After Micro swiss DD upgrade,Extruder skips steps
-
go up in 0.25 increments until the stringing stops
-
ok mate thanks
i still print the restraction stl
-
@Veti i am now retraction distance of 3,5mm at stringing is always on prints
is 3.5mm to much for direct drive ?
-
M308 S1 P"e0temp" Y"thermistor" T100000 B3950 ; configure sensor 1 as thermistor on pin e0temp
did you change the thermistor when you switched to the micro swiss?
Are you sure B3950 is correct? -
@Veti yes i have changed it like in the docu like this:
i have changed only the bed its a silicon bed with 100k NTC3950
; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B3950 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T98801 B4185 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M143 H1 S300 ; set temperature limit for heater 1 to 300C M307 H1 B0 S1.00 -
@Veti i have checked the marlin source and there is for hotend thermistor:
100k thermistor - best choice for EPCOS 100k (4.7k pullup)
is config correct ?
-
what temperature are you printing at? what material?
-
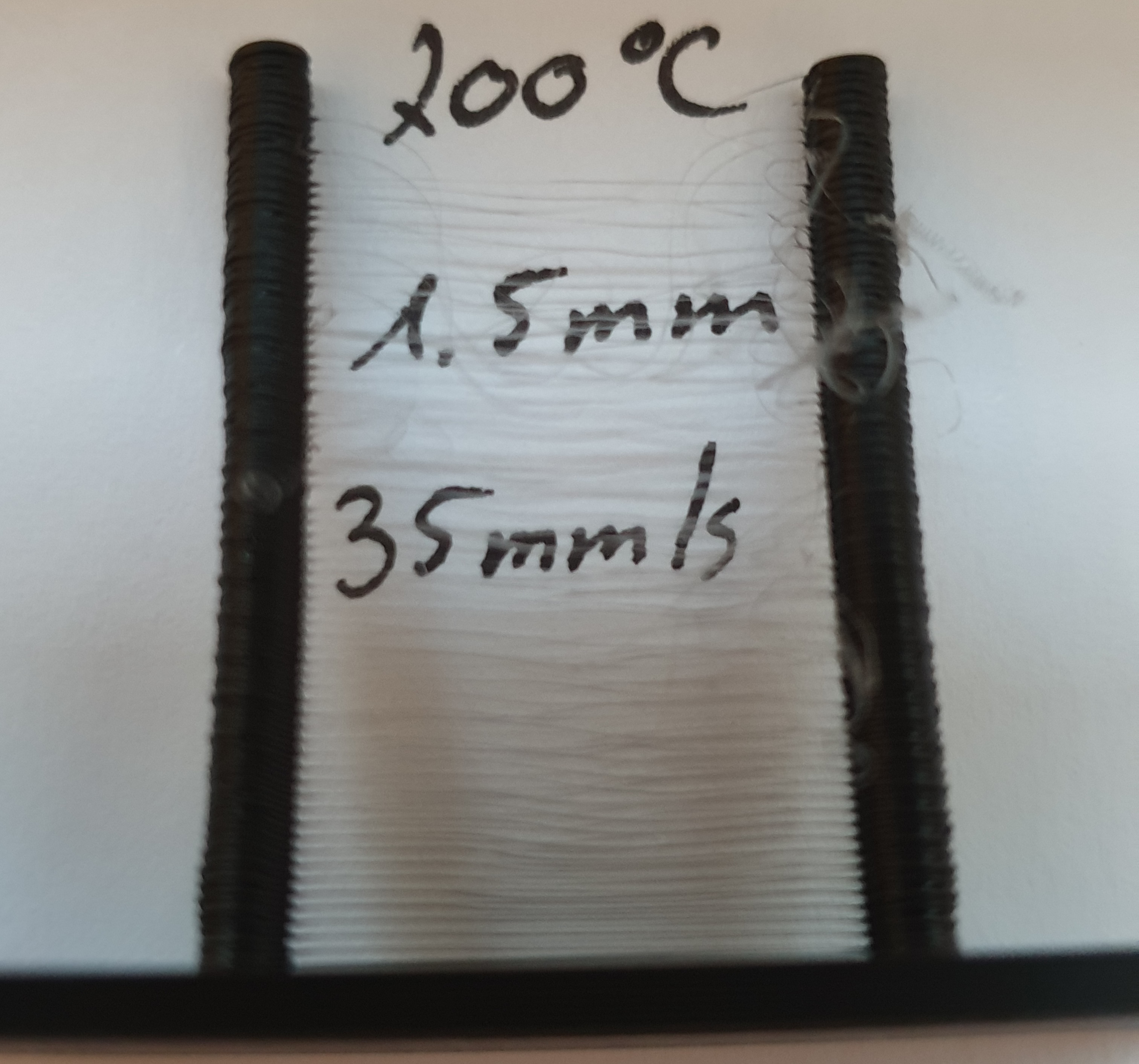
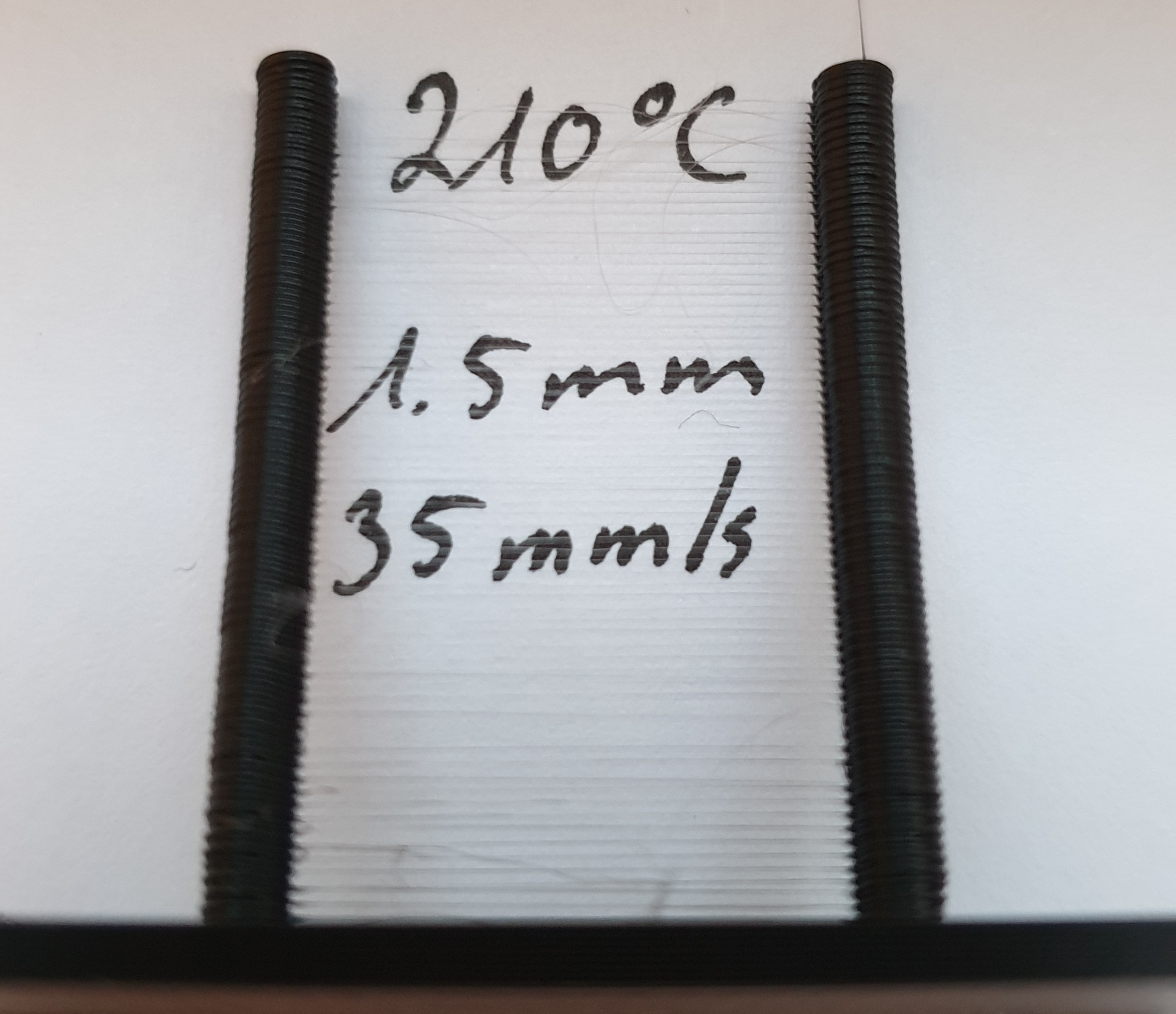
@Veti 210°C its PLA
-
try printing at 200 and 190 and go down and start at 1 mm retraction again.
-
@Veti ok
-
You can try adding this command to your config.g
M204 P500 T2000which will maintain your current acceleration for print moves, but allow faster acceleration for travel moves. This can help a bit with oozing by shortening the time of the travel moves.This would also be a good time to look into tuning pressure advance and double checking your extruder calibration.
3.5mm seems high for a direct drive. I would use the micro swiss recommendation of 1.5mm distance and 35mm/s speed for retraction, and then tune pressure advance. Since it's a direct drive a good starting value would be
M572 D0 S0.05. -
@Phaedrux i can add it somewhere in the config ?
I will recheck the extruder tommorow
I will recheck the PA value my actual value is 0.15
Thanks
-
Yes add to config.g
0.15 seems like a very high PA value for a direct drive extruder.
-
-
can you reduce the e steps by 10% and try again?
-
@Veti no problem
with which temperature,what do you mean ?
-
@lui2004
any and see if that improves the stringing -
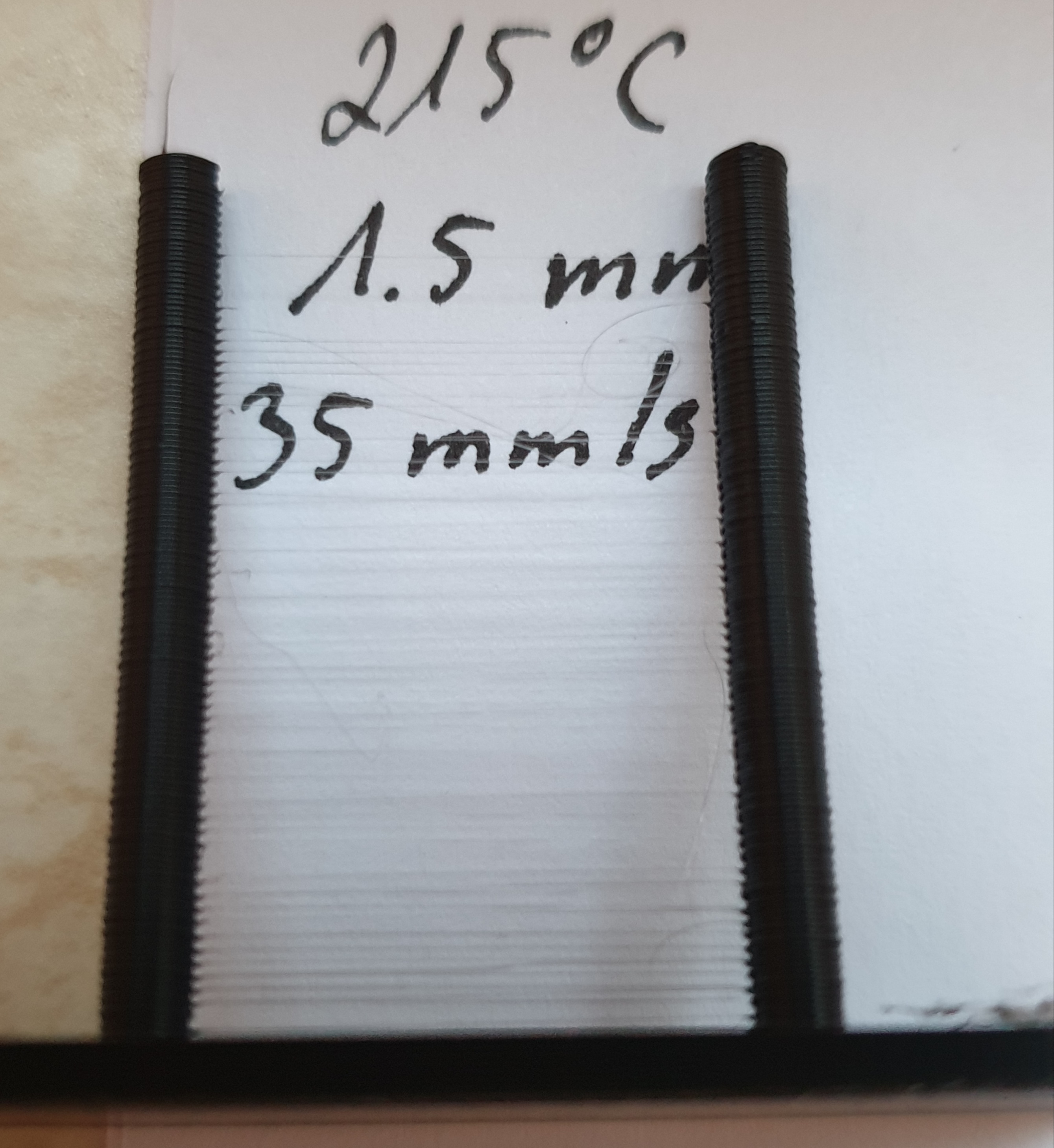
I have print by 215°C
Retract distance 1.5mm
Retract speed: 35mm/s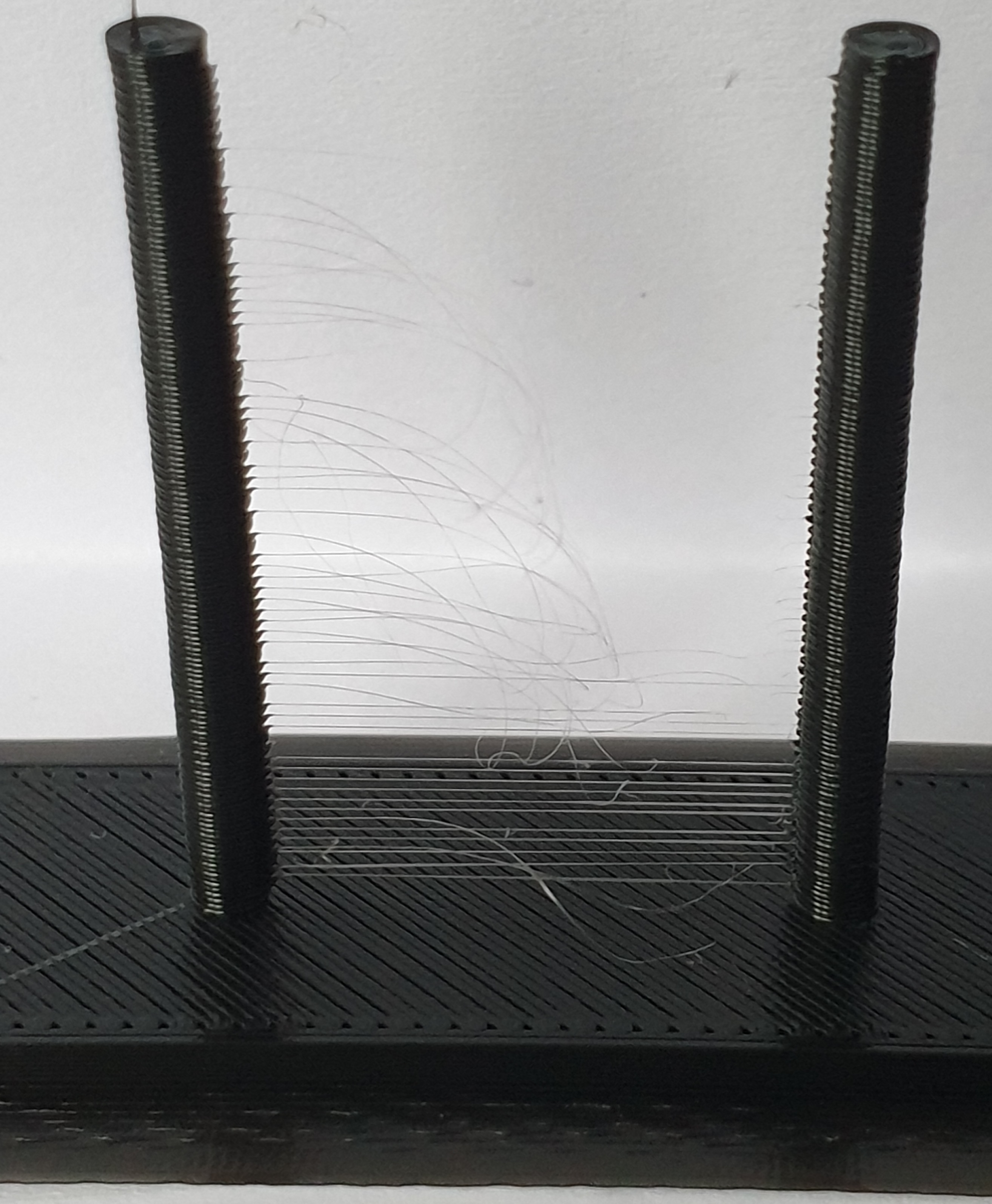

-
what slicer are you using?
-
@Veti i use Simplify3d