After Micro swiss DD upgrade,Extruder skips steps
-
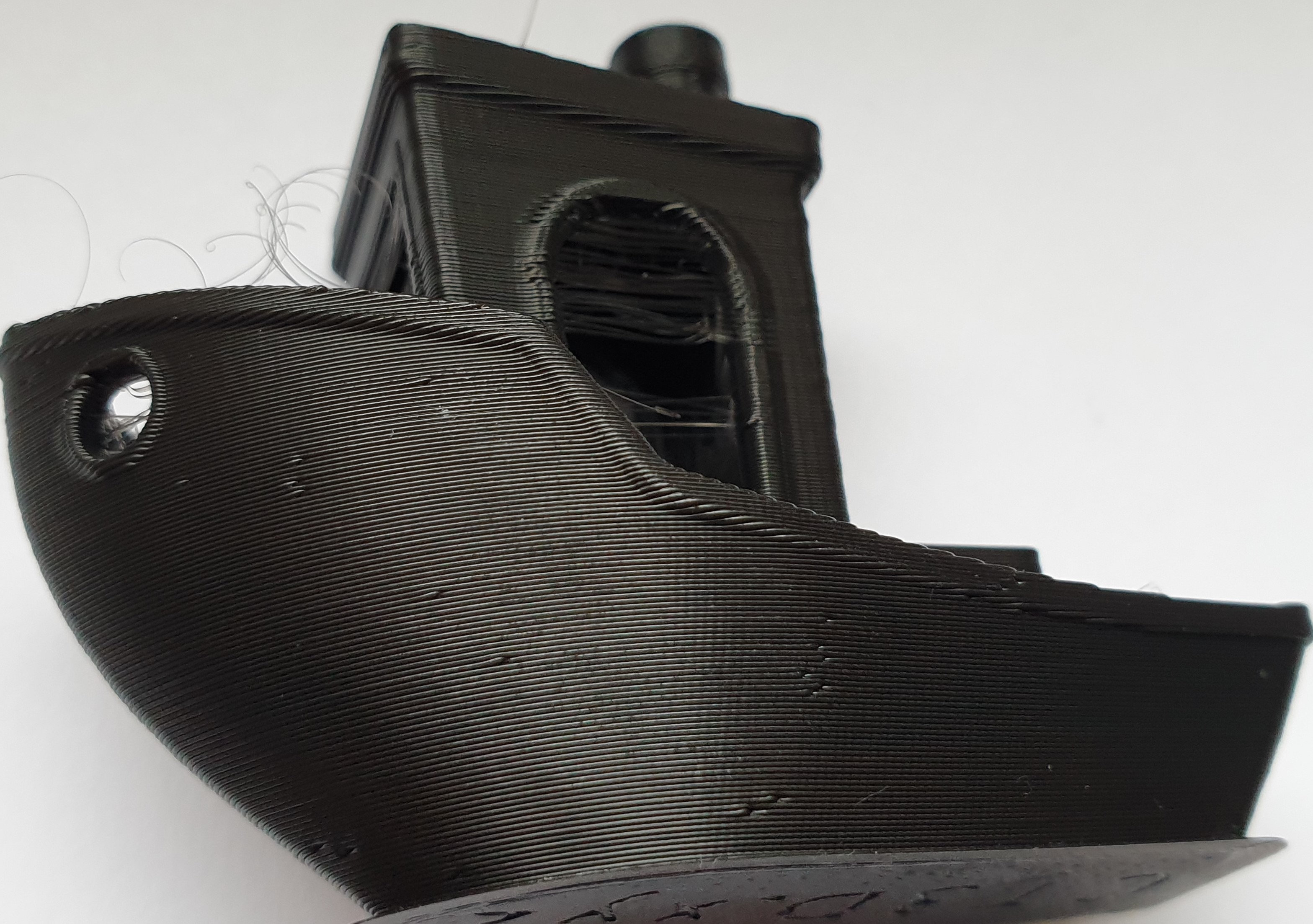
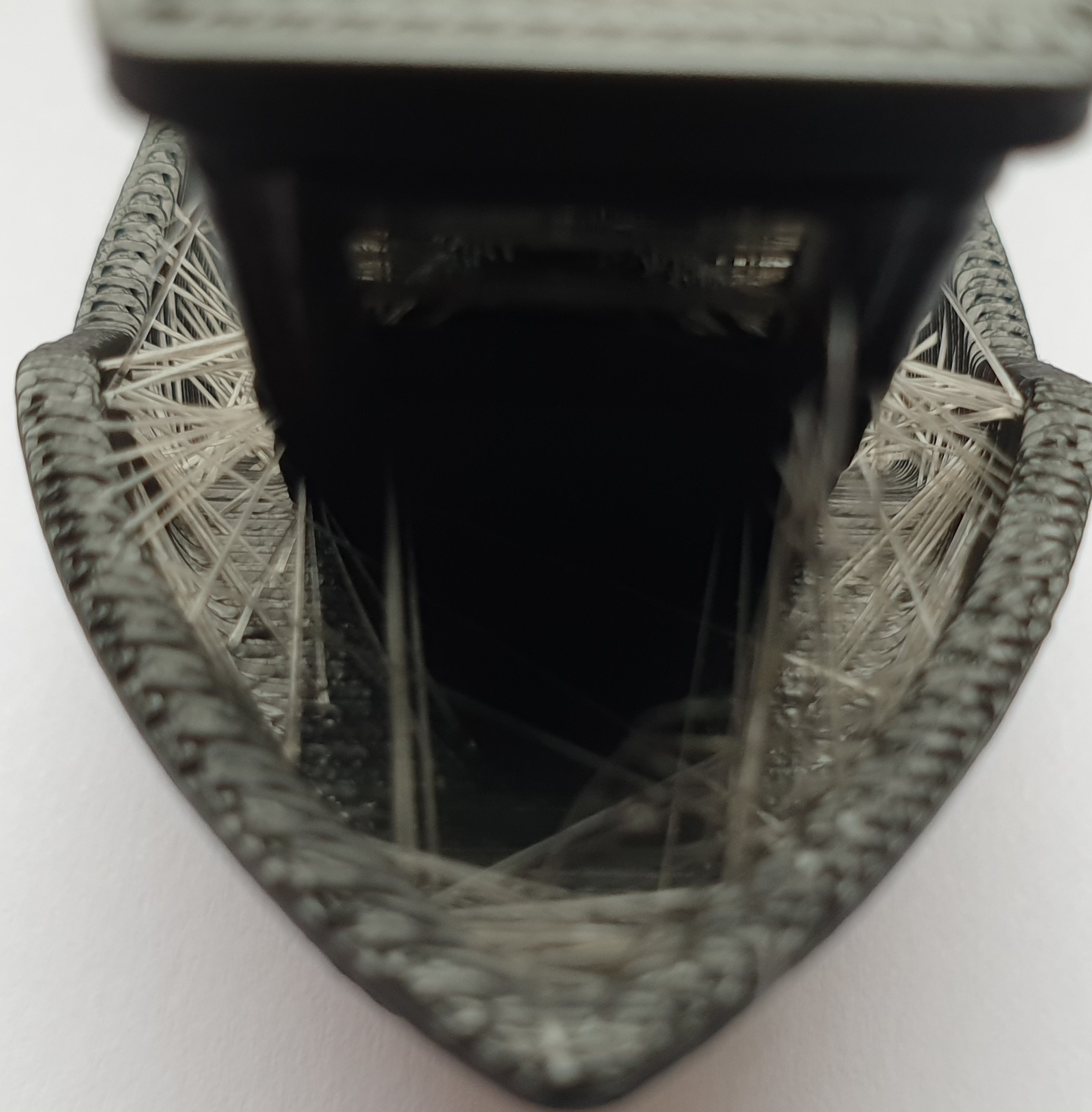
after i have changed the steppermotor this is my first benchy
i have a lot of stringingmy benchy:




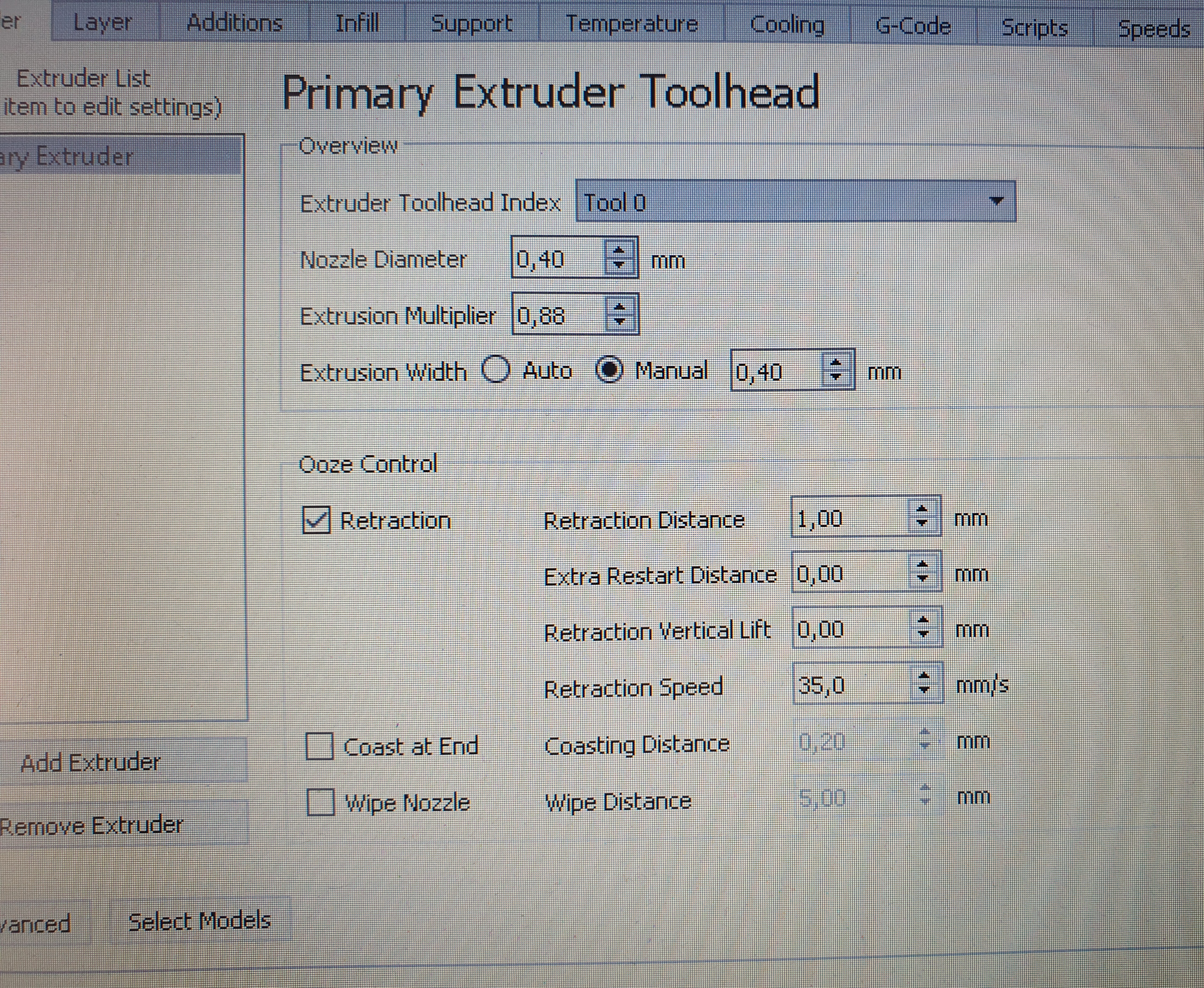
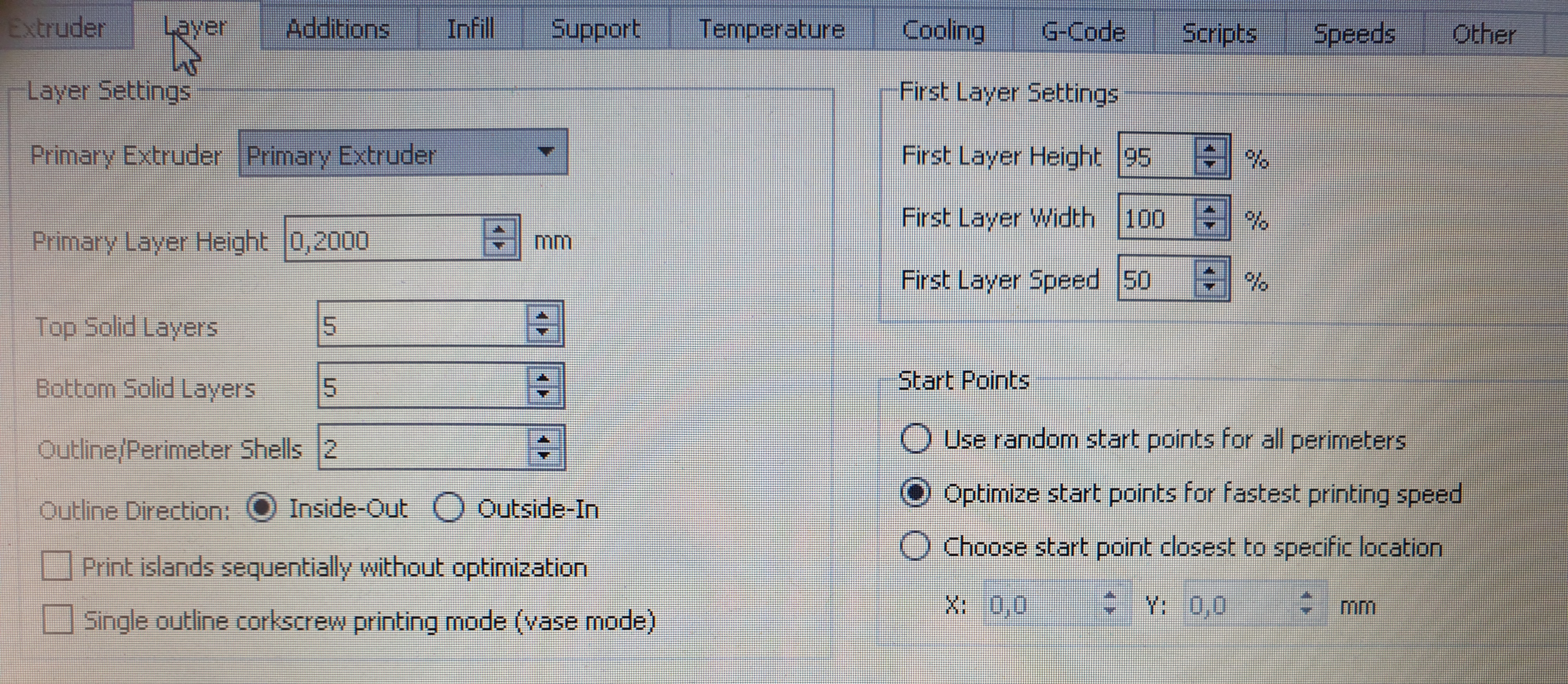
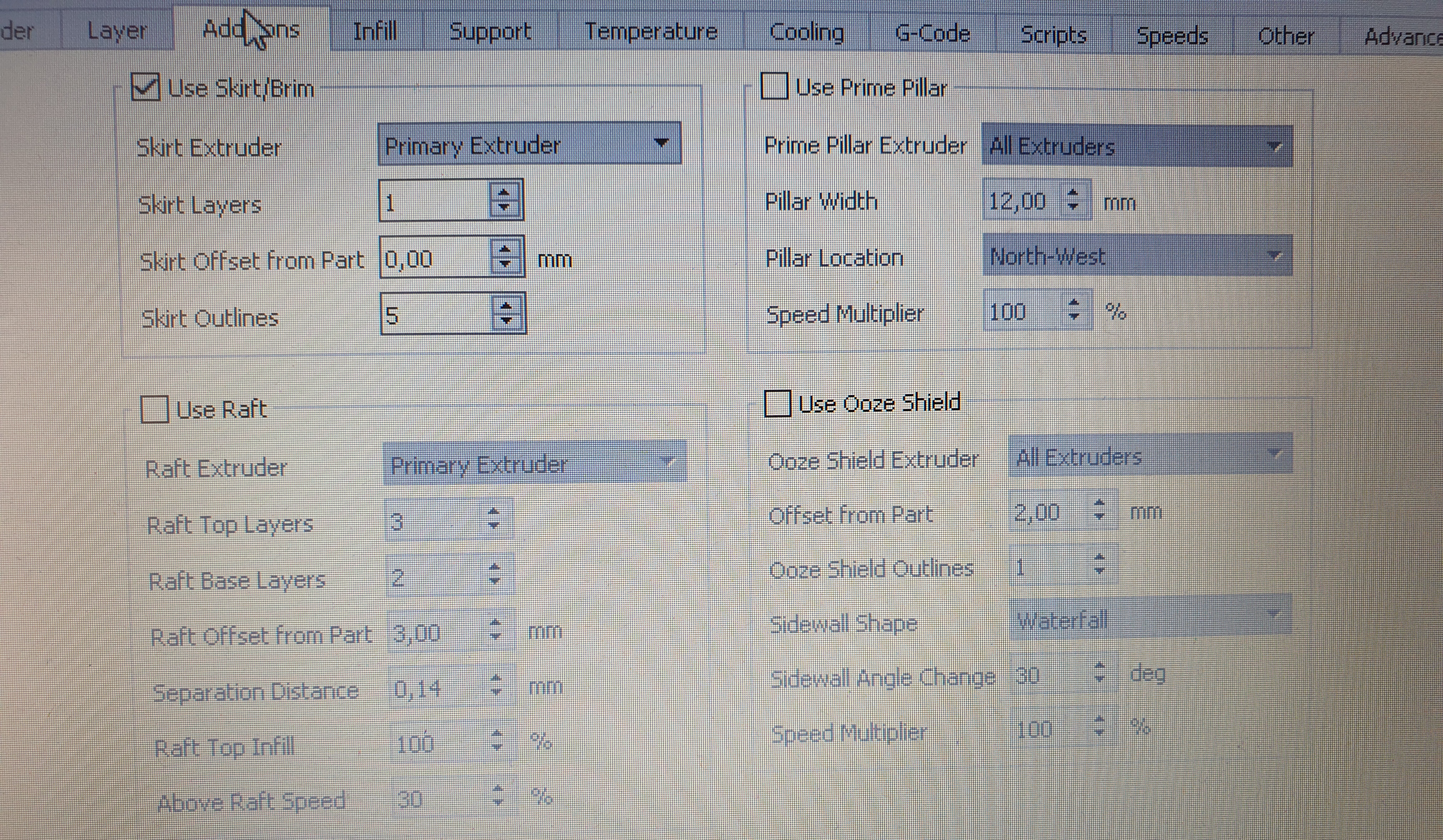
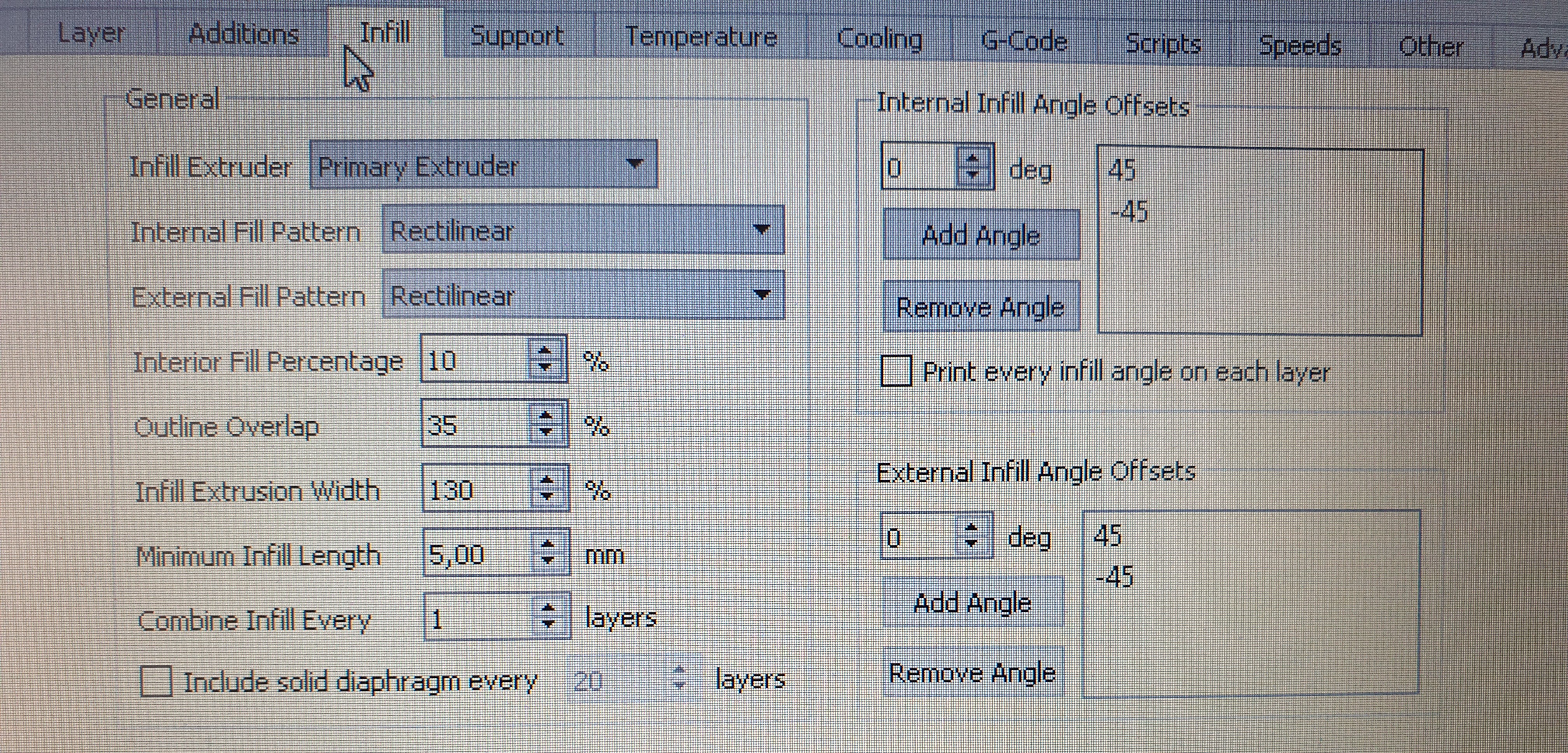
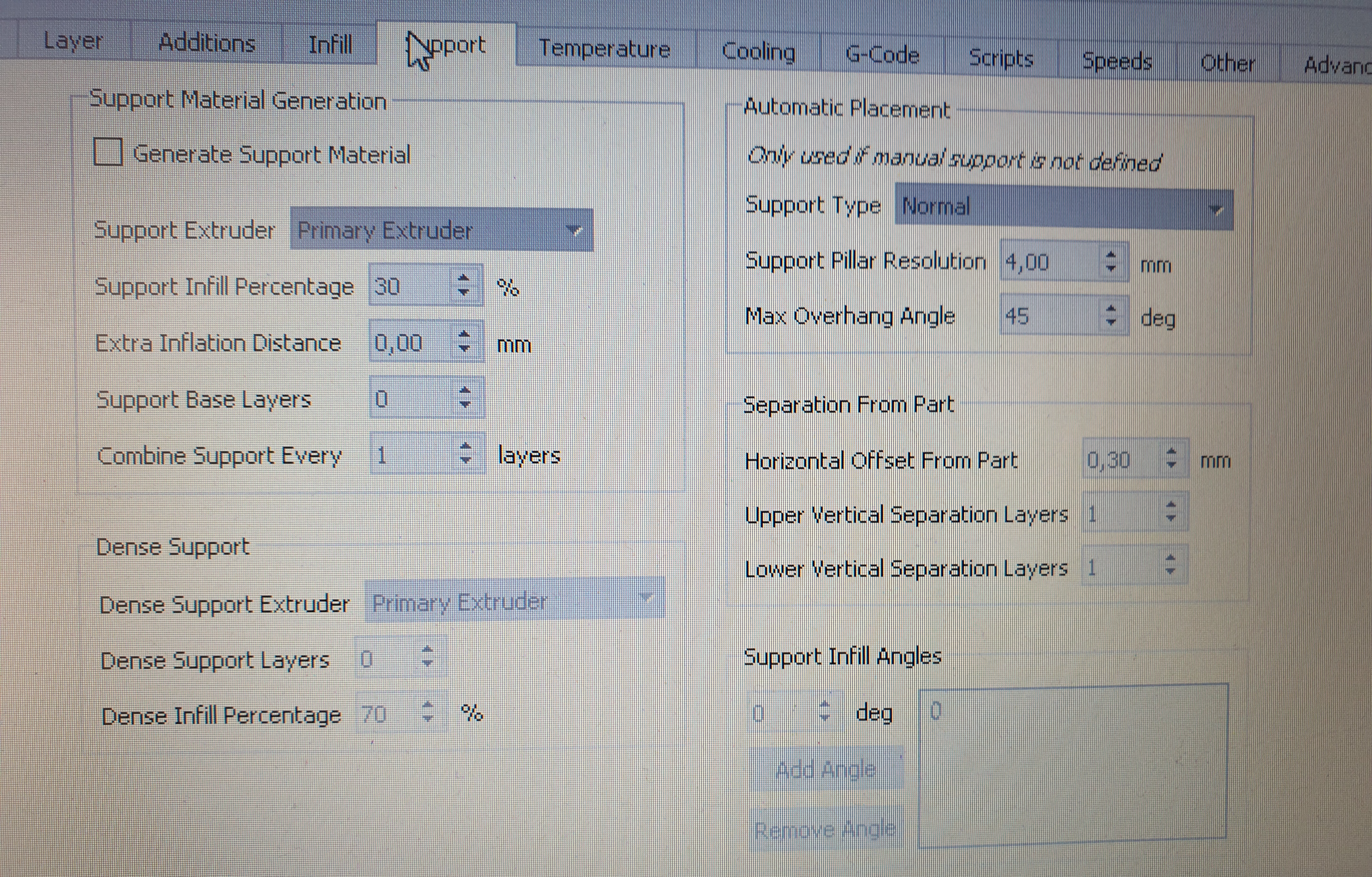
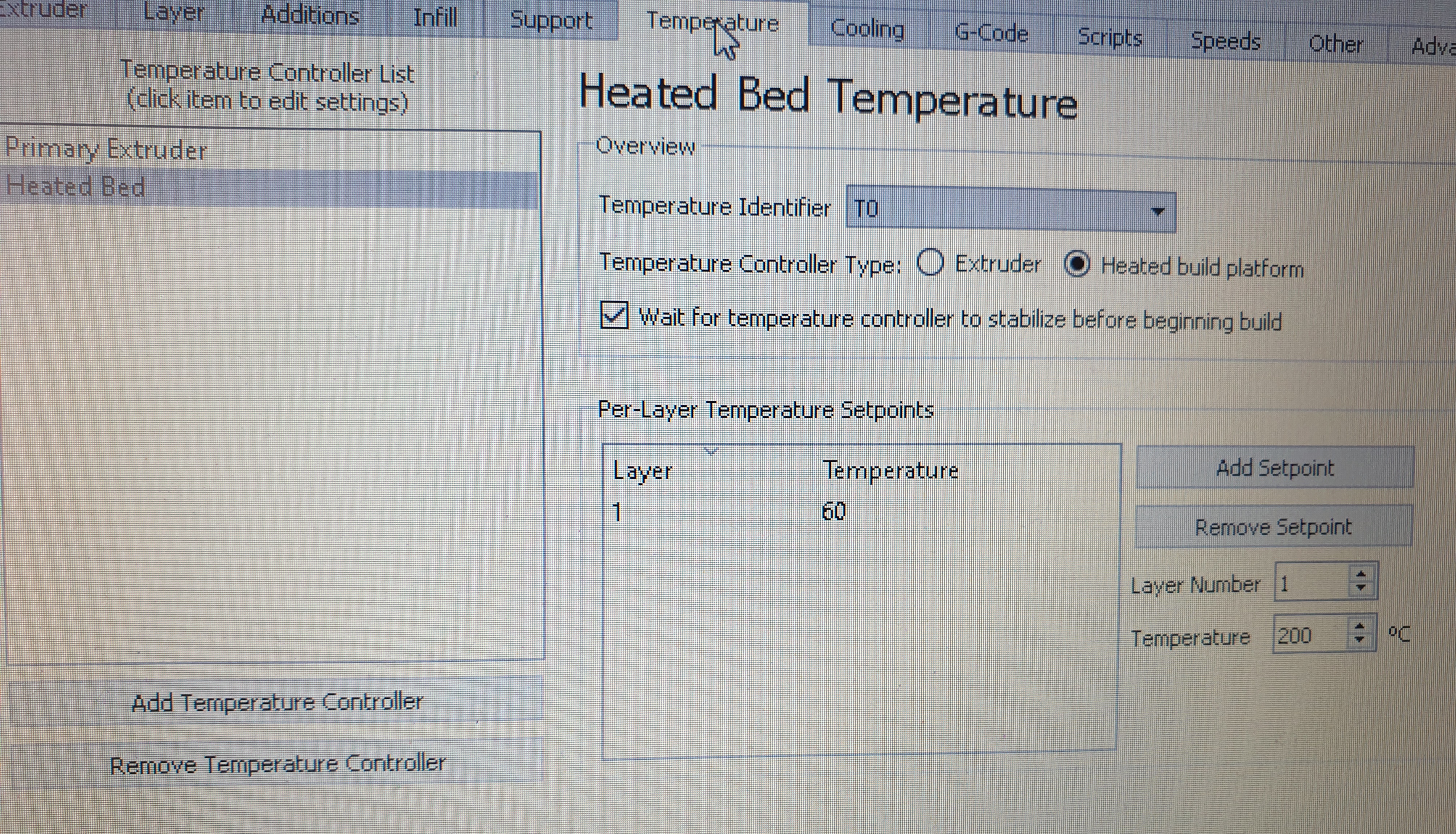
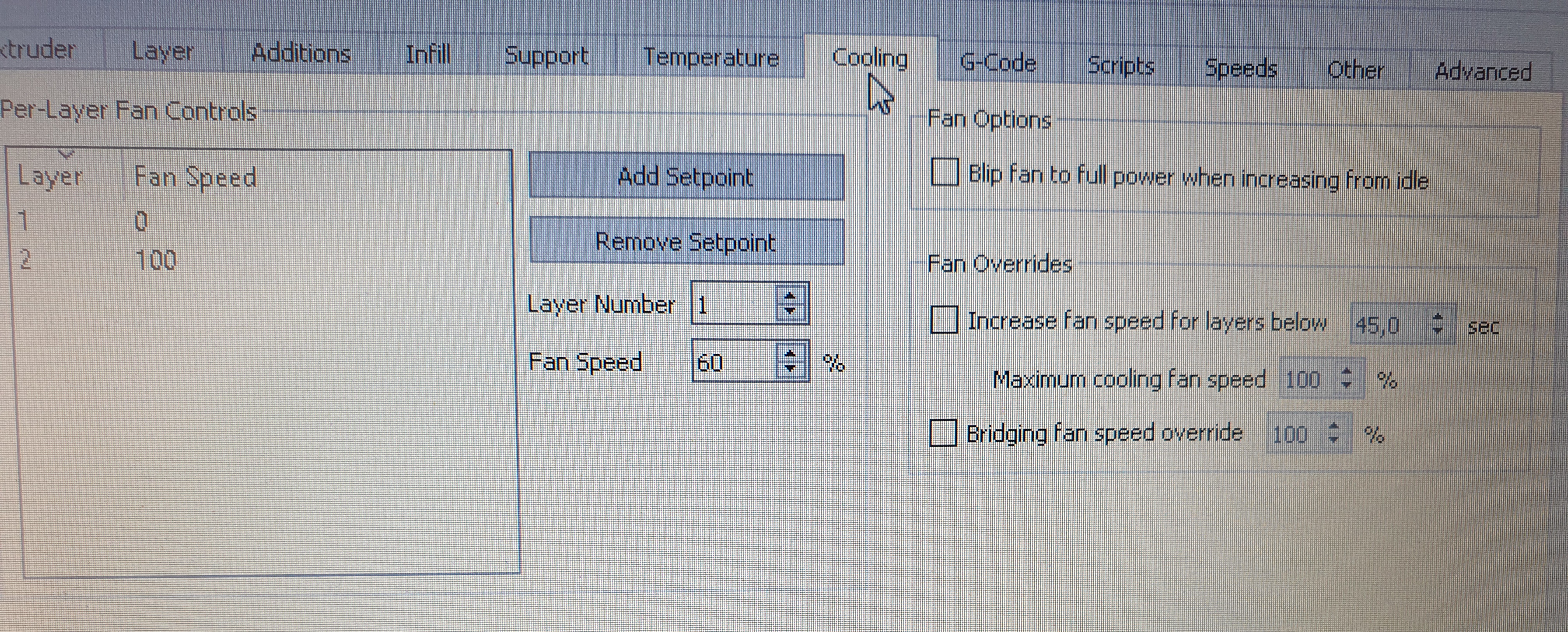
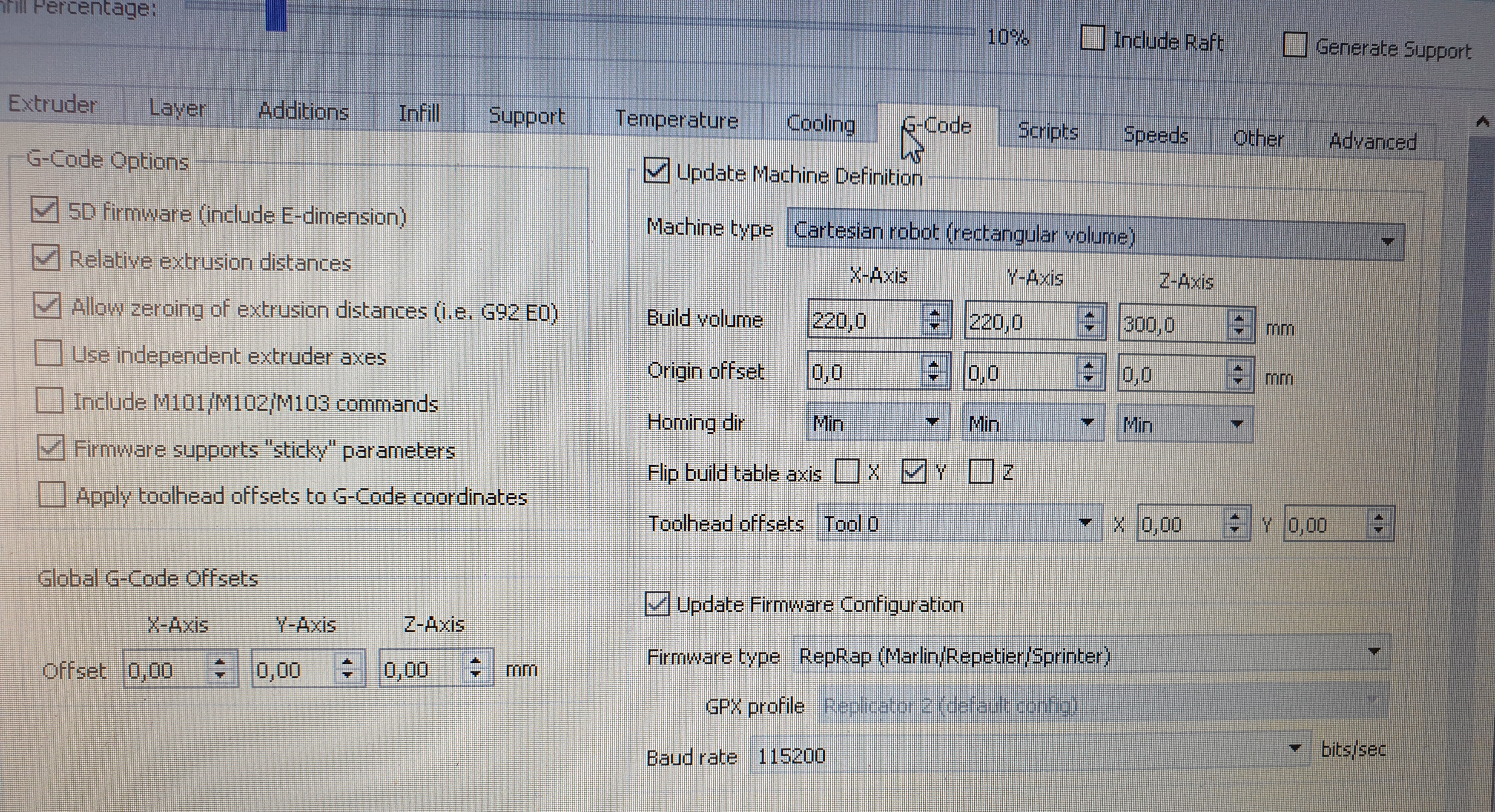
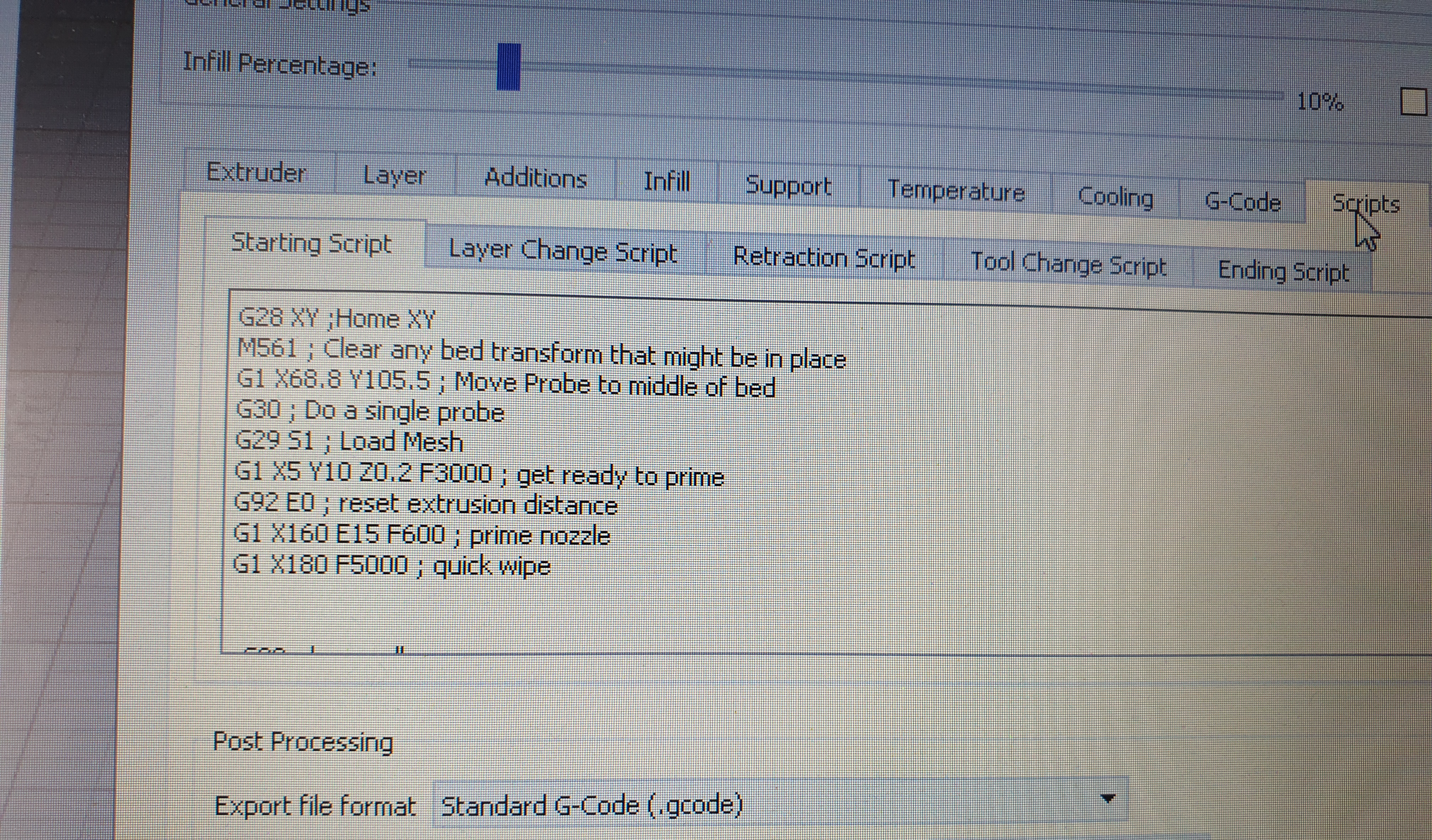
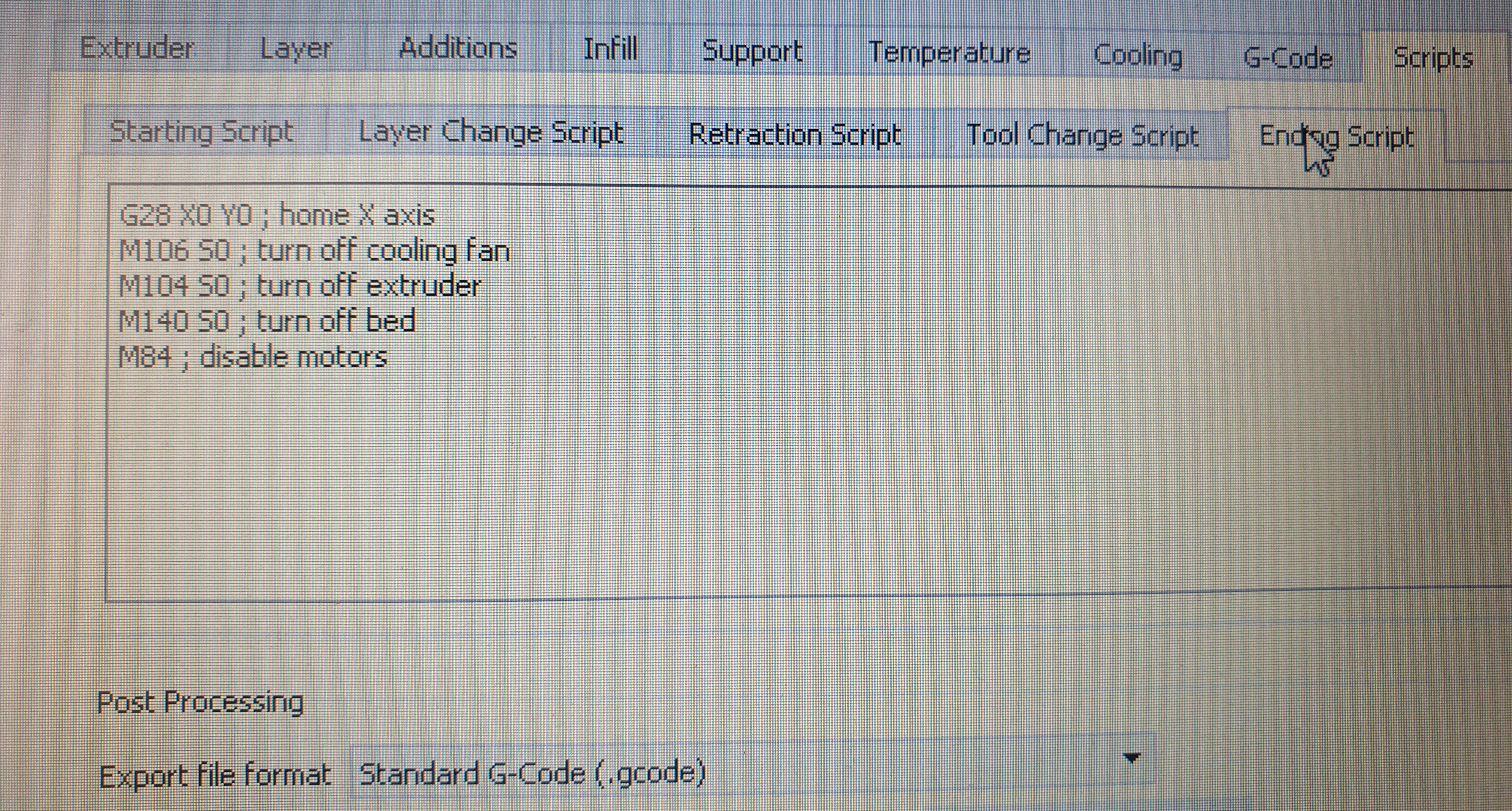
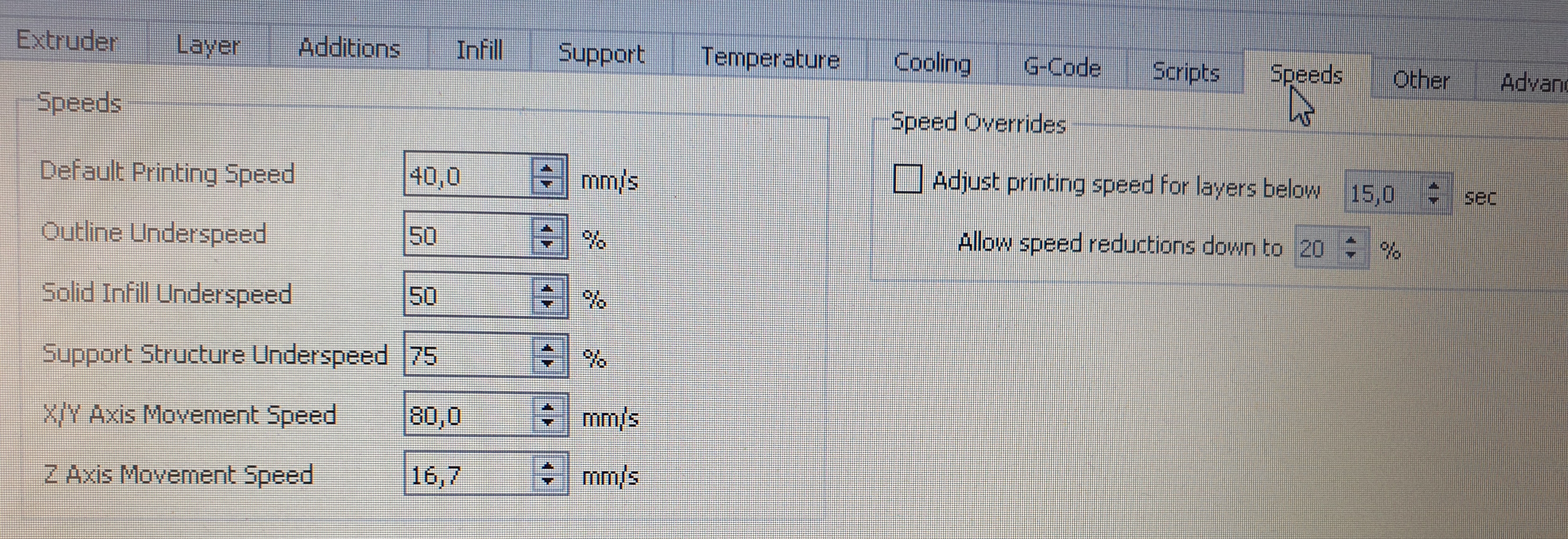
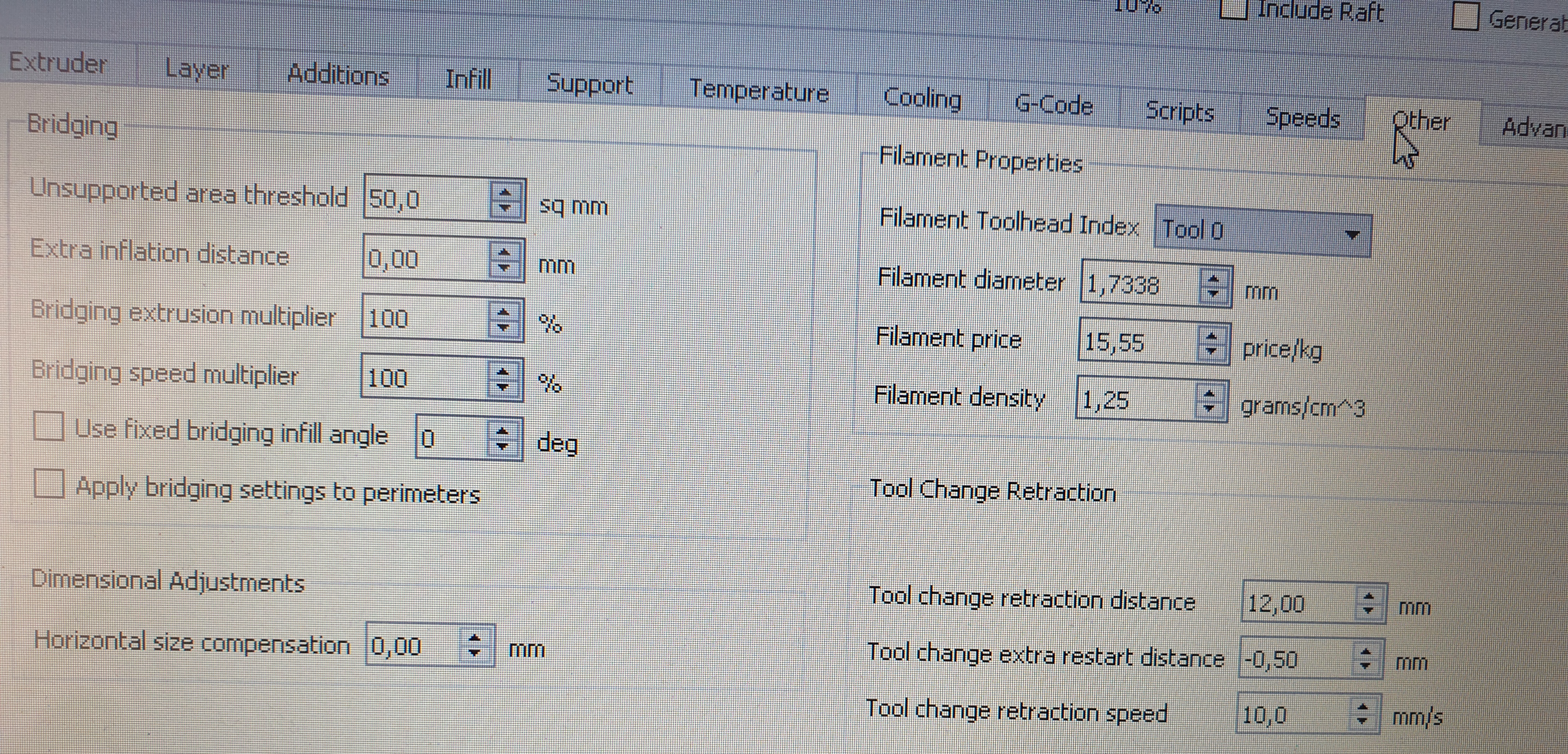
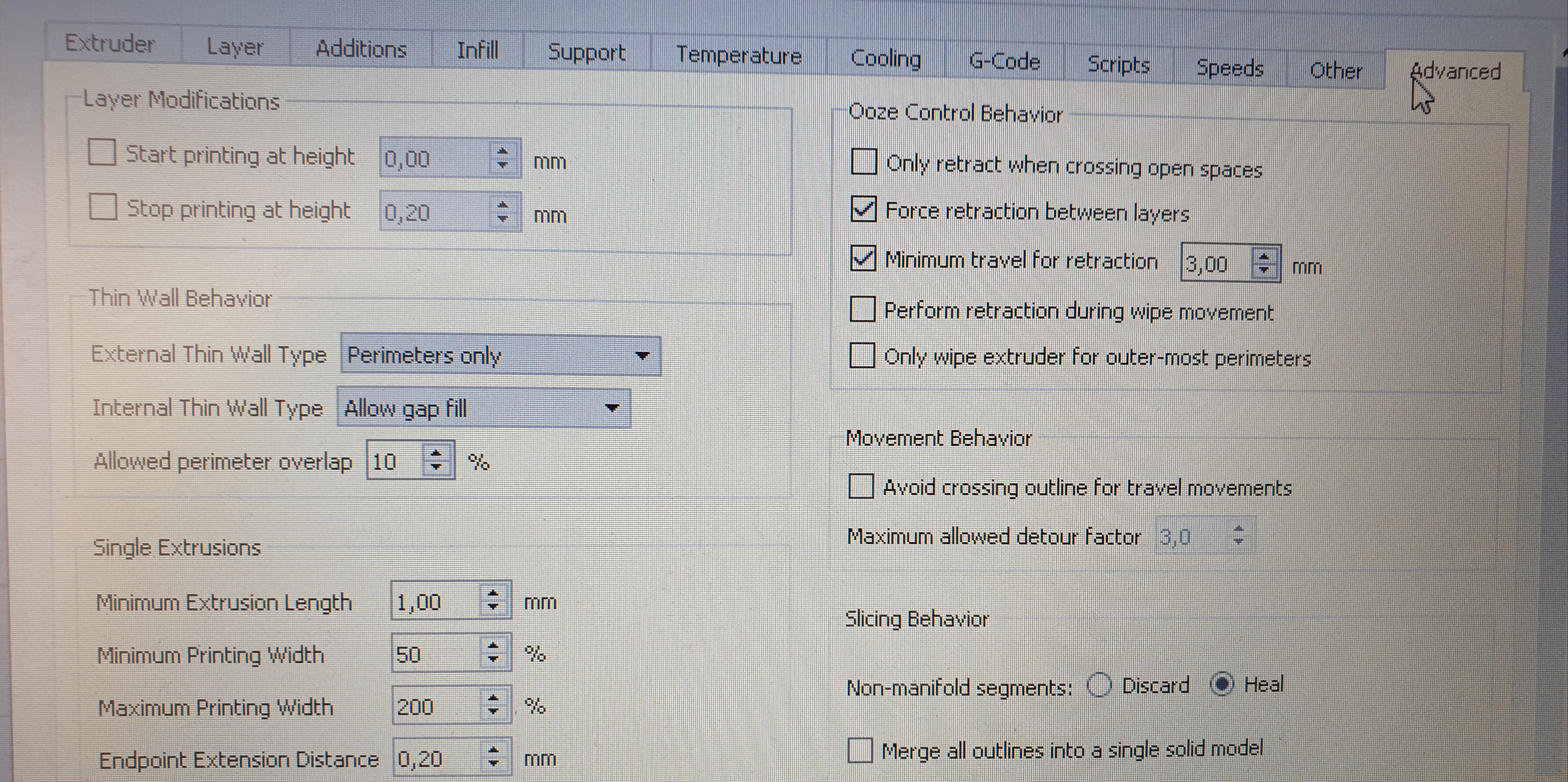
this are my Simplify3D settings:
and my config.g
; Configuration file for Duet WiFi (firmware version 1.21) ; executed by the firmware on start-up ; ; generated by RepRapFirmware Configuration Tool v2 on Tue May 07 2019 23:06:50 GMT+0100 (British Summer Time) ; General preferences G90 ; Send absolute coordinates... M83 ; ...but relative extruder moves ; Network M550 P"Ender 5" ; Set machine name M552 S1 ; Enable network M586 P0 S1 ; Enable HTTP M586 P1 S0 ; Disable FTP M586 P2 S0 ; Disable Telnet ; Drives M569 P0 S1 ; Physical drive 0 goes forwards M569 P1 S1 ; Physical drive 1 goes forwards M569 P2 S0 ; Physical drive 2 goes backwards M569 P3 S1 ; Physical drive 3 goes forwards M584 X0 Y1 Z2 E3 ; set drive mapping M350 X16 Y16 Z16 E16 I1 ; configure microstepping with interpolation M92 X80.00 Y80.00 Z800.00 E278.17 ; set steps per mm M566 X900.00 Y900.00 Z60.00 E4000.00 ; Set maximum instantaneous speed changes (mm/min) M203 X15000.00 Y15000.00 Z600.00 E8000.00 ; Set maximum speeds (mm/min) M201 X500.00 Y500.00 Z100.00 E5000.00 ; set accelerations (mm/s^2) M906 X800 Y800 Z800 E1400 I30 ; set motor currents (mA) and motor idle factor in per cent M84 S30 ; Set idle timeout ; Axis Limits M208 X0 Y0 Z0 S1 ; Set axis minima M208 X220 Y220 Z300 S0 ; Set axis maxima ; Endstops M574 X1 S1 P"xstop" ; configure active-high endstop for low end on X via pin xstop M574 Y1 S1 P"ystop" ; configure active-high endstop for low end on Y via pin ystop M574 Z1 S2 ; configure Z-probe endstop for low end on Z ;Filament Sensors M591 D0 P2 C"!e0_stop" S1 ;Extruder 1(0) M950 S0 C"exp.heater7" ; create servo pin 0 for BLTouch M558 P9 C"^zprobe.in" H3 F60 T6000 A10 R0.75 S0.003 ; set Z probe type to bltouch and the dive height + speeds G31 P500 X41.2 Y4.5 Z1.785 ; set Z probe trigger value, offset and trigger height M557 X41.2:221.2 Y4.5:219.5 S20 ; define mesh grid M671 X28.8:198.8:198:28.8 Y24:24:194:194 ; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B3950 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T98801 B4185 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M143 H1 S300 ; set temperature limit for heater 1 to 300C M307 H1 B0 S1.00 ; Fans M950 F0 C"fan0" Q500 ; create fan 0 on pin fan0 and set its frequency M106 P0 S0 H-1 ; set fan 0 value. Thermostatic control is turned off M950 F1 C"fan1" Q500 ; create fan 1 on pin fan1 and set its frequency M106 P1 S1 H1 T45 ; set fan 1 value. Thermostatic control is turned on ; Tools M563 P0 D0 H1 ; Define tool 0 S3D ;M563 P0 D0 H1 F0 ; Für Prusa Slicer G10 P0 X0 Y0 Z0 ; Set tool 0 axis offsets G10 P0 R0 S0 ; Set initial tool 0 active and standby temperatures to 0C ; Automatic saving after power loss is not enabled ; Custom settings are not configured M575 P1 S1 B57600 ; enable support for PanelDue M572 D0 S0.15 ; Pressure Advance M501 -
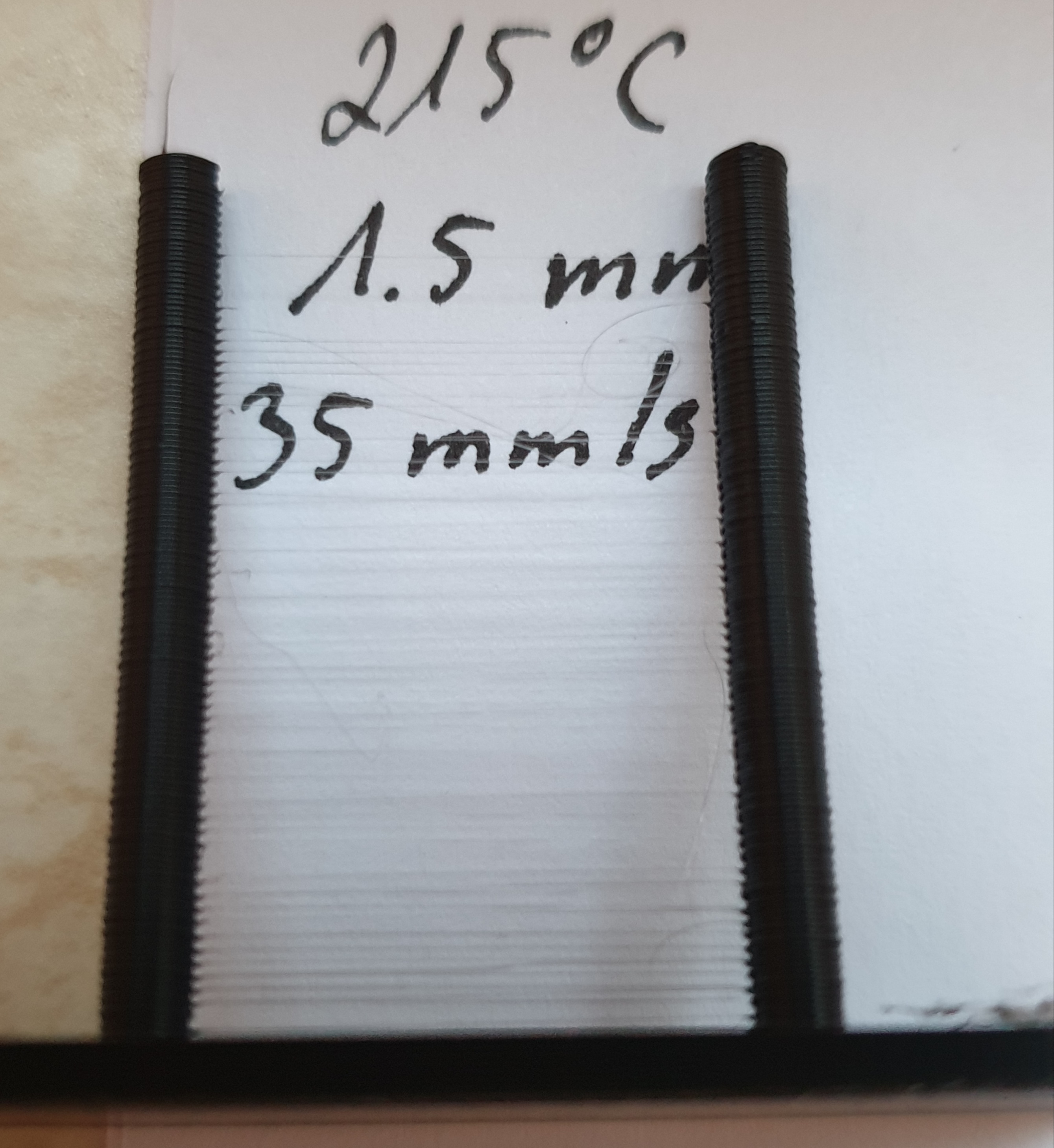
increase the retraction distance until the stringing stops
-
The retraction speed is ok ?
In the manual of micro swiss direct drive os wrotten maximum distance 1.5 and max speed 35 ,can i go higher without Problems?
-
print this
https://www.thingiverse.com/thing:2563909until you get no stringing.
stay with that retraction speed for now
-
@Veti which max distance i should 2.0 or 2.5 ?
-
go up in 0.25 increments until the stringing stops
-
ok mate thanks
i still print the restraction stl
-
@Veti i am now retraction distance of 3,5mm at stringing is always on prints
is 3.5mm to much for direct drive ?
-
M308 S1 P"e0temp" Y"thermistor" T100000 B3950 ; configure sensor 1 as thermistor on pin e0temp
did you change the thermistor when you switched to the micro swiss?
Are you sure B3950 is correct? -
@Veti yes i have changed it like in the docu like this:
i have changed only the bed its a silicon bed with 100k NTC3950
; Heaters M308 S0 P"bedtemp" Y"thermistor" T100000 B3950 ; configure sensor 0 as thermistor on pin bedtemp M950 H0 C"bedheat" T0 ; create bed heater output on bedheat and map it to sensor 0 M307 H0 B0 S1.00 ; disable bang-bang mode for the bed heater and set PWM limit M140 H0 ; map heated bed to heater 0 M143 H0 S120 ; set temperature limit for heater 0 to 120C M308 S1 P"e0temp" Y"thermistor" T98801 B4185 ; configure sensor 1 as thermistor on pin e0temp M950 H1 C"e0heat" T1 ; create nozzle heater output on e0heat and map it to sensor 1 M143 H1 S300 ; set temperature limit for heater 1 to 300C M307 H1 B0 S1.00 -
@Veti i have checked the marlin source and there is for hotend thermistor:
100k thermistor - best choice for EPCOS 100k (4.7k pullup)
is config correct ?
-
what temperature are you printing at? what material?
-
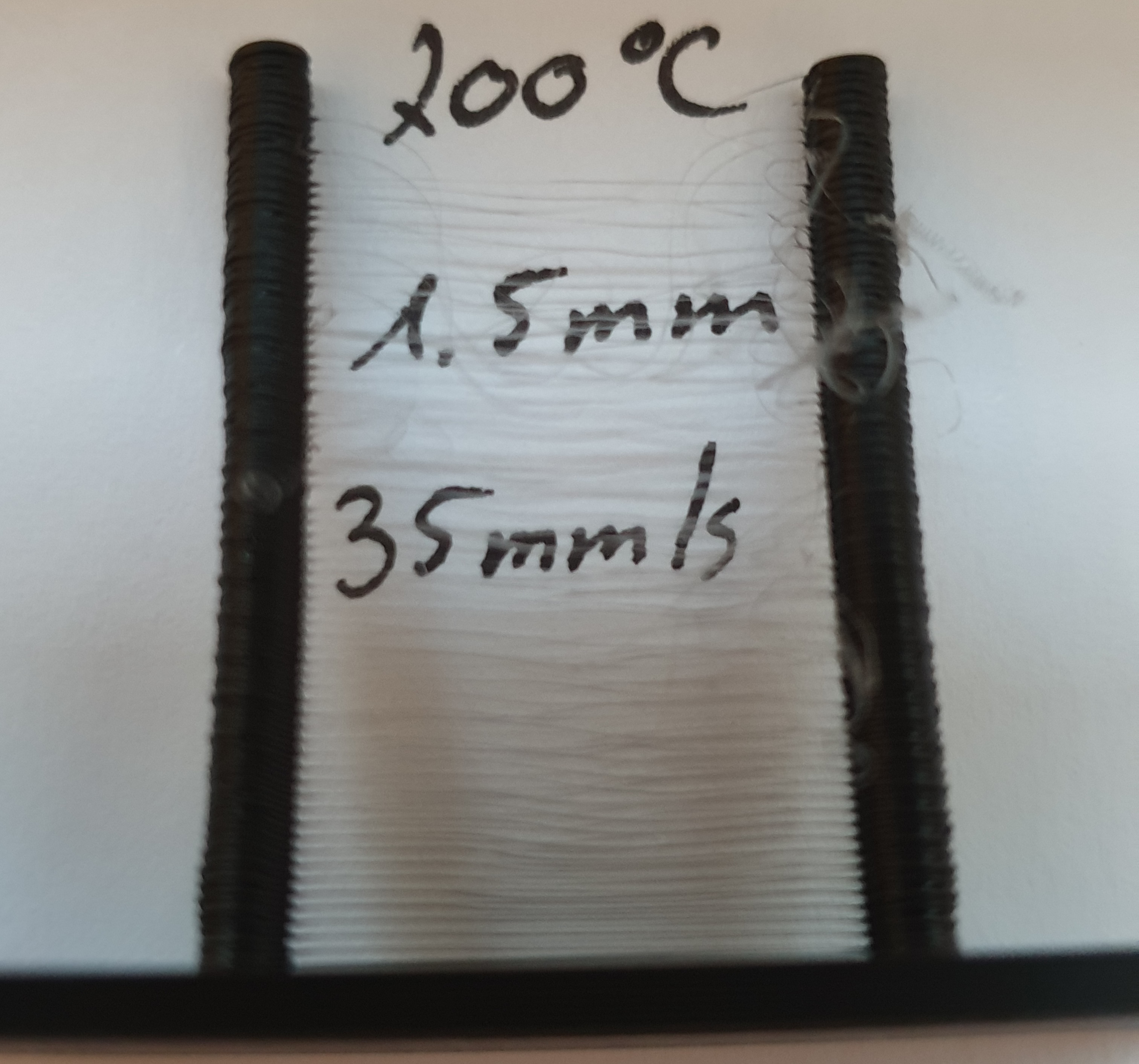
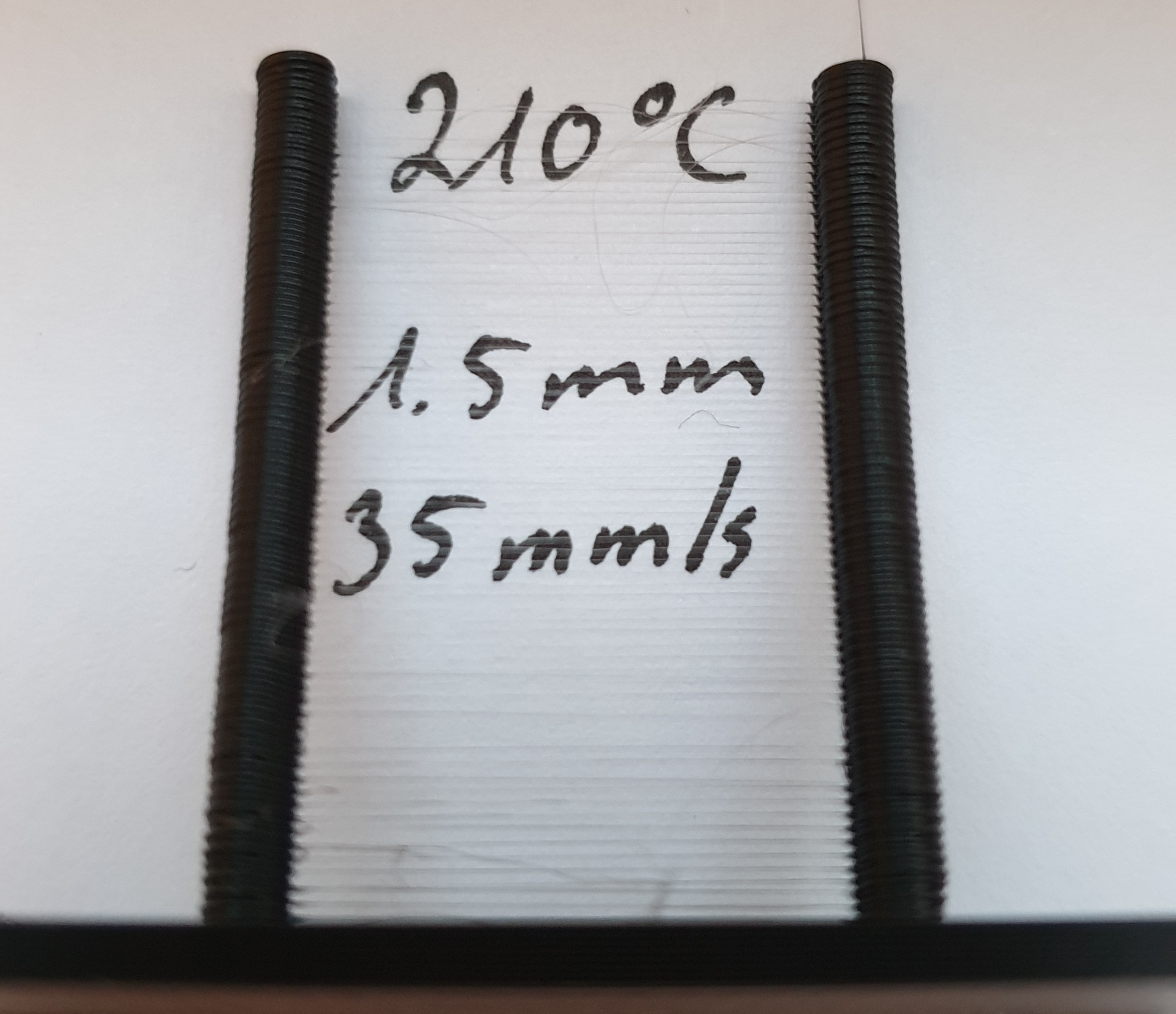
@Veti 210°C its PLA
-
try printing at 200 and 190 and go down and start at 1 mm retraction again.
-
@Veti ok
-
You can try adding this command to your config.g
M204 P500 T2000which will maintain your current acceleration for print moves, but allow faster acceleration for travel moves. This can help a bit with oozing by shortening the time of the travel moves.This would also be a good time to look into tuning pressure advance and double checking your extruder calibration.
3.5mm seems high for a direct drive. I would use the micro swiss recommendation of 1.5mm distance and 35mm/s speed for retraction, and then tune pressure advance. Since it's a direct drive a good starting value would be
M572 D0 S0.05. -
@Phaedrux i can add it somewhere in the config ?
I will recheck the extruder tommorow
I will recheck the PA value my actual value is 0.15
Thanks
-
Yes add to config.g
0.15 seems like a very high PA value for a direct drive extruder.
-
-
can you reduce the e steps by 10% and try again?