00 Y900.00 Z290 E120.00 ; set maximum instantaneous speed changes (mm/min)
M203 X6000.00 Y6000.00 Z900.00 E1200.00 ; set maximum speeds (mm/min)
M201 X500.00 Y500.00 Z400.00 E250.00 ; set accelerations (mm/s^2)
M906 X1000 Y1000 Z1500 E800 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout; Axis Limits
M208 X0 Y0 Z0 S1 ; set axis minima
M208 X450 Y470 Z900 S0 ; set axis maxima; Endstops
M574 X1 Y1 S1 ; set active high endstops; Z-Probe
M574 Z1 S2 ; set endstops controlled by probe
M307 H3 A-1 C-1 D-1 ; disable heater on PWM channel for BLTouch
M558 P9 Z1 H5 A10 F160 T5000 ;S0.004 ;R0.5 ; set Z probe type to bltouch and the dive height + speeds
G31 P80 X25 Y50 Z0.2 ; set Z probe trigger value, offset and trigger height
M557 X100:400 Y100:400 S50 ; define mesh grid; Heaters
M305 P0 T100000 B4138 R4700 ; set thermistor + ADC parameters for heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M305 P1 T100000 B4138 R4700 ; set thermistor + ADC parameters for heater 1
M143 H1 S280 ; set temperature limit for heater 1 to 280C; Fans
M106 P0 S0 I0 F500 H-1 ; set fan 0 value, PWM signal inversion and frequency. Thermostatic control is turned off
M106 P1 S1 I0 F500 H1 T45 ; set fan 1 value, PWM signal inversion and frequency. Thermostatic control is turned on; Tools
M563 P0 D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; Custom settings are not defined
; Miscellaneous
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss
T0 ; select first
M290 S-0.330
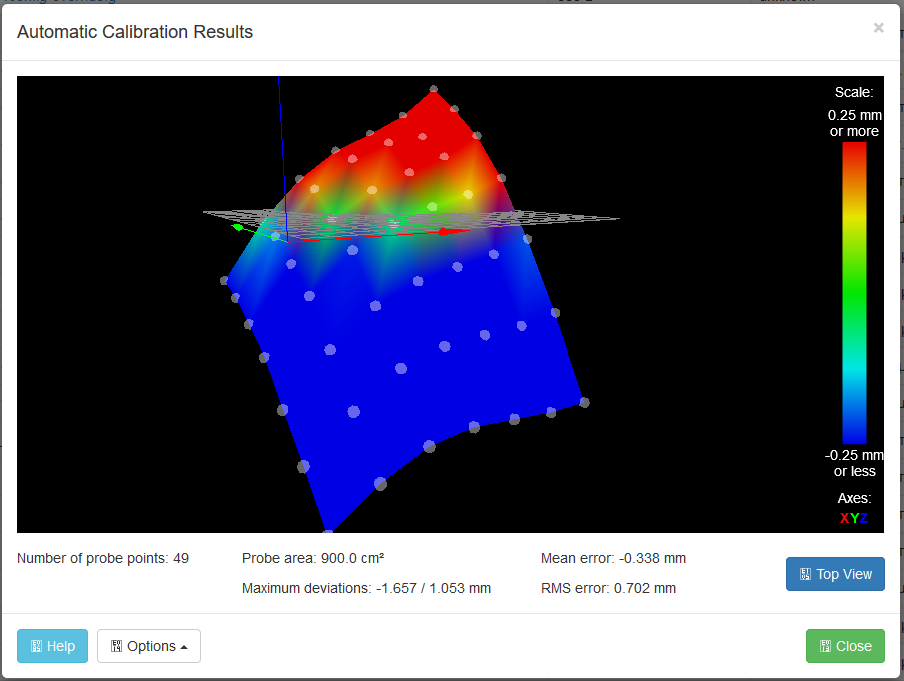
;M564 H0heightmap.csv
RepRapFirmware height map file v2 generated at 2019-12-15 11:29, min error -1.839, max error 1.072, mean -0.343, deviation 0.741
xmin,xmax,ymin,ymax,radius,xspacing,yspacing,xnum,ynum
100.00,400.00,100.00,400.00,-1.00,50.00,50.00,7,7
-1.839, -1.556, -1.394, -1.342, -1.271, -1.342, -1.411
-1.430, -1.152, -0.927, -0.842, -0.817, -0.813, -0.780
-1.194, -0.850, -0.579, -0.447, -0.379, -0.319, -0.251
-0.923, -0.506, -0.215, -0.054, 0.047, 0.127, 0.235
-0.760, -0.339, -0.004, 0.197, 0.316, 0.443, 0.588
-0.617, -0.132, 0.224, 0.456, 0.570, 0.699, 0.900
-0.519, -0.035, 0.311, 0.541, 0.680, 0.831, 1.072 -
@akisjon said in mesh grid compensation:
M290 S-0.330
Why are you setting babystepping in your config.g?
-
What type of printer is this?
-
@Phaedrux Think it is a Hypercube Evo, looking at his M550
P.
-
@Phaedrux M667 CoreXY
-
@akisjon said in mesh grid compensation:
M558 P9 Z1 H5 A10 F160 T5000
The Z1 is deprecated, so remove that.
G31 P80 X25 Y50 Z0.2
The recommended P value for the BLTouch is P25.
Your Z trigger height is very low. When the BLTouch is mounted as described in the Antclabs instructions the base of the probe body should be 8mm above the nozzle tip. This results in a trigger height of ~2mm.
Not that any of that would solve the tilt in your bed.
You say you have 3 lead screws now with 3 motors? Are you doing automatic leveling?
https://duet3d.dozuki.com/Wiki/Bed_levelling_using_multiple_independent_Z_motors
-
@Phaedrux said in mesh grid compensation:
You say you have 3 lead screws now with 3 motors? Are you doing automatic leveling?
3 lead screws and 1 motor
-
@akisjon Have you leveled the bed frame on the lead screws before belting them together? Does your bed have it's own leveling adjustments?
-
@Phaedrux said in mesh grid compensation:
Have you leveled the bed frame on the lead screws before belting them together? Does your bed have it's own leveling adjustments?
no it does not have its own screws on the bed but i think this effect is not a crooked bed . does it have to do with the settings? ,Before i tying them to the strap, i ll check each one with the fixed points of the printer
-
@akisjon said in mesh grid compensation:
i think this effect is not a crooked bed
I think that's exactly what you have. The display exaggerates the amount of tilt. The difference is only 2.5mm from low point to high point. You should be able to verify that by moving the nozzle around the bed with and without mesh compensation active.
How do you plan to level the bed if you don't have adjustment screws for the bed surface and only 1 motor with 3 lead screws?
-
@Phaedrux said in mesh grid compensation:
You should be able to verify that by moving the nozzle around the bed with and without mesh compensation active.
as you will understand i'm pretty much unrelated to this guy tell me how to do it? will i just click disable bed compension....and then ? as far as screws i'll put them back on, i had them removed to put spacers