Guide for finding the values for M592? (non-linear extrusion)
-
I can measure the distance extruded for my filament, and it's very consistently showing a drop at higher speeds, as expected. I gathered the values for it using the scripts from here: https://forum.duet3d.com/topic/3625/new-beta-firmware-1-20-1rc2-and-duetwifiserver-1-20-1/15 So I know the values for speeds from 1mm/s to 6mm/s extrusion.
Is there a spreadsheet or guide for using those values to calculate the A & B paremeters for M592? I'm not finding it.
-
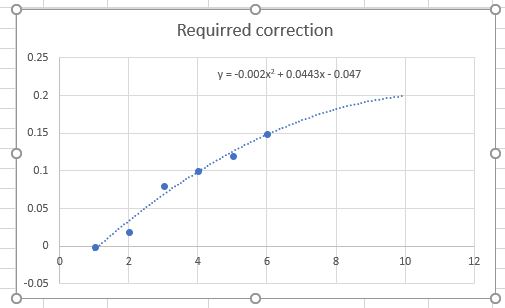
@kraegar I just built a spreadsheet for people to use. It is very rough but it should work. Worth a shot at least.
Enter your own values in the yellow highlighted boxes. See the equation in the graph to get A and B. Basic instructions are in the spreadsheet.
Voron2.4/Duet3 SBC+6HC+3HC+1LC+1HCL(x2) - Delta/Duet2 Wifi - CubePro/Duet2 Wifi+Duex5 - Laser/Duet3 Mini5+ - Cel Robox - U̶p̶3̶0̶0̶+/D̶u̶e̶t̶3̶ ̶6̶H̶C̶+̶LC1̶ - F̶T̶-̶5̶/̶D̶u̶e̶t̶2̶ ̶W̶i̶f̶i̶ - S̶o̶l̶i̶d̶o̶o̶d̶l̶e̶
-
Thanks @Alex-cr Alex, I'll test it out!
-
@alex-cr So I tried the spreadsheet out and it works. Though when I tested the values produced they seemed to give unexpected results when I reran the extrusion test with non-linear extrusion enabled. I would have expected the extruded amounts to be closer to the requested amount across the range of speeds requested, however I found that at lower speeds I was getting over extrusion and at higher speeds still under extrusion. At that point it was 1am and I gave up testing, so I'll have to give it another try.
But just as a sanity check, here is how I was gathering my data points. I used the macro found in the other macro repository thread. I measured 50mm with a mark on the filament before it entered the extruder for each pass of the test and measured how much was left. Results seemed to be consistent with expectations: 1mm/s=50mm, 2mm/s=50mm, 3mm/s=49, 4mm/s=47, 5mm/s=46.5 6mm/s=skipping. and the values the sheet provided were very close to those posted by others.
What should I be seeing after it's enabled?
If Iget a chance later tonight I'll remeasure and do some test prints. At about 200mm/s speed I can notice some under extrusion in solid fill, so I'm hoping this will compensate, but it's not really worth it if it causes over extrusion at lower speeds.
-
Your spread sheet is very similar to mine! Spookily so.
https://forum.duet3d.com/topic/5588/non-linear-extrusion/6
I fell into the same trap trying to verify the non linear extrusion. Some where in the gcode references or non linear extrusion guides it says that it is not applied to non travel moves.
Also, don't do what I did next which has to do a high feedrate test with a fraction of a mm move in one of the axis! If you do that the feed rate is only relating to the motion axis and not the extrude and so it attempts to cram 100mm of filament through the hot end in a fraction of a second! Life is generally slow and quiet while calibrating extruder. Suddenly this makes it loud and fast!

I requested a feature to allow us to allow non-linear extrusion while stationary but don't think there was much comment.
Running 3 P3Steel with Duet 2. Duet 3 on the shelf looking for a suitable machine. One first generation Duet in a Logo/Turtle style robot!
-
On a recent go with the bondtech extruder there was a wobble at the end of the graph before it curved up significantly again. I'm wondering if the wobble wasn't an experimental error but effects like shear thinning of the melt coming into effect before the hotend begins to show signs of not coping and begining to under melt.
Will revisit this when I get the home printers running after finishing some CAD - reverse engineering the Ormerod 2 STL files.
-
Looking forward to this uber filament monitor as I'm guessing I could calibrate that to give a much better reading than me with my 150mm rule with 0.5mm divisions!
")
-
@doctrucker said in Guide for finding the values for M592? (non-linear extrusion):
I requested a feature to allow us to allow non-linear extrusion while stationary but don't think there was much comment.
The problem with doing this is that it would result in massive over-extrusion for re-prime moves.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@dc42 Just looking for a one command scope flag for G1 that can be set like the one that lets you move the axis before home.
Moving the axis to trick the machine into non-linear extrusion isn't great as the axis accelerations can muddy the water in terms of getting good results.
-
@doctrucker said in Guide for finding the values for M592? (non-linear extrusion):
Moving the axis to trick the machine into non-linear extrusion isn't great as the axis accelerations can muddy the water in terms of getting good results.
Not if you move them very slowly.
-
@doctrucker said in Guide for finding the values for M592? (non-linear extrusion):
Your spread sheet is very similar to mine! Spookily so.
Great minds think alike? or only so many ways to skin a cat I guess.
...And I saw your graph in the post...
-
@phaedrux said in Guide for finding the values for M592? (non-linear extrusion):
@alex-cr So I tried the spreadsheet out and it works. Though when I tested the values produced they seemed to give unexpected results when I reran the extrusion test with non-linear extrusion enabled. I would have expected the extruded amounts to be closer to the requested amount across the range of speeds requested, however I found that at lower speeds I was getting over extrusion and at higher speeds still under extrusion. At that point it was 1am and I gave up testing, so I'll have to give it another try.
But just as a sanity check, here is how I was gathering my data points. I used the macro found in the other macro repository thread. I measured 50mm with a mark on the filament before it entered the extruder for each pass of the test and measured how much was left. Results seemed to be consistent with expectations: 1mm/s=50mm, 2mm/s=50mm, 3mm/s=49, 4mm/s=47, 5mm/s=46.5 6mm/s=skipping. and the values the sheet provided were very close to those posted by others.
What should I be seeing after it's enabled?
If Iget a chance later tonight I'll remeasure and do some test prints. At about 200mm/s speed I can notice some under extrusion in solid fill, so I'm hoping this will compensate, but it's not really worth it if it causes over extrusion at lower speeds.
Have you actually printed a part and seen the results?
I am not an expert on the nonlinear extrusion, just trying to help out where I can.
What is your steps/mm. What were A and B that got calculated out?Let's go through the exercise and look at the sanity of the values.Scratch that...The final correction should be independent of extrusion steps. Your values are huge! Way larger than I would expect would be required.
Did you get these numbers?
A=0.4343
B=0.2357What material are you printing? What type of extruder? Temp? I think you might be up against a serious nozzle pressure issue. Maybe that's why you are skipping steps at 6mm/s?
You can also try editing the speeds to achieve more values to plug into the equation. 2.5mm/s, 3.5mm/s, etc...
First thought is increase your nozzle temp by 4-5C and see what happens
-
@alex-cr I haven't printed anything yet as I wasn't sure of my results and have been trying to get some ringing under control first.
My values were: A=0.1214 B=0.1786
I tested using PLA at 210c on a Titan Aero with 0.4 hardened steel nozzle. I've never had skipped steps that I could tell during normal prints.
I'll have to run the tests again with smaller intermediate values as you suggest. Get some more data points and then actually try and print something.
-
 undefined Alex.cr referenced this topic
undefined Alex.cr referenced this topic
-
undefined Alex.cr referenced this topic
-
undefined Alex.cr referenced this topic
-
undefined Alex.cr referenced this topic
-
undefined RomeoFox referenced this topic
-
undefined RomeoFox referenced this topic
-
undefined RomeoFox referenced this topic
-
undefined RomeoFox referenced this topic
-
undefined RomeoFox referenced this topic
-
undefined RomeoFox referenced this topic
-
undefined RomeoFox referenced this topic