BLV Bed size 410x410 Wont use full bed
-
I can't get it to use the full bed on Bed mesh. Offset from my X endstop to edge of bed is 15mm. Y endstop is at the edge of the bed. It starts correctly about 5 mm onto bed at the X axis and correctly on the Y axis. Won't go all the way across the X. Stops 100mm shy and same with the Y.
; Configuration file for Duet 3 (firmware version 3)
; executed by the firmware on start-up
;
; generated by RepRapFirmware Configuration Tool v3.1.3 on Tue Jun 16 2020 08:02:01 GMT-0700 (Pacific Daylight Time); General preferences
G90 ; send absolute coordinates...
M83 ; ...but relative extruder moves
M550 P"Duet 3" ; set printer name
M669 K1 ; select CoreXY mode; Drives
M569 P0.0 S0 ; physical drive 0.0 goes forwards
M569 P0.1 S1 ; physical drive 0.1 goes forwards
M569 P0.2 S0 ; physical drive 0.2 goes forwards
M569 P0.3 S0
M569 P0.4 S1
M569 P0.5 S1 ; physical drive 0.3 goes forwards
M584 X0.0 Y0.1 Z0.2:3:4 E0.5 ; set drive mapping
M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation
M92 X80.00 Y80.00 Z400.00 E415.00 ; set steps per mm
M566 X900.00 Y900.00 Z60.00 E120.00 ; set maximum instantaneous speed changes (mm/min)
M203 X9000.00 Y9000.00 Z480.00 E3600.00 ; set maximum speeds (mm/min)
M201 X2500.00 Y2500.00 Z20.00 E1000.00 ; set accelerations (mm/s^2)
M906 X950 Y950 Z950 E950 I30 ; set motor currents (mA) and motor idle factor in per cent
M84 S30 ; Set idle timeout
M671 X20:20:400 Y70:360:200 S0.5 ; leadscrews at rear left, front middle and rear right; Axis Limits
M208 X15 Y0 Z0 S1 ; set axis minima
M208 X425 Y410 Z465 S0 ; set axis maxima; Endstops
M574 X1 S1 P"!io0.in" ; configure active-high endstop for low end on X via pin !io0.in
M574 Y1 S1 P"!io1.in" ; configure active-high endstop for low end on Y via pin !io1.in
M574 Z1 S2 ; configure Z-probe endstop for low end on Z; Z-Probe
;M950 S0 C"io7.out" ; create servo pin 0 for BLTouch
;M558 P9 C"^io7.in" H5 F120 T6000 ; set Z probe type to bltouch and the dive height + speeds height + speeds
;G31 P500 X-40 Y-10 Z6 ; set Z probe trigger value, offset and trigger height
M557 X20:430 Y0:410 S20 ; define mesh grid
Z-Probe
M558 P8 C"^io7.out"
G31 P500 X-20 Y0 Z.05; Heaters
M308 S0 P"temp0" Y"thermistor" T100000 B4008 ; configure sensor 0 as thermistor on pin temp0
M950 H0 C"out0" T0 ; create bed heater output on out0 and map it to sensor 0
M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit
M140 H0 ; map heated bed to heater 0
M143 H0 S120 ; set temperature limit for heater 0 to 120C
M308 S1 P"temp1" Y"thermistor" T100000 B3950 ; configure sensor 1 as thermistor on pin temp1
M950 H1 C"out1" T1 ; create nozzle heater output on out1 and map it to sensor 1
M307 H1 B0 S1.00 ; disable bang-bang mode for heater and set PWM limit
M143 H1 S300; Fans
M950 F0 C"out7" Q500 ; create fan 0 on pin out7 and set its frequency
M106 P0 S1 H-1 ; set fan 0 value. Thermostatic control is turned off
M950 F1 C"out8" Q500 ; create fan 1 on pin out8 and set its frequency
M106 P1 S1 H-1 ; set fan 1 value. Thermostatic control is turned off
M950 F2 C"out9" Q500 ; create fan 2 on pin out9 and set its frequency
M106 P2 S1 H-1 ; set fan 2 value. Thermostatic control is turned off; Tools
M563 P0 D0 H1 F0 ; define tool 0
G10 P0 X0 Y0 Z0 ; set tool 0 axis offsets
G10 P0 R0 S0 ; set initial tool 0 active and standby temperatures to 0C; Custom settings are not defined
; Miscellaneous
M575 P1 S1 B57600 ; enable support for PanelDue
M911 S10 R11 P"M913 X0 Y0 G91 M83 G1 Z3 E-5 F1000" ; set voltage thresholds and actions to run on power loss
M501; bed.g
; called to perform automatic bed compensation via G32
;
; generated by RepRapFirmware Configuration Tool v3.1.1 on Thu Jun 04 2020 11:20:24 GMT-0700 (Pacific Daylight Time)
;M561 ; clear any bed transform
;G29 ; probe the bed and enable compensation
G28 ; home
;M401 ; deploy Z probe
G30 P0 X20 Y70 Z-99999 ; probe near an adjusting screw
G30 P1 X20 Y400 Z-99999 ; probe near an adjusting screw
G30 P2 X400 Y200 Z-99999 S3 ; probe near an adjusting screw and calibrate 3 motors;M402 ; retract probe
-
These are the errors I am receiving.
8/16/2020, 8:11:20 PM G29
420 points probed, min error -1.870, max error 2.013, mean -0.023, deviation 1.049
Height map saved to file heightmap.csv
8/16/2020, 8:11:20 PM Warning: Skipping grid point (420.0, 400.0) because Z probe cannot reach it
8/16/2020, 8:09:25 PM Warning: Skipping grid point (420.0, 380.0) because Z probe cannot reach it
8/16/2020, 8:09:25 PM Warning: Skipping grid point (420.0, 360.0) because Z probe cannot reach it
8/16/2020, 8:07:22 PM Warning: Skipping grid point (420.0, 340.0) because Z probe cannot reach it
8/16/2020, 8:07:22 PM Warning: Skipping grid point (420.0, 320.0) because Z probe cannot reach it
8/16/2020, 8:05:10 PM Warning: Skipping grid point (420.0, 300.0) because Z probe cannot reach it
8/16/2020, 8:05:10 PM Warning: Skipping grid point (420.0, 280.0) because Z probe cannot reach it
8/16/2020, 8:02:49 PM Warning: Skipping grid point (420.0, 260.0) because Z probe cannot reach it
8/16/2020, 8:02:49 PM Warning: Skipping grid point (420.0, 240.0) because Z probe cannot reach it
8/16/2020, 8:00:21 PM Warning: Skipping grid point (420.0, 220.0) because Z probe cannot reach it
8/16/2020, 8:00:20 PM Warning: Skipping grid point (420.0, 200.0) because Z probe cannot reach it
8/16/2020, 7:57:43 PM Warning: Skipping grid point (420.0, 180.0) because Z probe cannot reach it
8/16/2020, 7:57:43 PM Warning: Skipping grid point (420.0, 160.0) because Z probe cannot reach it
8/16/2020, 7:54:56 PM Warning: Skipping grid point (420.0, 140.0) because Z probe cannot reach it
8/16/2020, 7:54:56 PM Warning: Skipping grid point (420.0, 120.0) because Z probe cannot reach it
8/16/2020, 7:52:02 PM Warning: Skipping grid point (420.0, 100.0) because Z probe cannot reach it
8/16/2020, 7:52:02 PM Warning: Skipping grid point (420.0, 80.0) because Z probe cannot reach it
8/16/2020, 7:49:03 PM Warning: Skipping grid point (420.0, 60.0) because Z probe cannot reach it
8/16/2020, 7:49:03 PM Warning: Skipping grid point (420.0, 40.0) because Z probe cannot reach it
8/16/2020, 7:45:48 PM Warning: Skipping grid point (420.0, 20.0) because Z probe cannot reach it
8/16/2020, 7:45:48 PM Warning: Skipping grid point (420.0, 0.0) because Z probe cannot reach it -
@mrenz999 said in BLV Bed size 410x410 Wont use full bed:
Offset from my X endstop to edge of bed is 15mm.
@mrenz999 said in BLV Bed size 410x410 Wont use full bed:
M208 X15 Y0 Z0 S1 ; set axis minima
If the endstop is off the edge of the bed by 15mm, your M208 minima should be -15.
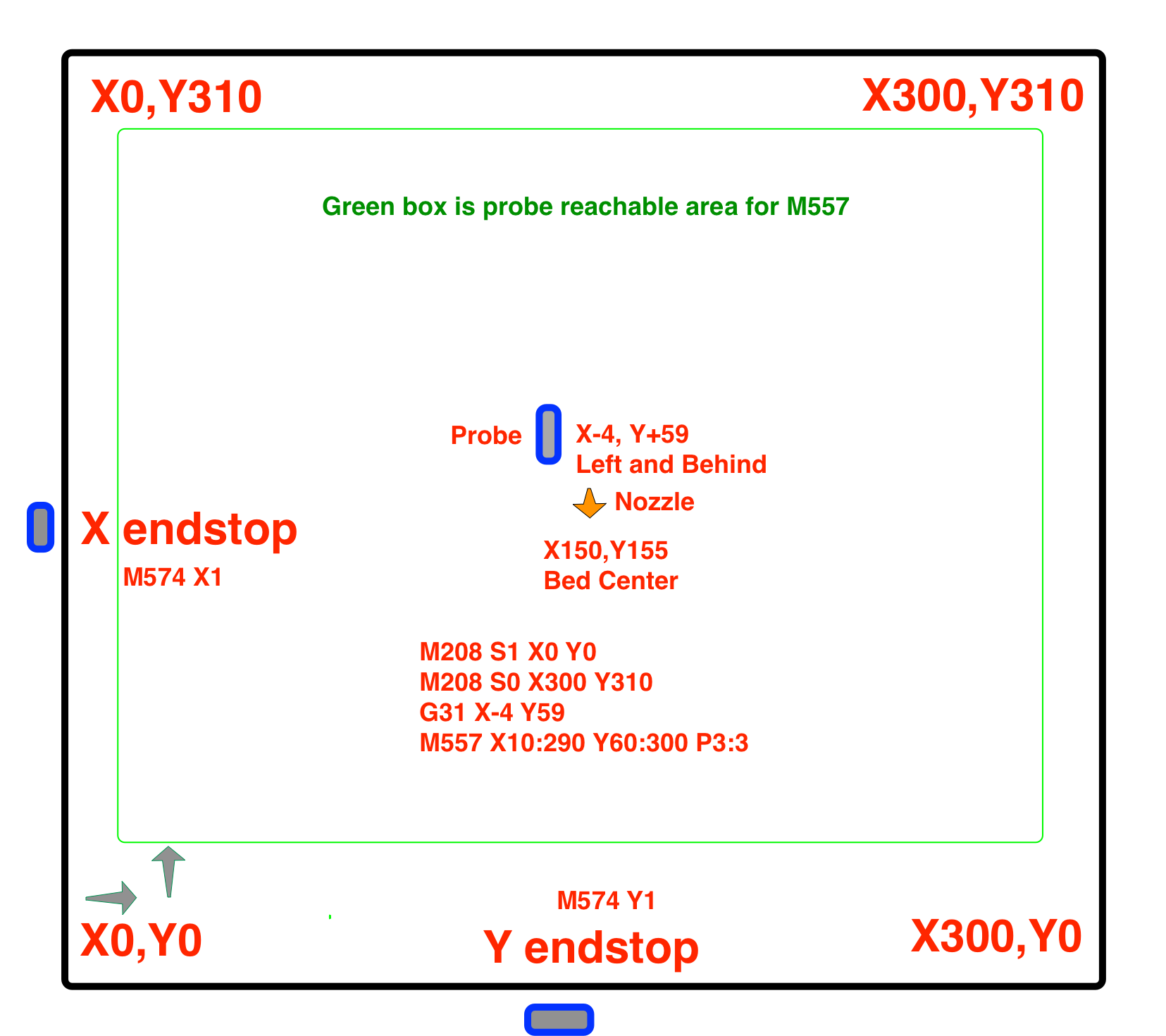
I find the best way to map out the true extents of the bed is to move the nozzle to the front left corner of the bed and then send G92 X0 Y0. Then send M564 S0 to allow movement outside the axis limits and jog your head left over to touch the X endstop, the current X coordinate should be your M208 minima and would be negative. Then jog all the way over to the other end of X to find your X maxima. Do the same for Y.
Then use this method to find your probe offset for G31.
https://duet3d.dozuki.com/Wiki/Test_and_calibrate_the_Z_probe#Section_Measuring_Probe_X_Y_OffsetThen for your M557 to maximize the reachable area of the probe, take your M208 and subtract/add your G31 offset to find the reachable extent of the probe. That will clear up those errors. It's basically saying it can't reach where you're asking it to probe.
-
@Phaedrux So when I am setting up the Screws, 3 Z screws, and I am putting in their position. Do I put them at -X for the amount they are offset from the bed ?
-
@mrenz999 Yes. As close as you can estimate anyway. The more accurate you are, the quicker it will converge, but you'll probably still need 2 or 3 iterations regardless.