Need options for a large heated bed.
-
Hi,
I am building a 850x850x900 printer with a floating gantry running on Duet of course. I'm mostly done and it prints already but I still need to add a large heated bed. I have a 800x800 110v heater on order but I have yet to find a building plate. Right now I'm test printing on a piece of formica and it is less then ideal.
My understanding is that a mic 6 aluminum plate it the best option but I'm assuming that this is also because most folks have moving beds and are trying to keep the weight down. My bed is stationary, weight is not an issue.
Is there a more economical way to get a flat bed if weight is not an issue?
-
This calculator will give you a pretty accurate estimate of the bed heat-up time. 110V to heat an 800x800 bed is liable to end up taking a long time to heat. On 110VAC you can usually run no more than about 1500W before you start blowing circuit breakers. The rest of the machine takes maybe 200W, leaving you with 1200-1300 maximum for the bed heater. If you're going to print PLA with the bed at 70C it may take around 10 minutes to heat up. If you want to print ABS at 110C it will take about double that time.
MIC6 is good because it is milled flat and conducts heat well, so heating will be as uniform as you can get. An 800x800 piece might sag a bit under its own weight, but if you're using a sensor and flatness compensation it won't matter.
Here's a 300x300x8 mm MIC6 plate with a 750W heater set to 100C:
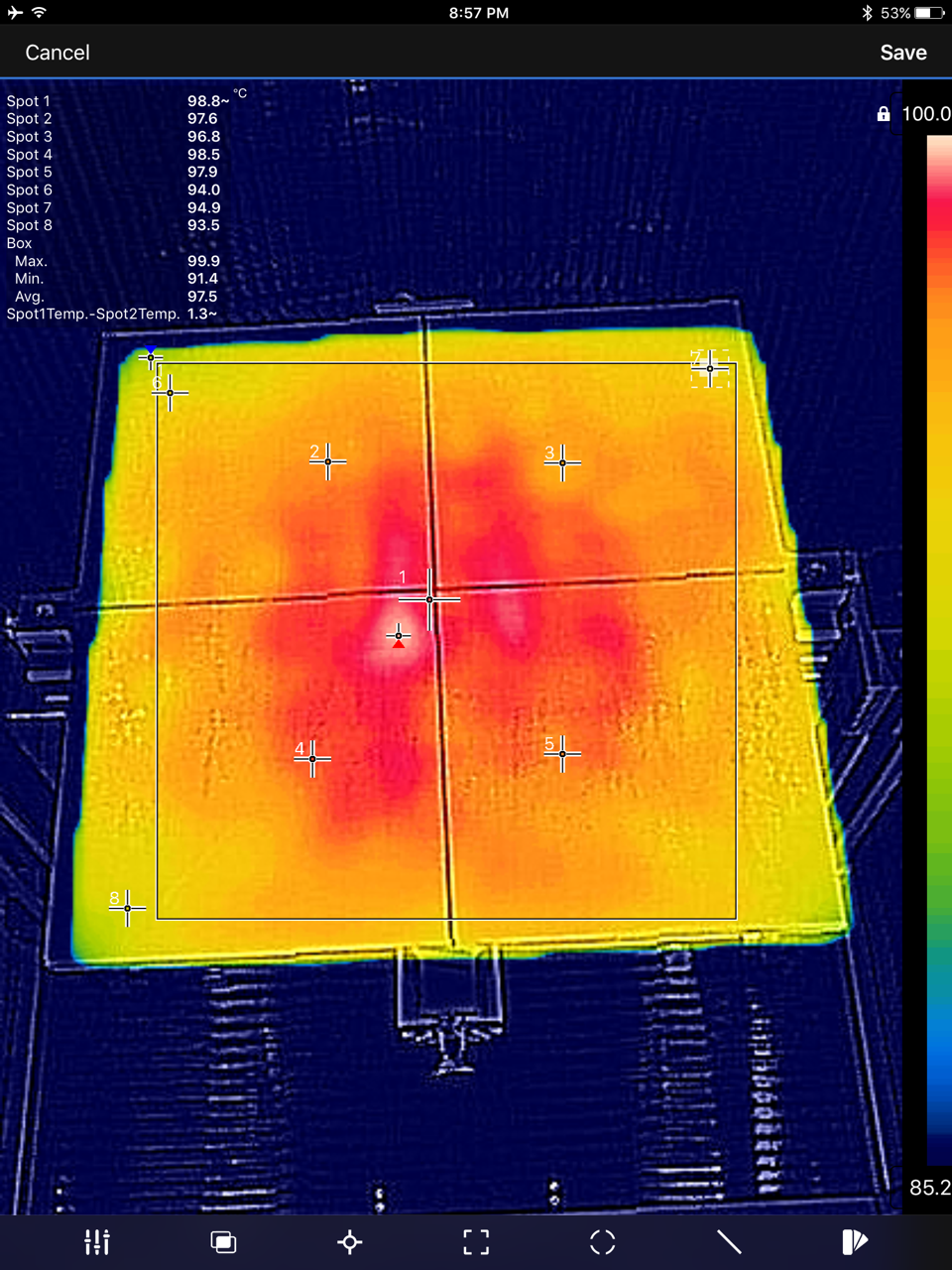
Some small drop-off around the edges/corners but not enough to keep prints from sticking.
-
@mrehorstdmd I have the heater on order. 2700 watt 110v, will be on a dedicated circuit. I won't trip the breakers.
I have that covered. I need to figure out the most economical build plate for that size.
-
@jdumoulin I just checked. It will be on a 30 amp breaker so my load will max out at 80% capacity of the breaker
-
@mrehorstdmd
How thick do you think I should go for 850x850? -
800mm is about 31 inches. MIC6 or similar plate material is going to come in 24 or 36, and you are going to need 36.
A 1/4" (6.35mm) 36x36 piece of MIC6 is going to be $350 to $450 shipped. A 0.635" (16mm) 36x36 is going to be in the $650 area.
Have you considered glass? I am running a 6mm thick, 605mm piece of glass on my big delta that sells for $40 as a tabletop. VERY flat (you can look at reflected images), works quite well. I have a custom heater stuck on the bottom, directly on the glass. A lot of people doubt this works, because glass is not known for conducting heat... All I can say is that it works very well.
I print on hairspray on glass most of the time. Occasionally on purple gluestick, or blue tape, or Kapton Tape. ALWAYS on SOMETHING because I don't want a print to take a chunk out of the glass as it gets removed.
This has worked VERY well for some years.
Just something to think about/experiment with.
Delta / Kossel printer fanatic
-
@jdumoulin You don't happen to live in the Milwaukee or Minneapolis areas do you? If so, Howard Precision Metals sells MIC6 cutoffs for $2 per lb. A 6mm plate thats 800 x 800 would probably be about 30 lbs of metal so about $60...

-
I've always wondered about using self leveling concrete.
-
@Phaedrux I don't think it would give a very flat surface without some grinding or polishing.
-
@Phaedrux said in Need options for a large heated bed.:
I've always wondered about using self leveling concrete.
That's really spooky that you mentioned that. I just used a self levelling compound for the first time. I did the floor inside my printer "booth" which is inside my garage. The floor had a slope of about 16mm from the highest point to the lowest point. The booth is only about 1 square metre in area - roughly 1.2 wide by 0.8 front to back.
There are different grades, depending on how thick you need it. Use the right one for the job. Measure the amount of water to add with a measuring jug - don't guess - it needs to be a fairly precise amount. Use a mixing paddle on an electric drill (slow speed) and mix it in a big container (those big floppy builders buckets are ideal).
Did it work? Well I guess it depends on your definition of "level". If the definition is flat and smooth, then yes. If the definition of level is truly horizontal, then no. Well actually yes and no. After pouring it in and letting it set, I checked with a level and still had a 2 to 3mm slope. Much better than the 16mm I started with but not truly horizontal. So my conclusion is that it still needs a bit of help with a smoothing trowel to get it somewhere near, rather than simply pouring it in and letting it "do its' own thing". Maybe the stuff that is designed to be used for lower thicknesses would be less viscous so might run better? Dunno? As I said, that was my first and only attempt and if I did again, I would put some marks on the wall and use a smoothing trowel to get it somewhere near.
Edit. Having read the above - no it wouldn't be level (as in flat) enough to use as a print surface without some "lapping" or grinding.
Edit 2. It's flat within about 1mm over 1 m^2 - not 0.1mm
")
-
@Danal I think I am going to give glass a try. My cr-10 s5 has a glass bed on top of an aluminum bed and it does quite well.
Thanks
-
@mrehorstdmd North Carolina....that is a good deal!
-
@jdumoulin Sometimes it pays to live in the rust-belt. I get t-slot from local scrap yards, too.
-
@deckingman said in Need options for a large heated bed.:
After pouring it in and letting it set, I checked with a level and still had a 2 to 3mm slope. Much better than the 16mm I started with but not truly horizontal.
Perhaps it shrunk a little, and the thicker sections shrunk more?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 said in Need options for a large heated bed.:
@deckingman said in Need options for a large heated bed.:
After pouring it in and letting it set, I checked with a level and still had a 2 to 3mm slope. Much better than the 16mm I started with but not truly horizontal.
Perhaps it shrunk a little, and the thicker sections shrunk more?
That's a possibility. Although I'd have thought that if it shrunk, it might have come away from the battens that I put around the edges to form a "bunded enclosure", and there is no sign of that having happened. It set quite quickly so I thinks it's more likely a combination of that and the rather viscous nature of the "thick use" type product. As I said, if I did it again, I'd get it somewhere near with a smoothing trowel before letting it "do it's own thing".
-
Use Borosilicate Glass and for that size of build platform consider using 10-12mm. I have a 300 x 600 printer I had tried aluminum that didn't work the expansion of aluminum is too great.....I tried granite....it was much better but the glass is the best
-
@percar Borosilicate Glass in 800mm x 800mm would cost me about $600.
I decided to give a regular 1/4” glass plate a try at $55.
Good results so far.
-
@percar f you use a kinematic mount, the expansion doesn't cause any problems.
-
@jdumoulin said in Need options for a large heated bed.:
Borosilicate Glass in 800mm x 800mm
What nozzle size are you going to use? For those sizes, you will need to extrude a lot of plastic.
-
@zapta I am using a super volcano with 1mm right now mounted on a hermera. I want to try the 1.4. Yes it pushes a lot of plastic.