oozeBot Elevate
-
I'm tuning our latest prototype with a part set for a default printing speed of 4800mm/min. I keep upping acceleration and jerk hunting the "sweet spot" and I think I could still go higher.. My current config is as follows. And before it gets called out, reminder that Z is belt driven and handles these settings just fine..
M566 X1500.00 Y1500.00 Z500.00 E1000.00 ; Sets Jerk - maximum instantaneous speed changes (mm/min) M203 X24000.00 Y24000.00 Z12000.00 E5000.00 ; Sets maximum speeds (mm/min) M201 X6000.00 Y6000.00 Z3000.00 E1200.00 ; Sets accelerations (mm/s^2)Here is a photo of the print in ABS at these settings:

And here is a link to it printing at these speeds for anyone interested: https://www.instagram.com/p/CF4uDdrj5uY/
Any insight on how realistic it is to push these settings further would be appreciated. Just by modifying acceleration and jerk I've been able to reduce this print from 59m to 51m..
-
can you post the video to a service that does not need an account to view it?
-
@T3P3Tony my bad - I thought I had that worked out where it could be viewed without logging in. Here it is. Note the rattling is the cooling fan jerking around.. lol. I'm going to have to stiffen that part up!
-
thanks, looking good! I think instagram used to let people without an account see posts but its asks me to login every time i go to a link now.
-
@oozeBot
Remember that if you plan on selling that laser as a tool for the printer you will need to comply with the FDA guidelines on lasers.
You can get a copy from their website, I highly recommend downloading it and reading it carefully.
If someone blinds themselves with your product you don't want to be in court trying to defend non-compliance.The people selling them as parts are skirting the rules, making it part of your product makes you very clearly liable.
-
@theruttmeister good point! I don't think we'll ever sell them - just point people to OptLaser's website instead. And the tool holder will just be a part we'll make available. Not sure if that carries any liability or not, but we'll make certain we comply! Thanks for pointing this out!
-
One more video of her running for today.. watch as she lays down a perfect honeycomb infill at 100mm/s!
I just bumped the print speed to 100mm/s and am now down from 59m where I started this AM to 44m total print time! That's over 25% faster.. I'm quite pleased.
And again, the rattling is the part cooling fan..
-
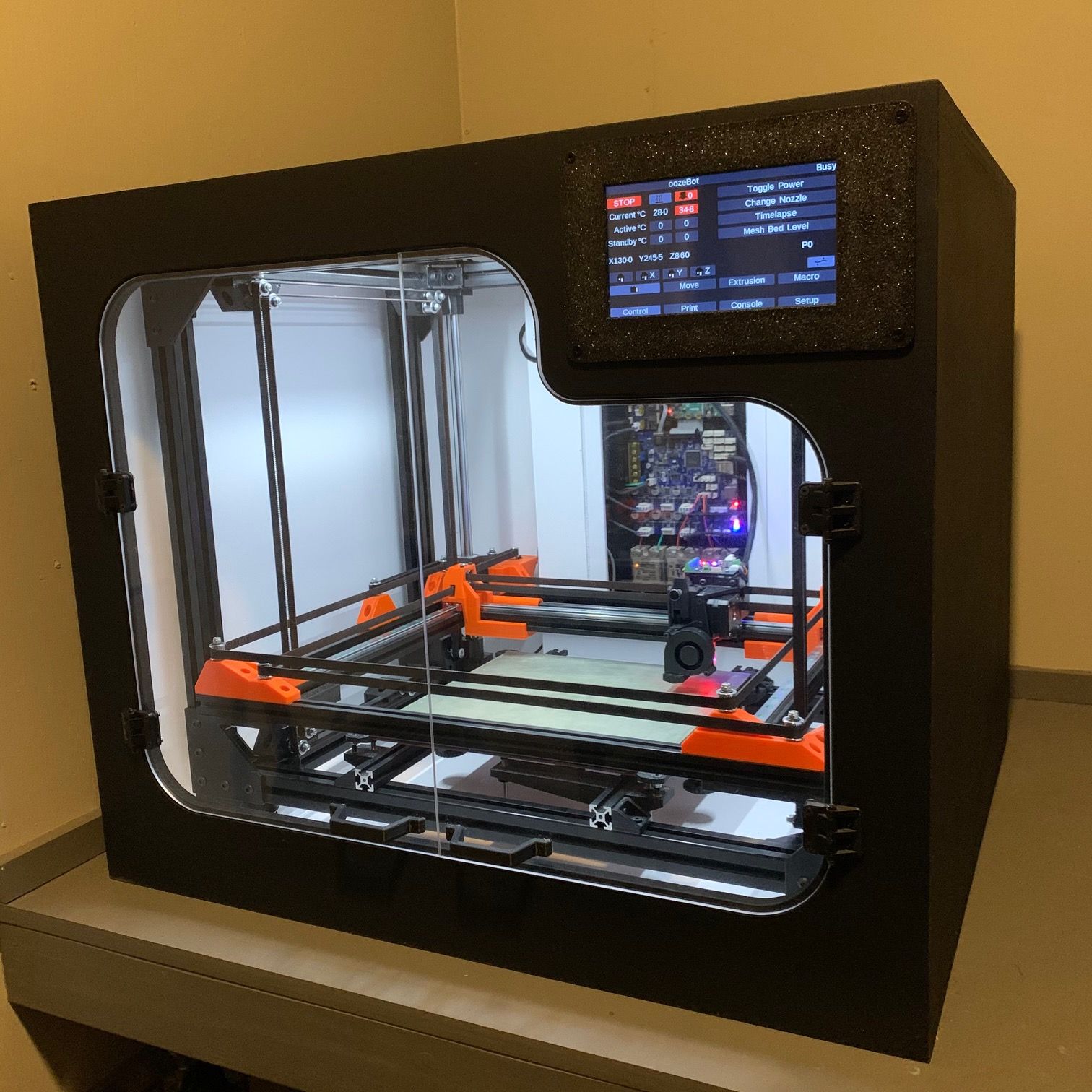
Sneak peak at the enclosure I’ve been throwing together in my spare time for our latest prototype.. am getting excited to wrap this up!

-
The electronics are coming together!

-
Here's a quick pic of our latest prototype in the enclosure I just finished..
-
Just an FYI, the little button with the bent line and two dots under the P0 on the PanelDue display will run bed.g, which could save you a macro slot for Mesh Bed Level that could be used for something else.
-
@Phaedrux just saw this.. thanks! but I am aware.. I actually don't even have 4 macros populating that just yet so I mocked those up for the picture.. lol
-
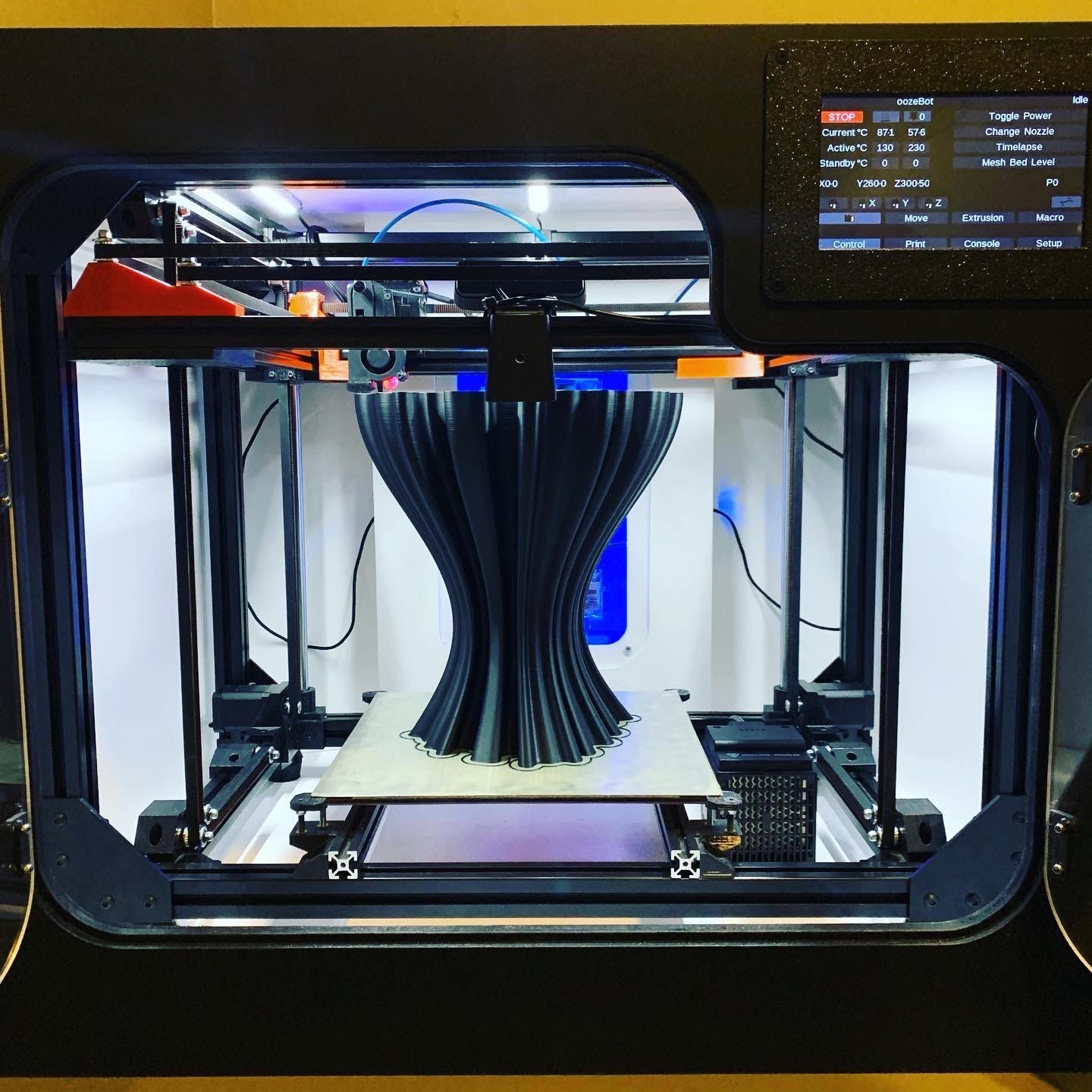
We just finished running a 300mm tall z-wobble test at 80mm/s and are very pleased with the results! It was done in ABS with a .6mm nozzle at .5mm layer height by .75 extrusion width in just a little over over 3 hours.

-
Here is the timelapse of it printing.
Note the bad spots in the rear as it prints (and the recovery!). Since this was in vase mode, I didn't use M400 in the timelapse script between layers. It was caused by the momentary stutter when the photos were triggered..
-
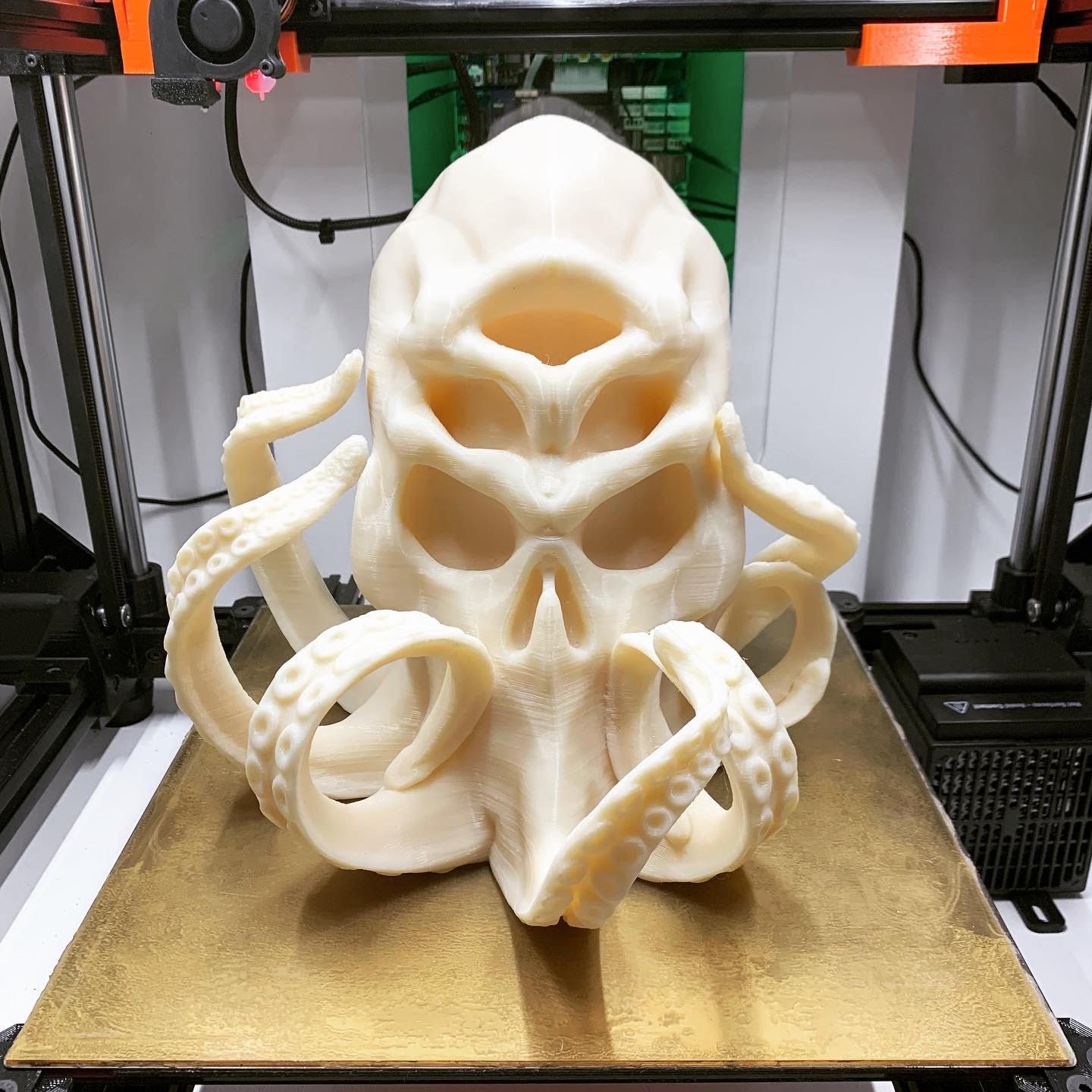
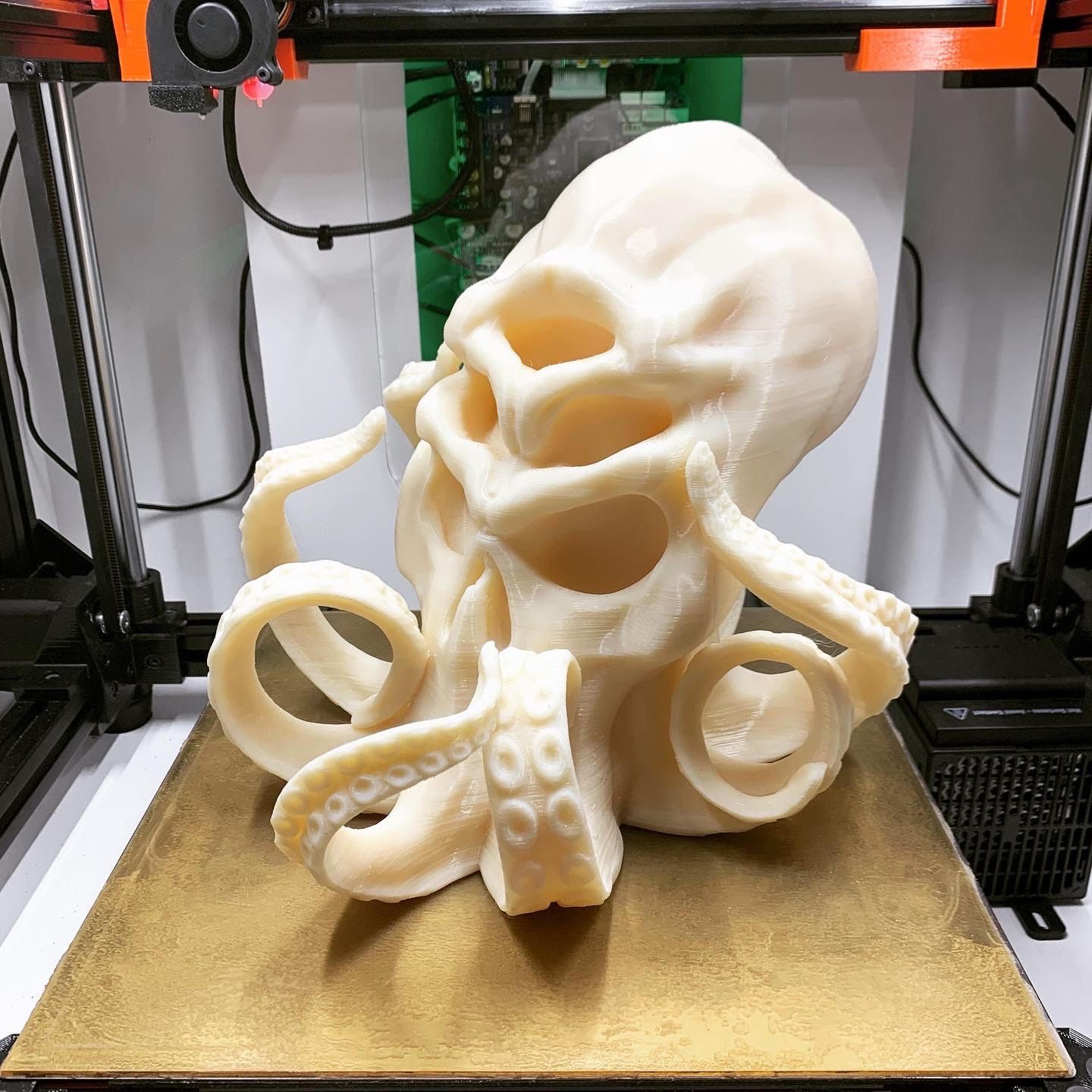
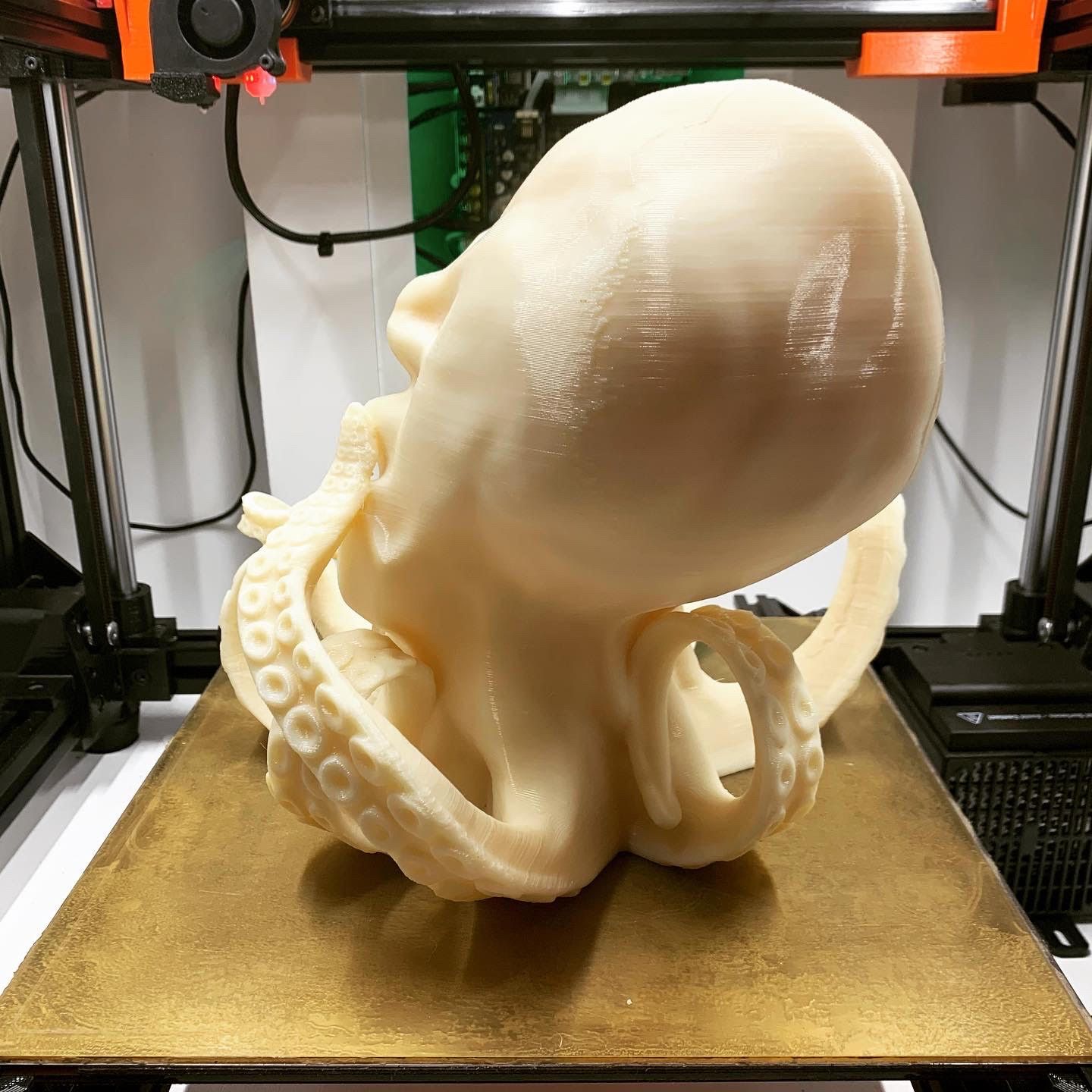
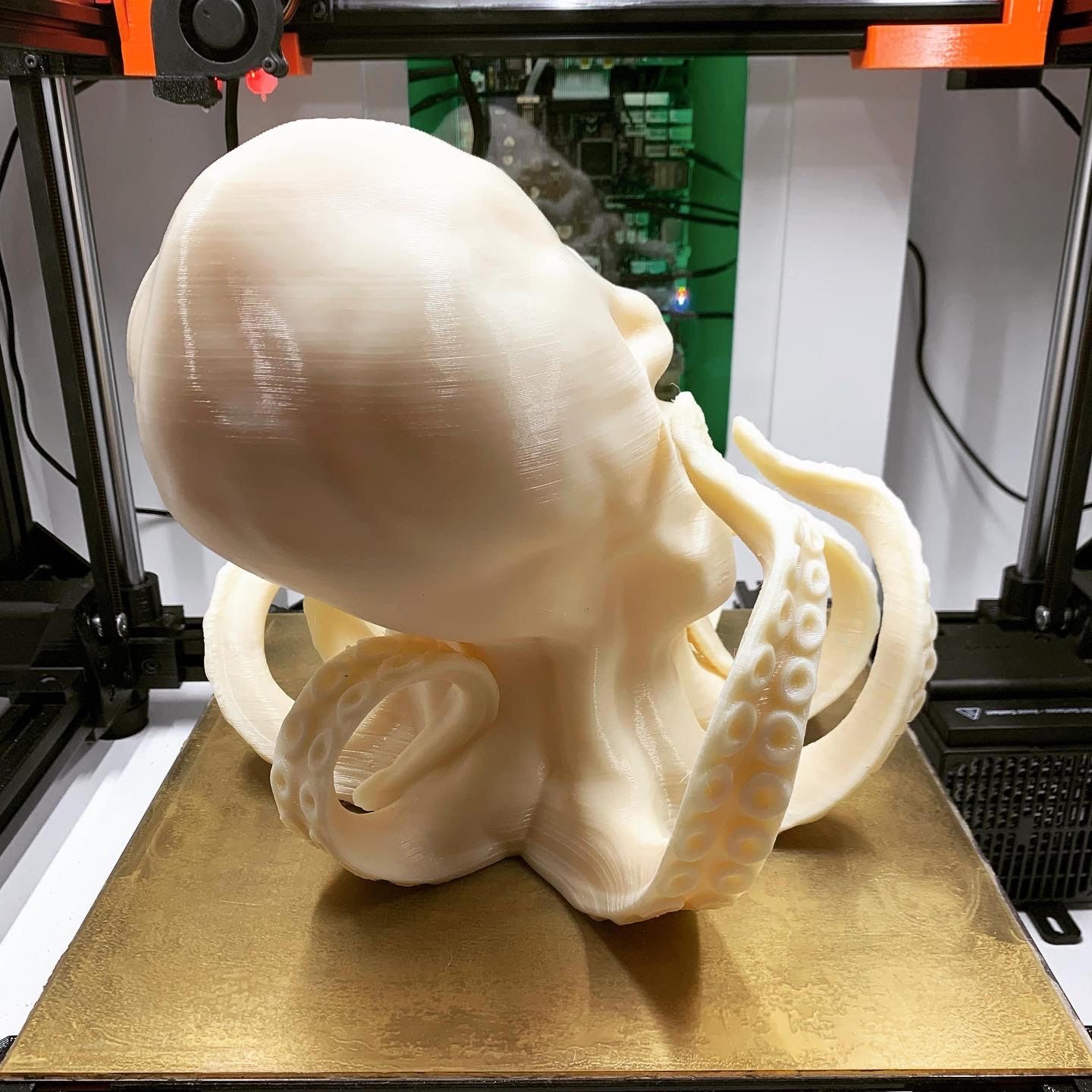
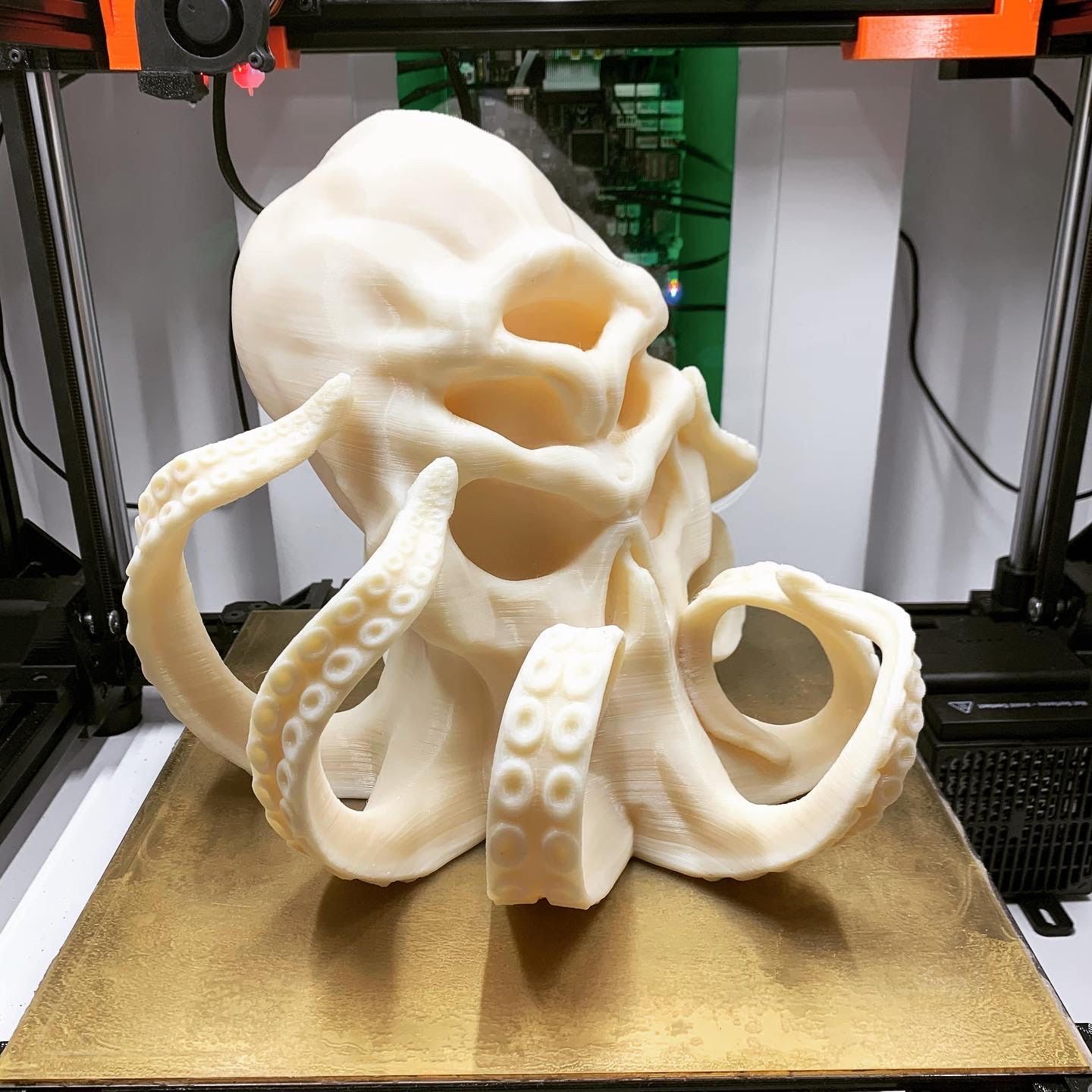
I wanted to post a few photos of a Halloween "torture test" we recently completed. This was printed in ABS, with no supports, using a 1.2mm nozzle. Extrusion width was 1.8mm and layer height was .4mm. It is 300mm deep x 264mm wide x 244mm high, was printed in ~17 hours, and weighs right at 3.5lbs.
This was our first time using a 1.2mm nozzle and getting the retraction settings right to (mostly) control stringing was a challenge, but firmware retraction made the changes easy! There was some mid-air printing near the base, but that was in the design and it recovered beautifully..
-
That's an impressive ABS print. well done.
-
yeah really nice!
-
Timelapse of the Cthulhu build.. You'll see the mid-air printing near the base as well as the stringing that we mostly got under control by about mid-way through the print.
-
Been following on instagram for a while now. Once this thing gets released I'm going to convince my work place to get one. We currently do not have a printer for ABS and this looks like it puts out great prints.
-
@doublec4 Fun fact - we don't even own any PLA or PETG! When I got into 3DP years back, I decided to go straight to ABS. But that will have to change soon for testing purposes..
The ele^gant is the accumulation of everything we learned and yearned for over the years.. and we are finally close to making our vision a reality, but are about to go heads down on one last round of significant changes before calling version 1.0 complete. I'm excited to show what we have in store! We'll be starting the build of our final prototype within the next few weeks.