Why inner perimeter first is rough?
-
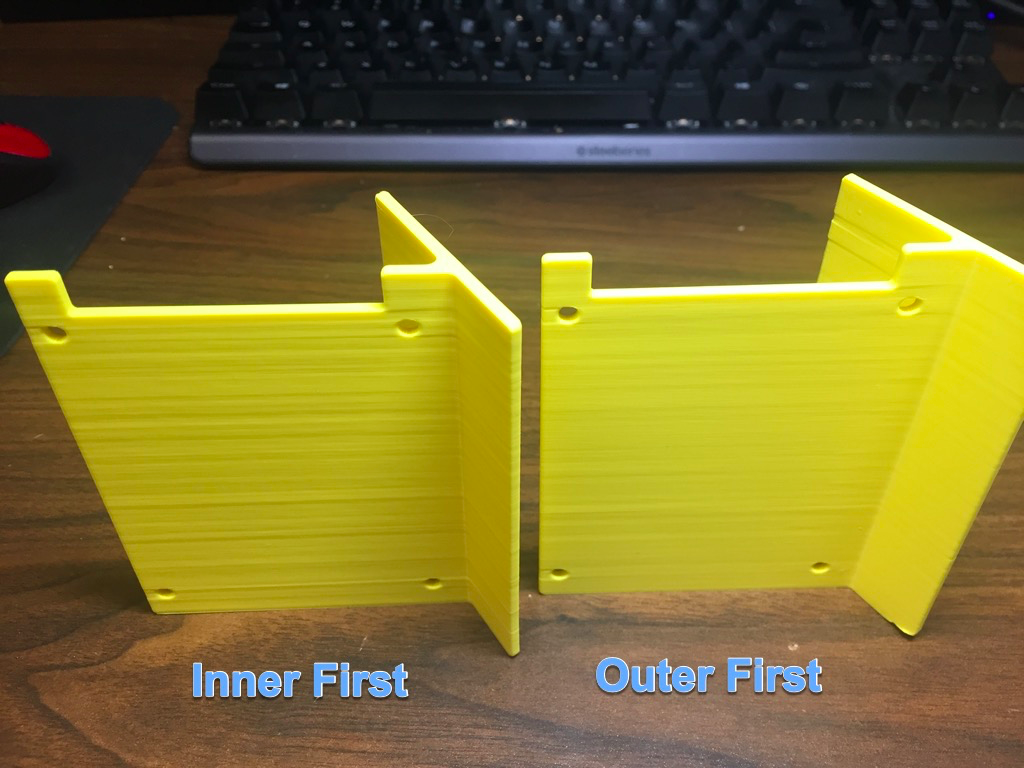
The picture below shows two prints with identical settings except for one. On the left it printed inner perimeter first and on the right outer first. (HEVO corexy, RRF3, Prusa Slicer).
As you can see the one on the right is smoother but that brings priming issue on travel or layer change which I want to avoid.
Any idea how to make the inner first as smooth as the outer first? What settings could affect that?
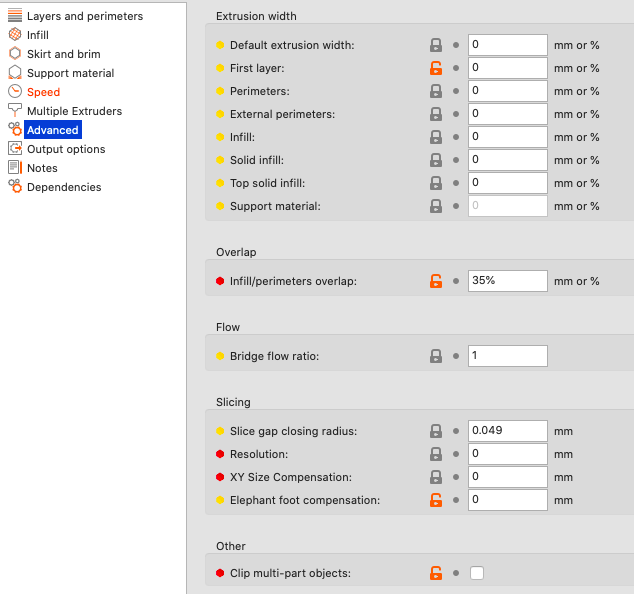
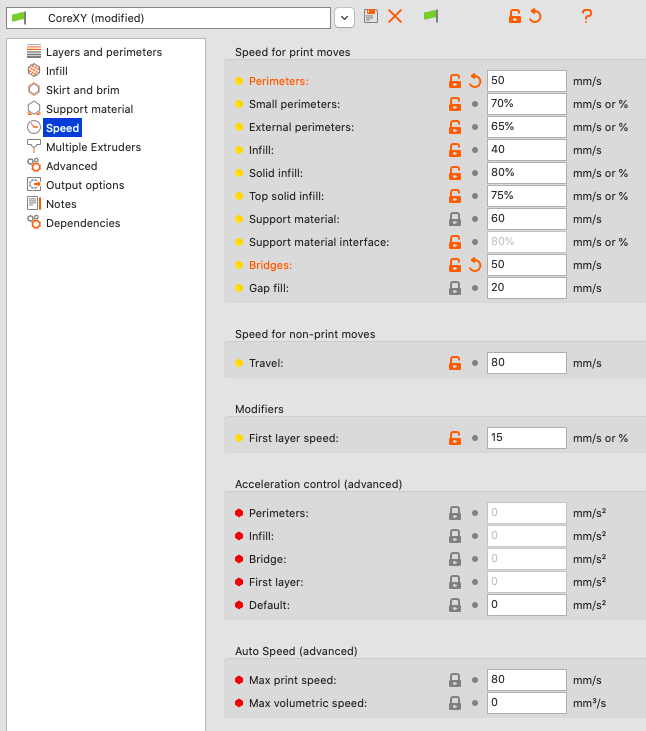
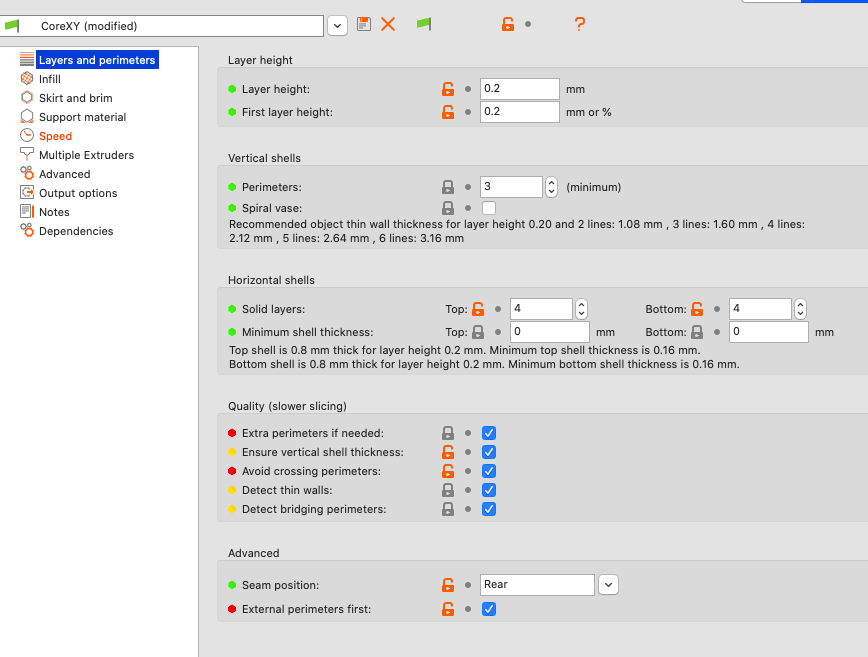
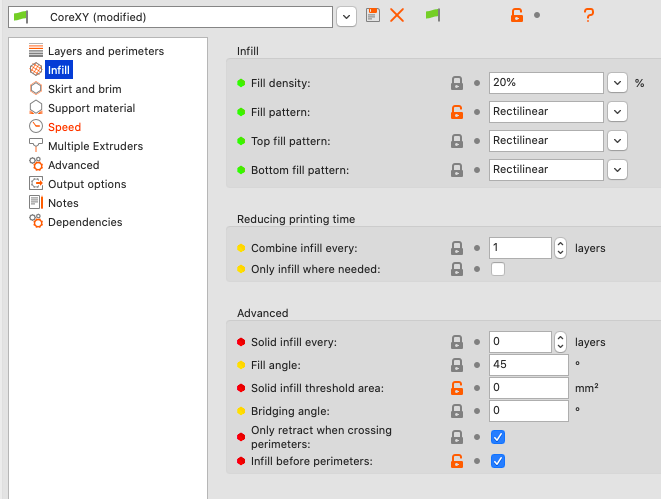
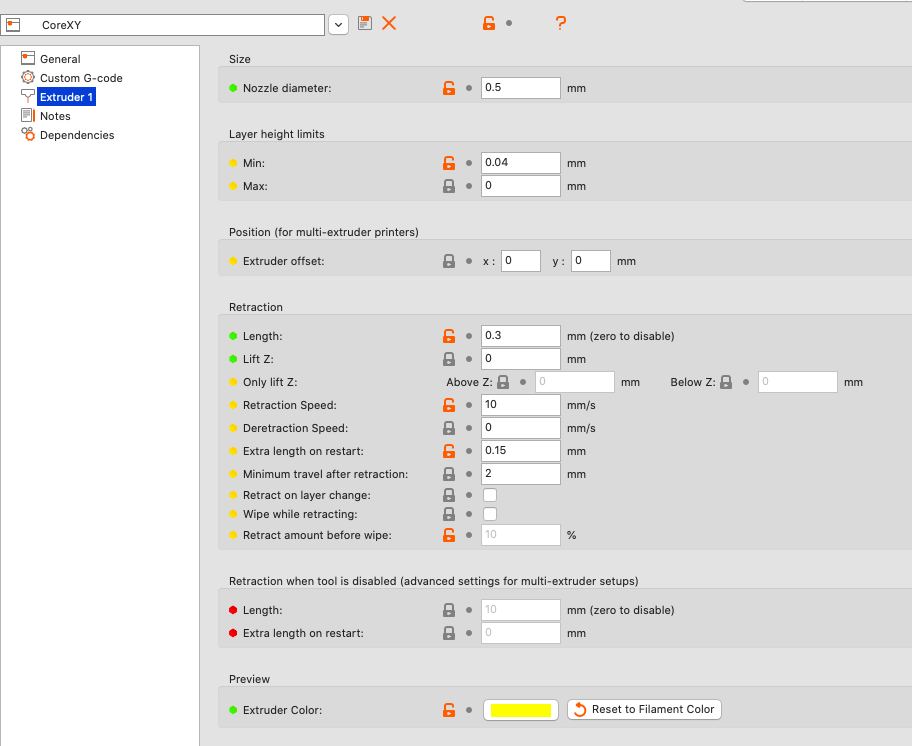
Bellow are a few screenshots from my slicer, if it helps.
-
Its just a theory, but when you put down outer perimeter first, it has nothing next to it to "get in the way" and goes down straight. The next perimeter will then be constrained by the existing out perimeter and expand into the infill space a bit. The opposite happens if the order is reversed then the outer perimeter ends up expanding a bit along the edge.
If course that may not be what is happening, and it could be the slicer modifying the path/speed/something else.. compare the gcode to confirm.
I believe there is an option in cura to print the infill first. That might solve the issue of not wanting to start with the outer perimeter but still have a good finish. so the order would be infill->outer perimeter->inner perimeter. Thats worth a try.
-
@zapta Neither one looks good so I think you've got a few other things going on. But try reducing the Infill/Perimeter overlap from 35% to (say) 15%.
Nothing to do with perimeters but are you happy with your retraction settings? 0.15mm extra lengths on restart looks a bit excessive when the retraction is only 0.3mm. Does your extruder bite into the filament so much that you really need 50% more for the un-retract move?
-
Thanks @T3P3Tony and @deckingman, I will focus on 'pressure' from previous lines. Just realized that PrusaSlicer has both Infill before perimeters and external perimeter first checkbox so 4 possible orderings and not 2 as I thought.
@deckingman, the extra unretraction was a leftover from trying to improve the layer change priming when using outside perimeter first experiment. I reset it to zero.
BTW, I printed the same object with no infill and a single perimeter shell and the surface quality is great so this gives me hope.
-
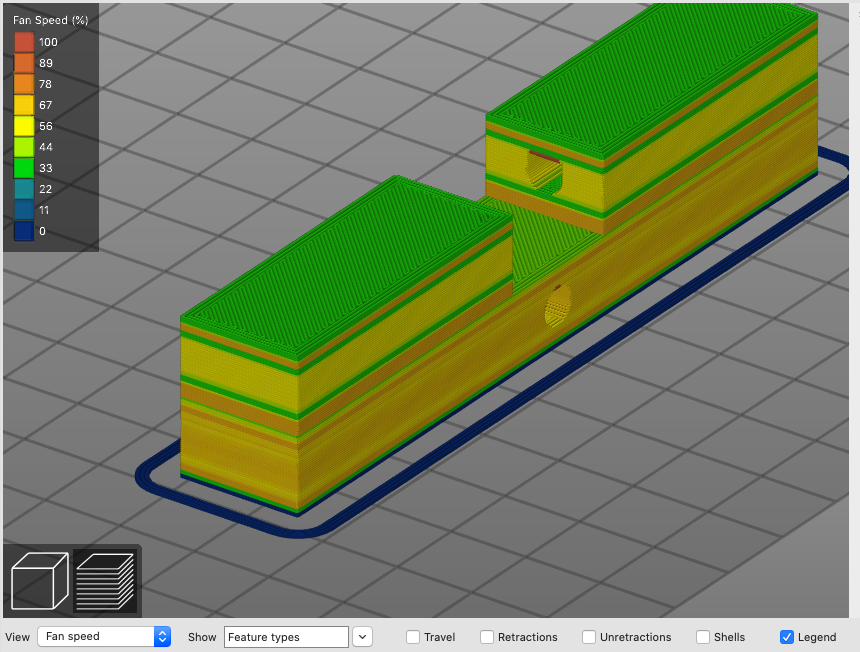
I found another source of surface irregularity that bugged me for some time. Apparently my slicer was set to control automatically the cooling fan speed, and this resulted in small differences in the layers that affected the surface quality. Setting it to a fix fan speed fixed the problem.