Aluminium Vs steel for structural parts
-
Hia,
I am looking to fabricate some parts for my ender5 style 3d printer.The parts would be made using a drill and jigsaw so old fashioned hands on.
I understand that the two metals have its own properties but I also know that in each video of design prototype and test the person heavily critics steel as being crap...
My main purpose of fabricating these parts is to have a fully enclosed 3d printer with minimum 3d printed parts used...
So I'll likely use right angle trim for both the pulley and NEMA motors and plate for attaching the X axis to the y axis
Please provide some insight.
Kind regards,
Ender 5 pro(LGXextruderddewith e3d revo rapid changer) with fly rrf e3 and a standard prusa mk3, both siting air-tight in a ikea kitchen cabinet.
-
There is nothing wrong with steel or with aluminum. It all depends what you want to do and what you have available for tooling.
Based on what you are saying, aluminum would work better for you simply because it is easier to deal with for the tooling you indicate you have available. The base material will be more expensive in aluminum compared to steel but that is only one of many considerations. -
@npm1 In addition to what @jens55 has said, steel will eventually rust unless you used stainless steel but that is a real bitch to work with due it's tendency to work harden. Whereas aluminium will maintain it's appearance for very much longer. It can also be anodised in various colours which is a kind of dye, so more robust that paint which might chip or flake. But I'd say that given the tooling available, aluminium would be the better choice because it is very much easier to work with (try hacksawing a bar or mild steel then compare the effort required with hacksawing a bar of aluminium). I have machined grooves in aluminium plate using wood working router cutters and no coolant, which is something that would not be possible with (say) mild steel and definitely not with stainless steel.
-
I recently had some parts made at FirstCut (aka protolabs, protomold), and I had them made from 7075, mostly because it was cheaper than 6061. (It machines very nice, whereas 6061 is gummy.) I had to drill an extra pair of holes in that aluminum, and it was super difficult to drill. I did it by hand, and I was wishing I had my drill press and a vise!
Point is, 6061 is quite easy, compared to steel, but 7075 is almost as hard as soft steel. There's more to the question than just Fe vs Al, because you never just buy one element in your metal stock.
For an Ender, there are very few parts that would benefit from steel. (Heat breaks are one.) The weight is always a negative, especially if it is on a moving part.
-
For an Ender, there are very few parts that would benefit from steel. (Heat breaks are one.) The weight is always a negative, especially if it is on a moving part.
Weight or mass is generally a positive except on a moving part.
Does it matter in an Ender printer - generally no (on stationary parts) but if you want that Ender to go to the space station fo amuse the crew, mass is a definit disadvantage")
RE anodization being a superior surface treatment, there are many methods of surface protection that are comparable to anodization (powder coating comes to mind) but unless the printer is sitting in ocean surf it really doesn't matter. How long does paint last on cars these days?
The modulus of elasticity for steel is roughly three times that of aluminum which means steel is 'stiffer' .... again not really an issue on an Ender 3D printer.
Aluminum gets soft at a much lower temperature then steel ....
Thermal expansion is much higher on aluminum vs steel ....
again just pointing out that there is no right or wrong but that you need to look at the specific use case.Oh the bit about steel being great for heat breaks - titanium is way superior because of lower heat conductivity ..... but I guess we are getting just a tad off the subject
-
@npm1 If you're going to enclose the printer and heat it you have to consider what happens when the materials are heated. If you're using linear guides for the Y axis, they will move apart as the machine heats up. Linear guides will not tolerate such changes and will tend to bind if the dimensions change too much (a few 10s of microns is enough to cause a problem). Aluminum expands much more than steel, so while steel could be better for the purpose of mounting the guides based on thermal properties, it would require machining to ensure that the Y axis guides are sitting in the same plane. You can buy aluminum cast tooling plate that comes machined flat which makes it easy to keep the Y axis guides in the same plane, but then you have to deal with the thermal expansion that moves them apart.
If the X axis support is also aluminum, it should expand along with the aluminum plate the Y axis guides are mounted on, so that can prevent the binding caused by thermal expansion. I dealt with it a different way in my corexy 3D printer. The X axis consists of a single linear guide with two bearing blocks, one of which is for the extruder carriage. The X axis guide rail is rigidly mounted to one of the Y axis bearing blocks and the other end is attached to the other Y axis bearing block via the second X axis bearing block. It allows the X axis linear guide rail to slide in the X direction as the mechanism expands and contracts with temperature changes. It never binds.
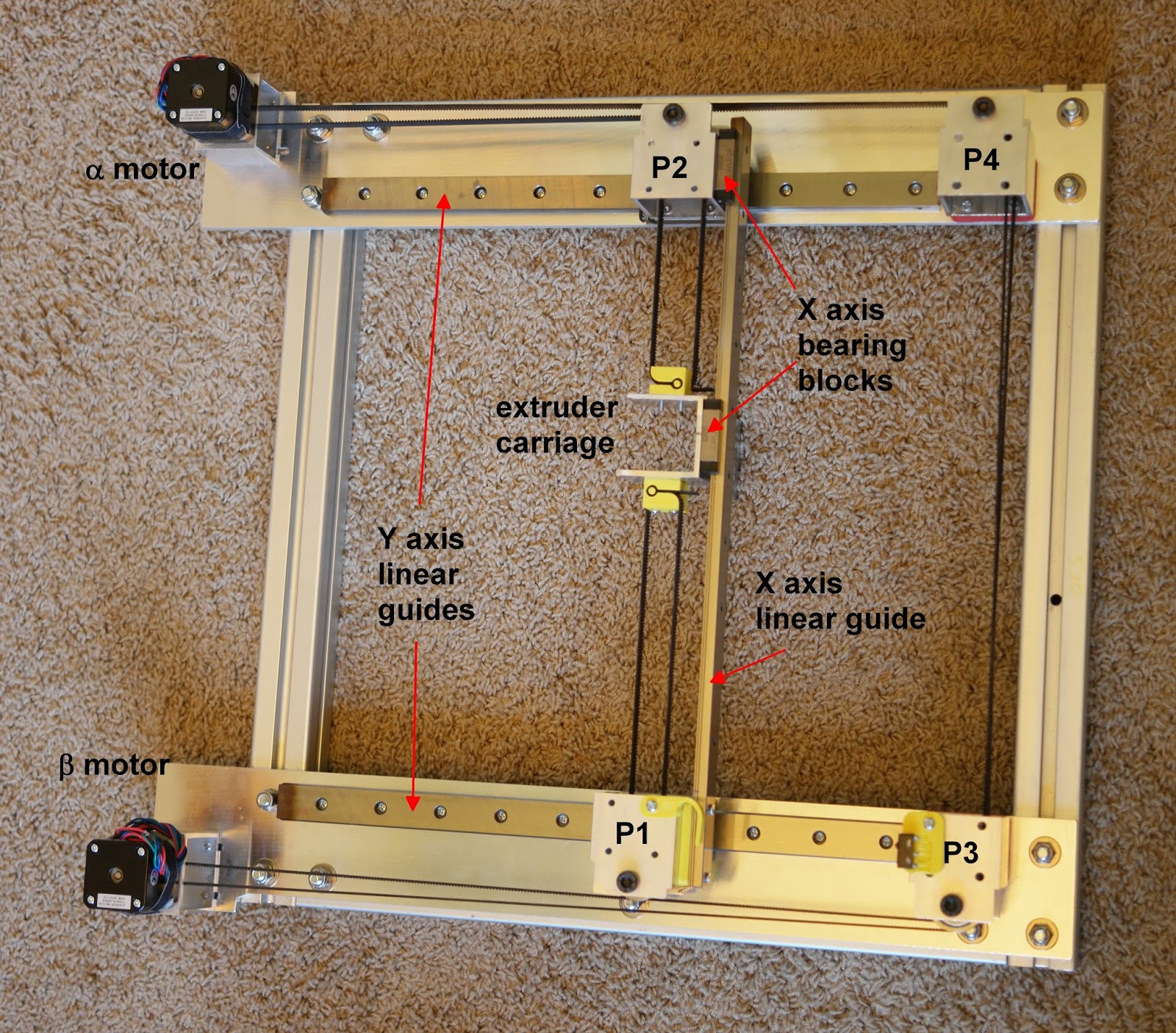
There is a spacer at P1 that is the same thickness as the X axis bearing blocks (yellow ABS in the photo, replaced with aluminum soon after this photo was made).
-
@jens55 I would argue against powder coating on most 3d printer parts, vs anodizing. Powder coating cannot handle heat the same, it chips, and can have highly inconsistent thickness, depending on the deposition method.
Most lower volume powder coated parts are done by hand, so the thickness at one end can be twice that of the other end. On a cosmetic part, this is moot. But on a part that mounts a hot end, this can effect the output quality, as the nozzle will no longer be perpendicular to the bed.
Contrast that with anodizing, which is always the same (usually insignificant) thickness. Very very thick anodizing is a fraction of the thickness of the thinnest powder coating.
Then again, on an Ender, most of this is moot. The rest of the components are made with such loose tolerances that you will have a tough time seeing a change. Sure, you might have to grab your hot end and tweak it to make it square to your build plate, but you might have to do that with a stock Ender anyway.
-
While a good powder coating job should not chip I concede that thickness could vary and may affect precision.
-
A lot has been said about material properties and surface finish etc but I really think you should consider adding to your toolbox. I would suggest that a minimum would be some good measuring and marking out tools, a dill press, files and a good hacksaw. The jigsaw is a roughing out tool at best when dealing with aluminium or steel. If you are not confident with filing, a small linisher or belt sander will not break the bank. The investment in some half decent tools will offset cost of the waste material and poor accuracy you will encounter otherwise. Oh, and aluminium would be my choice of material.
Good luck.