Help: Temp Sensors and Homing Issues
-
Are you sure you have the correct steps per mm setup?
You haven't posted your homing files so I'm not sure what is happening.
This guide might help you with commissioning.
https://duet3d.dozuki.com/Guide/Ender+3+Pro+and+Duet+Maestro+Guide+Part+3:+Commissioning/39
-
Here are some files and Picts
The pict is of the EndStops it had and what was replaced (Note: Blue OE Endstops caused issue with duet wifi board as it did not lite up the wifi module. New Reds were put in place of OE and they do function as i have verified by depressing the switch to confirm LED is Lit
homez.g
homey.g
homex.g
homeall.ghttps://drive.google.com/open?id=1BvQQBr_iJN2ME9zpgPtFf6wbL-SgPlJE
-
Ok, so the red endstop would be active low switch.
I think based on what you've said, and all the endstops are the same type, the endstop configuration should be.
M574 X1 Y2 Z1 S0That's X on the low end of travel (x- to the left), Y on the high end of travel (Y+ to the back).
Can you confirm that when you job the axis around that -x moves to the left, -y moves to the front? If they move in the opposite direction you'll need to reverse the motor direction in the M569 command for that motor.
Your homing files would need to change the direction of the Y travel, as right now they have Y moving to the negative to home.
Can you confirm that your Y endstop is at the back of the printer and not the front?
M92 X80.00 Y80.00 Z4000.00 E420.00 ; set steps per mmYour steps per mm for Z is very likely incorrect. 4000 is the default. 400 is more likely, but you would either need to get the value used in the stock machine, or you'd need to know the specs of the leadscrew to know how much movement you get from a single rotation of the screw. ie. the lead.
-
Fixed endstops still does not home, lowered steps per mm X, Y And Z seem to give minimal movement.
X Axis travels right not Left when homed
Y Axis travels correctly but is slow and jerks Z to travel up or down when homed
Z Axis travels up about 10mm then lowers 10mm when homed -
@94118 said in Help: Temp Sensors and Homing Issues:
X Axis travels right not Left when homed
-
Via the console, please enter M564 H0. This allows movement prior to homing.
-
Via the console, please enter G90 G1 X10.
Does X move in the direction you expect? Positive?
-
If YES, then remove the negative signs (on the X commands only) in your homex.g file.
-
If NO, then change your config.g statement M569 P0 S0 to M569 P0 S1, reset, the printer, and retry the above.
Y Axis travels correctly but is slow and jerks Z to travel up or down when homed
Slow: In homey.g change G1 H1 Y-215 F1800 to G1 H1 Y-215 F6000
Z travel: There are commands in homey.g to make this happen. If you don't want Z to move take them out.
Z Axis travels up about 10mm then lowers 10mm when homed
It is probably more like 5mm, because that's what is in the homez.g file. I'm not 100% sure, but I believe this is because the endstops are triggered all the time. Therefore, it will take getting the endstop configuration correct to fix this.
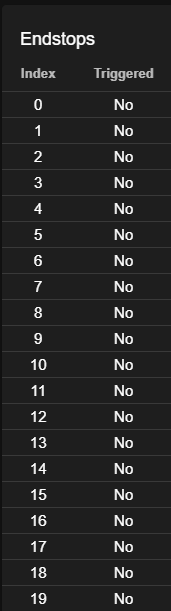
In duet web console, click on "machine specific" and then look for the sub-screen shown below. All (ALL) the endstops should say "no". Press each endstop with your finger. That one individual endstop should say "yes" when pressed. Until this is true, nothing else will work.
-
-
AND, your homeall.g is completely wrong. It should be:
G91 G1 Z5 F800 H2 ; Lift z so we don't crash
M98 P"homey.g"
M98 P"homex.g"
M98 P"homez.g"And nothing else.
-
@Danal said in Help: Temp Sensors and Homing Issues:
AND, your homeall.g is completely wrong. It should be:
G91 G1 Z5 F800 H2 ; Lift z so we don't crash
M98 P"homey.g"
M98 P"homex.g"
M98 P"homez.g"And nothing else.
That's one way to do homeall.g, but not the only one. The point of having homeall.g is that you can take some shortcuts when you know you are homing all the axes. For example, you can lift Z only once, and on Cartesian and CoreXY machines you can home X and Y simultaneously.
When debugging homing, it's best to debug homing each axis separately, X and Y before Z. When they are working individually, move on to home all 3 with a single G28 command.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 said in Help: Temp Sensors and Homing Issues:
@Danal said in Help: Temp Sensors and Homing Issues:
AND, your homeall.g is completely wrong. It should be:
G91 G1 Z5 F800 H2 ; Lift z so we don't crash
M98 P"homey.g"
M98 P"homex.g"
M98 P"homez.g"And nothing else.
That's one way to do homeall.g, but not the only one. The point of having homeall.g is that you can take some shortcuts when you know you are homing all the axes. For example, you can lift Z only once, and on Cartesian and CoreXY machines you can home X and Y simultaneously.
When debugging homing, it's best to debug homing each axis separately, X and Y before Z. When they are working individually, move on to home all 3 with a single G28 command.
Agreed. I probably should have said "a more clear way for debugging" instead of "completely wrong"...
")
-
Now i need help with the temp sensors:
As you know my hotend is a mk10 with K Type Thermistor that screws into block Currently show NO Read
I have tried everything i can to get this fixed and cannot get it to sense. (i.e Jumper wire between both terminals of the K Type Daughter board, wired in fuse to VSSA e1 and e0 Ground daughter board shows no fault via leds. been trying to get the firmware to talk to the daughter board and are having no luck current status shows NA.Second i have a 24v 180W Silicone heat pad for the bed from keenovo they use the NTC100K thermistor however i cannot get this read correctly (current status is -273)
my paneldue shows no read or 0 for both bed and hotend
-
-
It looks like you updated to reprapfirmware 3 without updating your config.g. Substantial changes are required for RRF3.
You'll need to either redo your config files using the online configurator tool, or revert to 2.05.
I think it would be best to stick with 2.05 until you have everything working before making the jump to RRF3.
-
Reflashed entire firmware to 2.05 cannot home my axis, Hotend thermistor still does not read as well as my bed still states -273 their is NO Shorts or loose wires with either of them.
-
[0_1581127980987_config.zip](Uploading 100%) here is a copy of my current config files. i need to control these files like simplfy 3d with my Flashforge creator (i.e. X to home right, Y to Home Back, and Z to raise the bed)
-
zip files won't work. just copy and paste the contents.
-
I did do a copy and paste:
z is grinding when in the home position which is Raised to 0. any news about fixing my temp sensors -
@94118 said in Help: Temp Sensors and Homing Issues:
I did do a copy and paste:
Copy and paste the contents of the files into a forum post.
You've uploaded them earlier. Have they changed since then?
-
@94118 said in Help: Temp Sensors and Homing Issues:
any news about fixing my temp sensors
The issues presented seem like wiring issues. Are you using extension cables at all? Are the crimps good?
-
@94118 said in Help: Temp Sensors and Homing Issues:
z is grinding when in the home position which is Raised to 0
I'm not sure what that means. Raised by 0.
-
my z axis is at the top of the printer hitting my z endstop and loud grinding this happens every time i home the z and have to trigger an emergency stop and reset. Wiring is solid All Crimps and Ferrells i can send a current pict.(https://drive.google.com/open?id=1C2ZJ8UMBzF1jl2yiAGesEVCoj4MjkdAC)
-
@94118 said in Help: Temp Sensors and Homing Issues:
my z axis is at the top of the printer hitting my z endstop and loud grinding this happens every time i home the z
; homeall.g ; called to home all axes ; ; generated by RepRapFirmware Configuration Tool v2.1.8 on Thu Feb 06 2020 14:52:27 GMT-0800 (Pacific Standard Time) G91 ; relative positioning G1 H2 Z5 F6000 ; lift Z relative to current positionAt the start of the homing files there is usually a Z move to lift the Z axis to get it out of the way for travel. perhaps this is what's running it into the endstop?
But if that's the case, then I think you have the direction of the Z motor incorrect, because that Z move should be moving the bed AWAY from the endstop, not into it.