Issues after prime
-
I wonder if the fast travel speeds are part of the issue? Have you checked your pulleys for a loose grub screw? With the high speed, accel, and jerk values maybe something is slipping?
Have you tried tamer values?
-
@phaedrux
Good point.
But I did that last week on the basis of maintenance when the error was pending.
This is still quite harmless for the design of the printer.
Others drive the printer with 6-8k acceleration and 300-400mm / s movementThe pulleyes All New.
I have test with M906 X1350 and Y1350.
My stepper have 1,7A Max.
And 60mm high. -
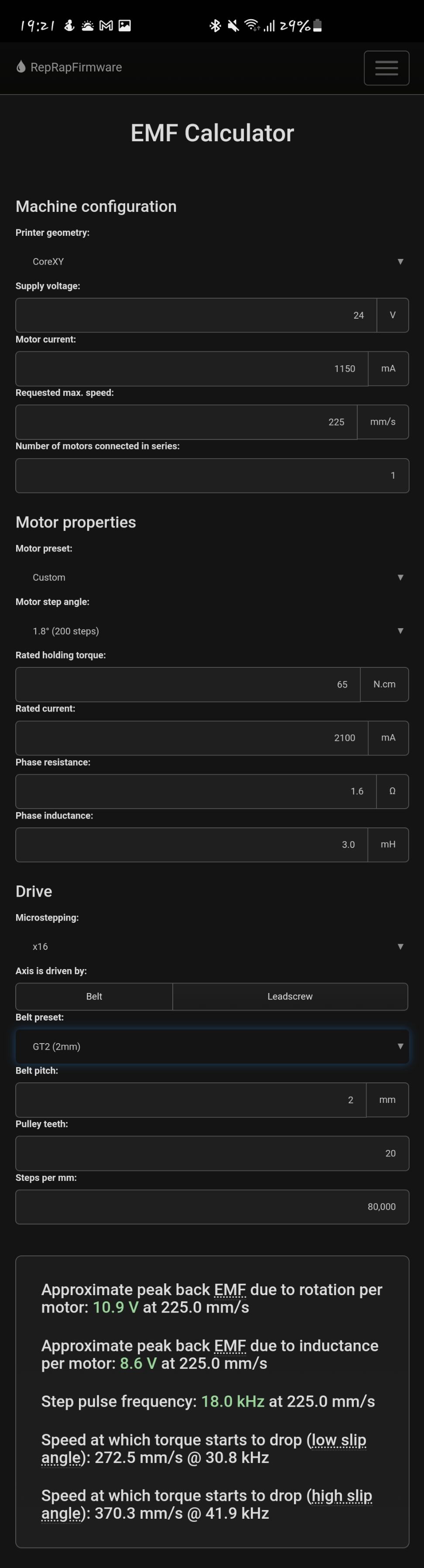
Can you enter your motor values and settings into this EMF calculator and see if maybe we're in the range where back emf becomes an issue.
-
@phaedrux Ok.
-
-
Oh I have Look on the wrong stepper. X and Y can 2.1A
-
@heartleander81 said in Issues after prime:
when I delete the first retract G1 E-0.600 F1200 the error is gone. But this is created by the slicer and I cannot prevent this.
That sounds similar to the reports from two other users: an axis move right after an extruder move on a tool boards shows the problem. I don't want you to remove the retractions, I want you to help me pin down the problem. by developing the simplest possible test case that causes the problem.
Did you try the test file I posted earlier?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 oh. No not. When my child sleep I can test it. In 15-30 min I give a feedback
should I use the g-code in the same way or turn the temperature on again and turn off cold extrusion?
-
@heartleander81 thanks. What I am looking for is the simplest possible test case. The ingredients that appear to cause it are:
- A tool change;
- A short extruder-only movement (typically a retraction), where the extruder is connected to a tool board;
- Then under some conditions, the following axis movement happens incorrectly.
The length of the extruder-only movement affects whether the problem occurs or not. I don't know whether the tool change is a necessary condition for the problem to happen, or if it is, whether the contents of the tool change files are relevant.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@heartleander81 said in Issues after prime:
should I use the g-code in the same way or turn the temperature on again and turn off cold extrusion?
You can try it with heating first if you like. If the problem occurs, try simplifying the file as much as possible until you find a very simple test case. As part of this simplification, you could copy the contents of startGcode into the test file instead of calling it with M98.
Related thread: https://forum.duet3d.com/topic/24553/rrf-3-3-does-not-respect-max-accel-in-first-moves-after-tc
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 ok. I have time

-
@dc42
With your code the same issuse.When i comment out the line 28 ( G1 E-0.600 F1200 )
Run the Printer with no Problem. I have a Video when you whantG90 M83 M302 P1 ;;dc T-1 ;;dc M106 S0 G4 S1 ;;dc ;;M140 S50 ;;M190 S50 ;;M104 S240 T0 ;;M109 S240 T0 T0 M150 R255 B235 U255 P128 S60 ;LED weiß G32 ;G29 S1 P"heightmap.csv" ;SB M83 G1 X5 Y5 Z30 F6000.0 G1 E50 F500 G1 E30 F200 G1 Y20 F2000 G1 Y50 Z0.2 F3000 G1 Y90 E20 F300 G1 Y120 F1200 M150 R255 B235 U255 P128 S60 ;LED weiß G92 E0.0 ; process CR3D 0.4 ; layer 1, Z = 0.200 T0 ;G1 E-0.6000 F1200 ;SB ; feature skirt ; tool H0.200 W0.440 G1 Z0.200 F600 G1 X118.950 Y122.494 F12600 ;G1 X19.489 Y53.567 F12600 ;G1 E0.6000 F1200 ;G1 X280.511 Y53.567 E8.9768 F1800 ; layer end T0 ;;dc M98 P"endGcode" -
LINE 14 and 28 is comment out. You See on the end ;SB
That is the Code who run without issuse -
@heartleander81 thanks! If you reinstate line 28 and comment out the M150 lines and also the G32 line, does the problem remain?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 have I do. The issuse is back
-
@dc42
You said that the following axis suddenly causes problems after the extrusion? Then I think of a "misprint" that I made with the toolboard. The paragraph should not be but a plan. See the following picture
-
ok i misunderstood something. I will gradually comment out and test each line from top to bottom.
-
With line 14 have I the issuse and without is all ok
G90 M83 M302 P1 ;;dc T-1 ;;dc M106 S0 G4 S1 ;;dc ;;M140 S50 ;;M190 S50 ;;M104 S240 T0 ;;M109 S240 T0 T0 M83 G1 X5 Y5 Z30 F6000.0 ;G1 Y50 Z0.2 F3000 after comment out this line looks out run without issuse G1 Y90 E20 F300 G1 Y120 F1200 G92 E0.0 ; process CR3D 0.4 ; layer 1, Z = 0.200 T0 G1 E-0.6000 F1200 ;SB ; feature skirt ; tool H0.200 W0.440 G1 Z0.200 F600 G1 X118.950 Y122.494 F12600 ;G1 X19.489 Y53.567 F12600 ;G1 E0.6000 F1200 ;G1 X280.511 Y53.567 E8.9768 F1800 ; layer end T0 ;;dc M98 P"endGcode" -
@heartleander81 thanks again. What about lines 17 and 20: if they are commented out and line 14 reinstated, does the problem occur?
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42
After I comment out Line 20 its all good