I could use some help
-
@fcwilt said in I could use some help:
@mac
Good, glad to hear the Z endstop is back.
As I recall (or maybe I'm wrong) that you had some problems getting good crimps?
I ordered the large crimps for the two large connectors on the board because I destroyed the 5 they sent. All is well there.
Can you verify that the connector that plugs onto the Duet has good crimps for each write?
You mean wire, I checked both phases, so the wire between the motor and the connector is good, both phases were present.
Does the stepper have a connector mounted on it for plugging in a cable OR are the wires part of the stepper?
Yes, it has a 6-pin socket.
Also, can you please change the rotation of the Y stepper in config.g and see if the Y jogging now works as it should?
I posted that change above. Please scroll up to it.
I’ll try to home Y, and let you know if my edit accomplishes anything.
Thanks.
Frederick
-
@mac said in I could use some help:
I ordered the large crimps for the two large connectors on the board because I destroyed the 5 they sent. All is well there.
Good
You mean wire, I checked both phases, so the wire between the motor and the connect is good, both phases were present.
Did you wiggle the wires while you checked looking for an intermittent connection?
Yes, it has a socket.
I have to purchase cables for that type as I don't have the parts to make such cables.
I posted that change above. Please scroll up to it.
I did miss it.
What happened when you tried jogging Y? Did it now go in the right direction?
Frederick
-
@fcwilt good news, the Y-axis / bed slowly started to move towards the back, where the end-stop is, then came to a stop about 40mm before it.
I tried jogging the bed Y+10 > and it went forwards. <Y-10 sent the bed towards the rear of the printer.
So the edit I made:
M569 P0.0 S1 ; physical drive 0.0 goes forwards M569 P0.1 S0 ; physical drive 0.1 goes backwards M569 P0.2 S1 ; physical drive 0.2 goes forwards M569 P0.3 S1 ; physical drive 0.3 goes forwards worked!
-
@mac said in I could use some help:
@fcwilt good news, the Y-axis / bed slowly started to move towards the back, where the end-stop is, then came to a stop about 40mm before it.
I tried jogging the bed Y+10 > and it went forwards. <Y-10 second the bed towards the rear of the printer.
So the edit I made:
M569 P0.0 S1 ; physical drive 0.0 goes forwards M569 P0.1 S0 ; physical drive 0.1 goes backwards M569 P0.2 S1 ; physical drive 0.2 goes forwards M569 P0.3 S1 ; physical drive 0.3 goes forwards worked!
OK you are making good progress.
Now to test for the second thing I think is wrong.
I need you to devise a way to measure if the Y axis moves the distance you tell it to when jogging.
For example if you clicked the button that jogs Y 10mm (either direction is fine) five times did the bed actually move 50mm.
It is essential that we get all axes to move the distance they are commanded to move. This is step one of that process.
Frederick
-
@alankilian @droftarts @fcwilt
Here's the latest challenge:
6/27/2022, 5:26:40 PM G28 Z Error: G0/G1: insufficient axes homed I got that report when I used Z to home the print head. It did it, but very slowly , with the motor making a horrible high-pitched sound as it moved about 40 mm.
The BLTouch never tried to probe the bed coming up underneath it.
The print head is about 5mm above the bed, and the X-axis is slightly less than 2mm above the Z-endstop.
-
@mac said in I could use some help:
@alankilian @droftarts @fcwilt
Here's the latest challenge:
6/27/2022, 5:26:40 PM G28 Z Error: G0/G1: insufficient axes homed I got that report when I used Z to home the print head. It did it, but the motor made a horrible high-pitched sound as it moved down about 40 mm. The BLTouch never tried to probe the bed coming up underneath it.
The print head is about 5mm above the bed, and the X-axis is slightly less than 2mm above the Z-endstop.
It sounds like you are trying to home using the other code that homed with the Z probe, rather than my code which homed with the Z endstop.
BUT...
We have to verify what I think is wrong with the Y axis.
If I am correct in my thinking the problem likely affects X and Z and it plays a role in what you are seeing.
Frederick
-
@fcwilt Well, now that you've delivered a real CLIFF-HANGER, proceed!
For the record, I unplugged both ends of the X-motor cable and tested all of the wires for continuity. All of them, including the wires to the end-stop passed the test.
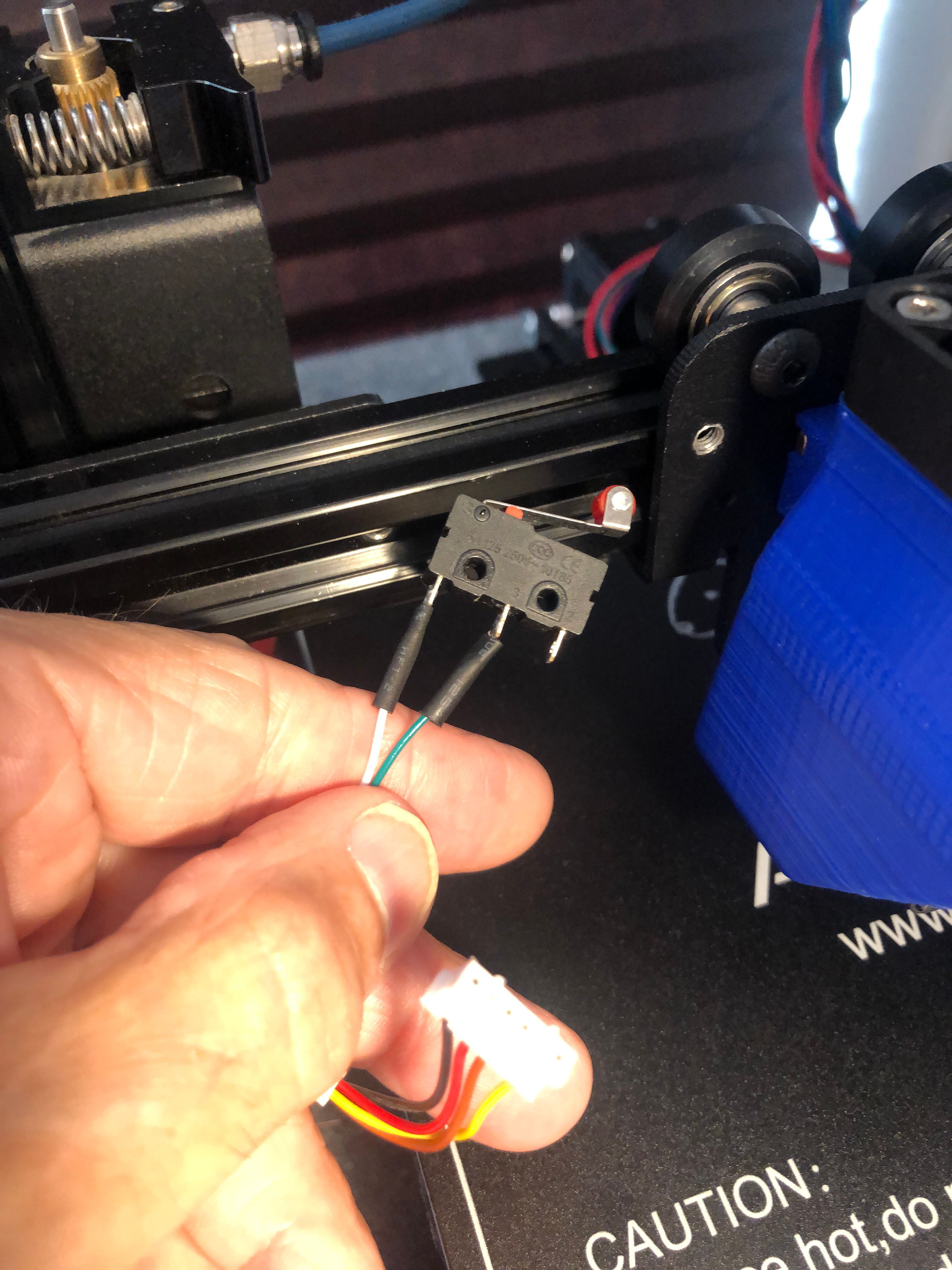
Interestingly, on the X endstop, on the other side of it, I can see the the information: (can't discern)A 125 250V (weird horizontal line) 10T85. The markings are, left to right, 1, 3, 2.
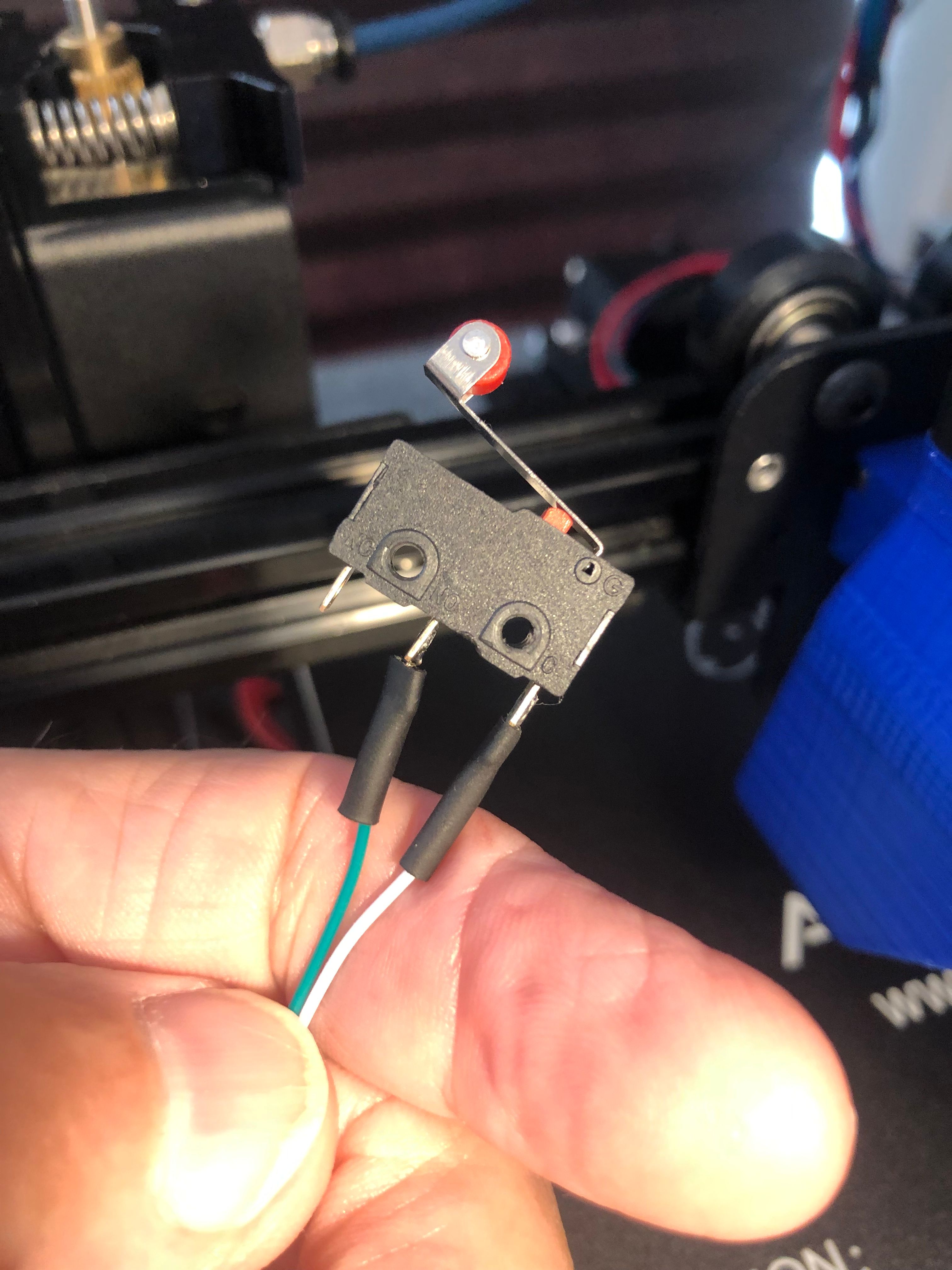
On the other side: (the red wheel is up on the left), the casing says NC (far left) NO (center), and O (right side).
The GREEN WIRE is in the middle, it is connected to the NO post on this side, and it is numbered 3 on the other side.
The WHITE WIRE is on the RIGHT (below the end of the metal arm), it is labeled O on this side, and 1 on the other.
Hope that information helps.
-
@mac


-
@mac said in I could use some help:
On the other side: (the red wheel is up on the left), the casing says NC (far left) NO (center), and O (right side).
That O is actually a C for COMMON. The NC is for NORMALLY CLOSED. The NO is for NORMALLY OPEN.
The GREEN WIRE is in the middle, it is connected to the NO post on this side, and it is numbered 3 on the other side.
The WHITE WIRE is on the RIGHT (below the end of the metal arm), it is labeled O on this side, and 1 on the other.Which is perfectly consistent with how we had to set the M574 commands.
...I really want to get your printer up and running so would you please find a way to measure the Y axis movement and verify that is moves the distance you command it to move.
We cannot move forward until we have verified the Y axis is moving as it should in regards to distance.
That likely will tell us what needs to be done to rectify homing problems with all of the axes.
Please.
Frederick
-
@fcwilt I’ll turn everything on, and do that right now.
-
@fcwilt 5 moves of Y+10 towards the front of the printer covered 46.8265mm.
-
@fcwilt 5 moves of Y+10 covered 46.8265mm.
-
@fcwilt so the accuracy is 93.65%?
-
@mac said in I could use some help:
@fcwilt so the accuracy is 93.65%?
That is rather strange. I expected a completely different outcome.
It should have moved very close to 50mm.
To compute the correct value in M92 for the Y stepper we just determine the ratio of the correct distance to the actual distance - 50.00 / 46.82 which is 1.0679.
The current value in M92 is 80? or was it 40?
In any case you take the current value and multiply by 1.0679.
80 x 1.0679 = 85.433
40 x 1.0679 = 42.716
But those values make no sense to me at all. Every printer I have built has had simple integer values in M92.
So take whatever the current M92 value for Y is and multiply by 1.0679 and use that new value in the M92.
Re-boot and re-test the Y movement and see if it comes out very close to 50.00.
I need to think about how these values might make sense.
Frederick
-
@fcwilt I’ll do it right now.
-
@mac said in I could use some help:
@fcwilt I’ll do it right now.
That would be grand. I've got quite a bit of time at the moment to work with you.
Frederick
-
@fcwilt well, here's the first problem, and I remember changing this to half of these numbers:
M92 X80.00 Y80.00 Z4000.00 E420.00
-
@mac said in I could use some help:
@fcwilt well, here's the first problem, and I remember changing this to half of these numbers:
M92 X80.00 Y80.00 Z4000.00 E420.00
All that matters is what they are now in the config.g file because those are the values that you have been using everything you have re-booted the printer.
If what is there now for Y now is 80 then just replace the 80 with 85.433, re-boot and re-test Y movement.
Thanks.
Frederick
-
@fcwilt I'm been redoing the measurement to see if it's the same each time. I'm more comfortable with 1.5625 inches, which is 39.6875 mm.
50 divided by 39.6875 is 1.2598.
80 times 1.2598 is 100.784.That sounds like 100 to me.
I think those are better numbers, don't you?
-
@mac said in I could use some help:
@fcwilt I'm been redoing the measurement to see if it's the same each time. I'm more comfortable with 1.5625 inches, which is 39.6875 mm.
50 divided by 39.6875 is 1.2598.
80 times 1.2598 is 100.784.I think those are better numbers, don't you?
Now that is starting to make sense. 100 is a value that is common in "printer land".
So assuming X and Y use the same hardware setup (belts, pulleys, etc) then you should enter 100 for X and Y.
I bet that will work out just fine.
Especially once we find the issue that is causing the X stepper to malfunction. Any evidence yet to indicate an intermittent wiring problem?
Oh yes. After you have 100 in place for Y, at least, re-boot and try homing Y and see if it triggers the Y endstop twice and returns to the center of the bed.
I have my fingers crossed.
Frederick