Smart effector first layer issues
-
We will get there I had weeks of this!
-
ALright, I followed the sequense discribed above, afterwards run a mesh compensation with similar result
-
Ok add the 2mm back to M665 H run the macro again please then G29
-
This should be a delta calibration issue I guess. Probably the delta radius or so
-
@Lakeman
We change the height based off of the Z0 yesterday so adding it back to rule that outAlso send M672 see what it spits out
-
Added 2mm
Ran the macro and g29:
m672
Error: M672: No program bytes provided -
Run the macro then delta calibrate then G29 sorry Dopy moment here
-
@Lakeman
Wasn't sure it talks back that's fine -
Ok. Done the macro again,
G32
Calibrated 6 factors using 16 points, (mean, deviation) before (1.067, 0.643) after (0.000, 0.063)
G29:
-
m665
Diagonals 440.480:440.480:440.480, delta radius 231.706, homed height 420.175, bed radius 185.0, X 0.287°, Y 0.164°, Z 0.000°m666
Endstop adjustments X0.28 Y0.16 Z-0.44, tilt X0.00% Y0.00% -
@Lakeman This is a good page for visualising the effects of the delta (M665) parameters: http://boim.com/DeltaUtil/CalDoc/Calibration.html
I'd guess your delta radius is wrong. Set up and run autocalibration. See https://duet3d.dozuki.com/Wiki/Calibrating_a_delta_printerEdit: never mind, you got there!
Ian
-
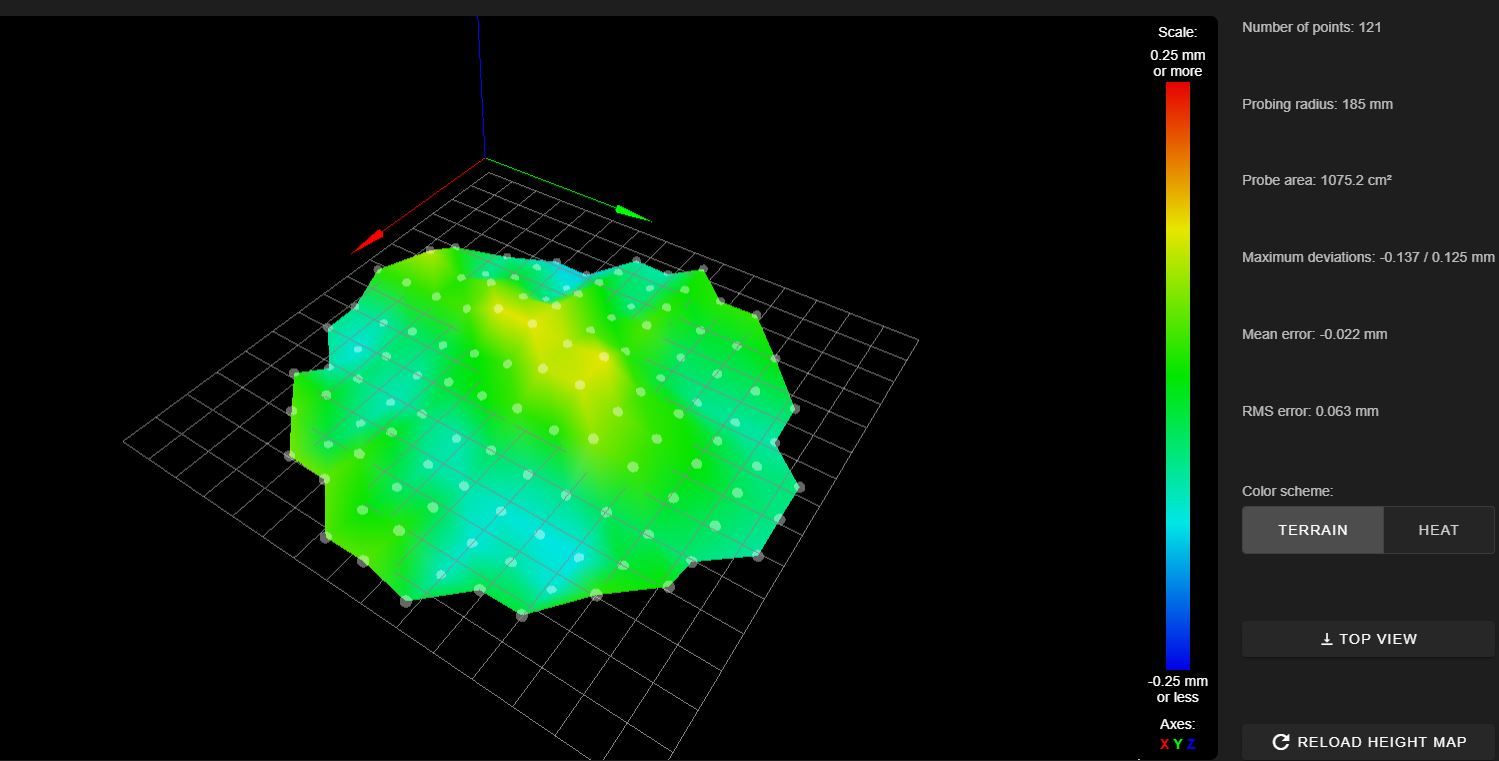
I entered the values of the delta calibration in the config file, ran the macro and G29:
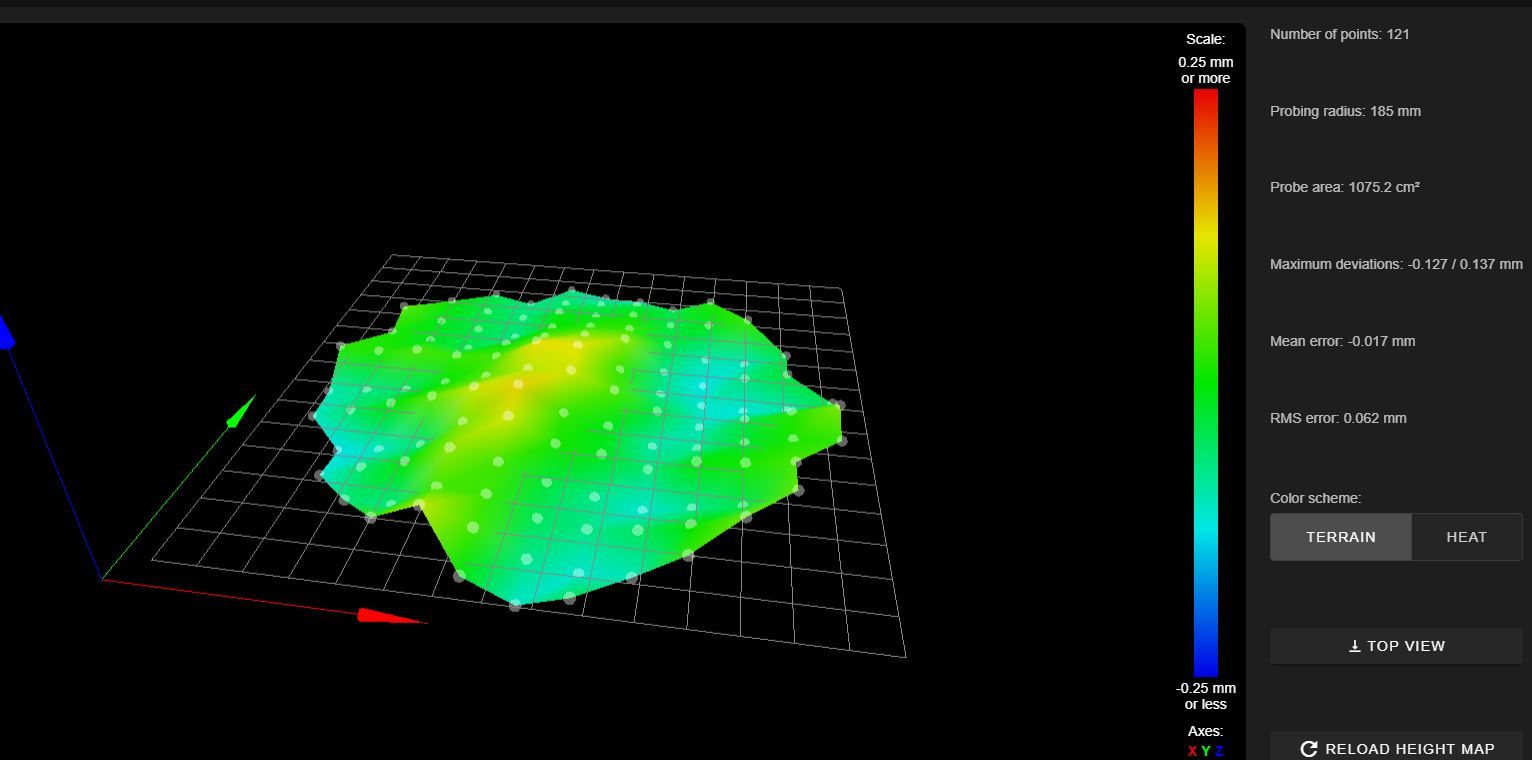
-
@Lakeman
that looks better notice your radius is some 8mm bigger
I would think about resetting your sensitivity back to default also
M672 S131:131 up to you but I've never seen any benefit to adjusting it with the stock bed
or of a config-override on a delta when you do a calibration before a print
Try a print ? fingers crossed ? -
I tried printing after this, no succes...
I will set the sensetivity back and try again -
@Lakeman
Where are you based in the world ? -
Germany

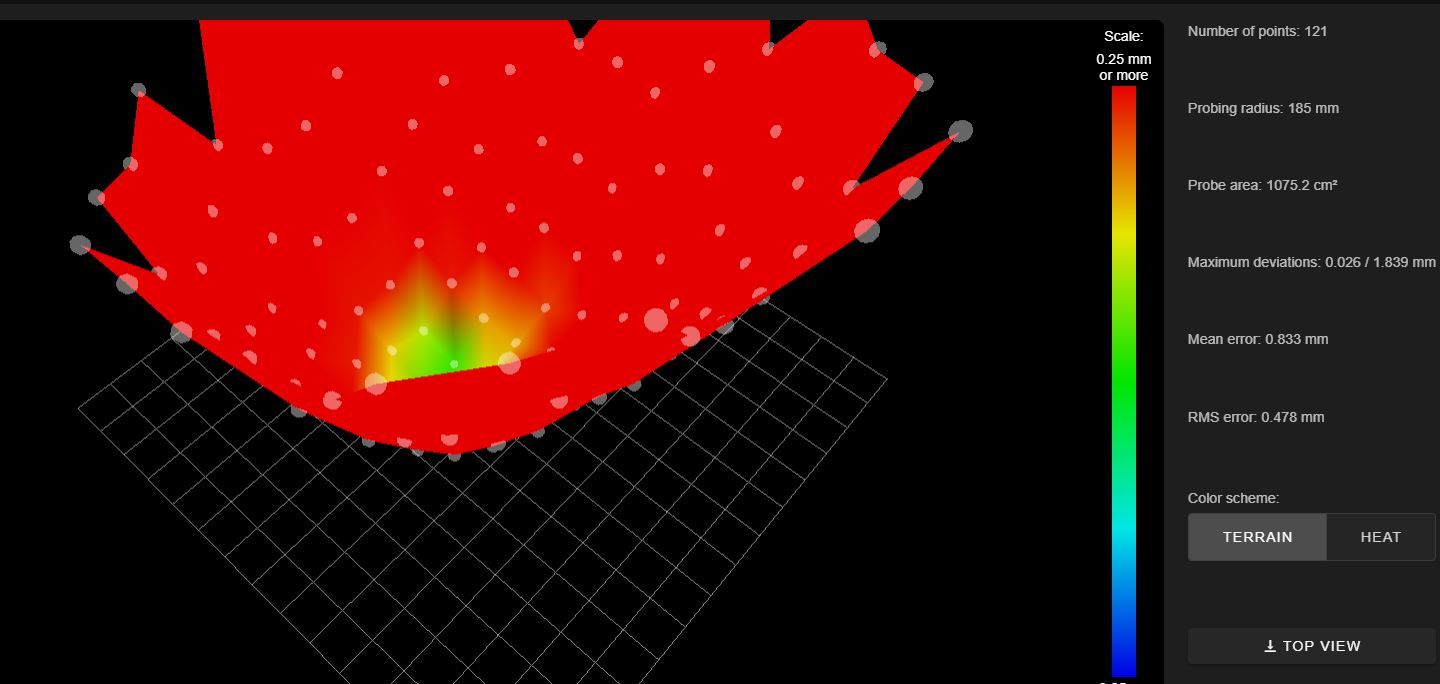
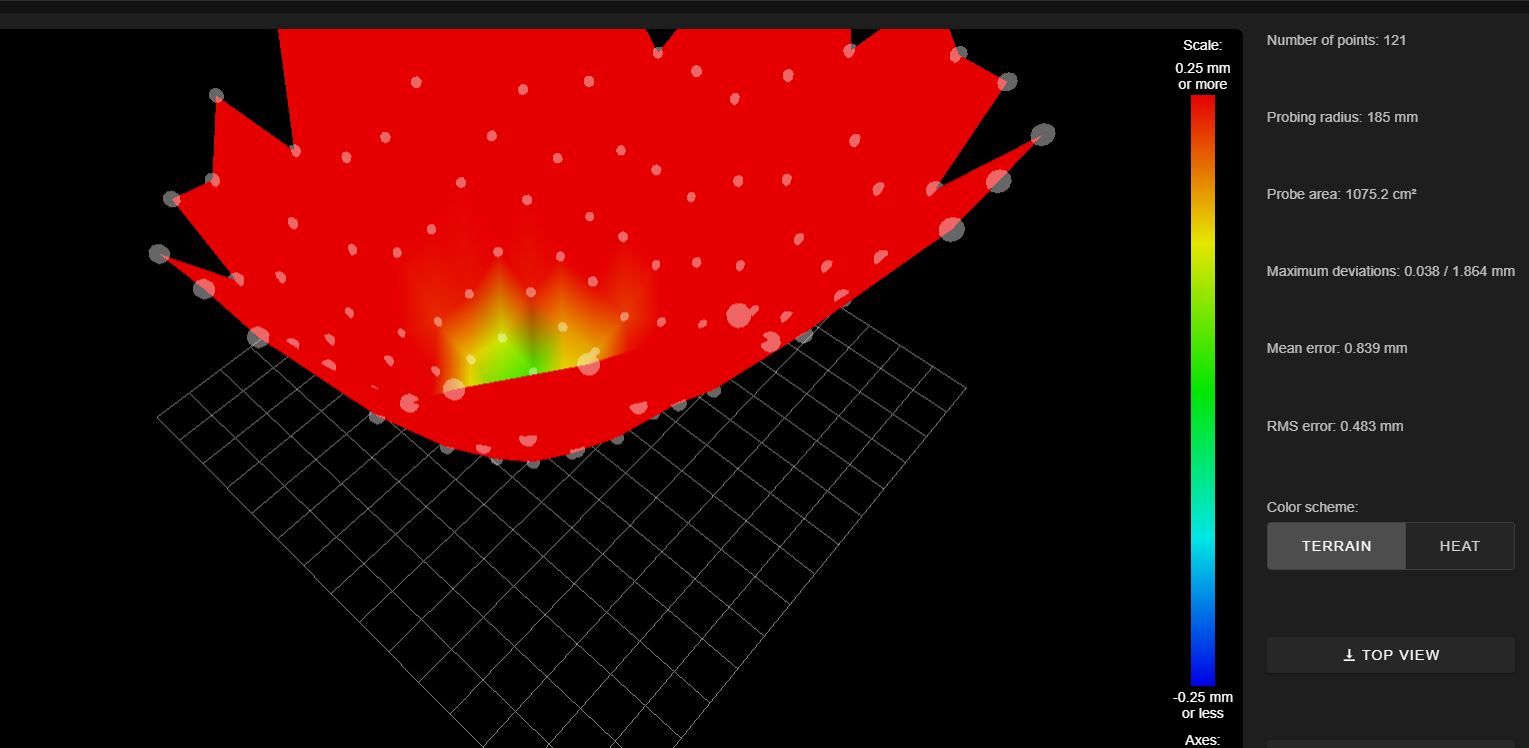
Failed again. The weird thing for me is that is is to close at one point, and to high 5mm further. It is so local that calibrition can hardly be a problem. Maybe I should go with an even finer mesh setting, but the original predator did not have a super fine mesh and had no problems at all....
-
Long shot...
Can you measure the carriage spacing and then effector spacing of the ball jointsor unclip the effector and line it up it to the carriage on all towers ?
-
If they are fine
Heat bed to 60c 130c hotend home then calibrate Z0.1 see if it goes to that position after calibration. -
@Carlo
Not my creation thanks to another user
macro name Prime nozzle also you can add to your start gcode for pla or change the temps for any filament S70 S220 in slicer
So home then delta calibrate first, then run the this macro
G90
M83
M207
T0
M116
G29 S1
M190 S70
M104 S220
M109 S220
; Draw arc to prime the nozzle between 6PM and 9PM on the bed edgeG1 X0 Y-175 Z0.25 F6000
G2 X-175 Y0 I0 J175 E30 F1500
G1 X-174.52
G3 X0 Y-174.52 I174.52 J0 E28 F1500
G1 Z1 E-0.25 F6000
-
Measured the spacing on the carriages and on the effector: Effector 64.6mm carriges 64.1mm
So there is room for improvement..