Problems with new Laser Filament Monitor
-
Have you tried my casing design? I have a large exposed length of filament based on a hypothetical aperture I calculated from some datasheet parameters.
I had no issues with shiny metallic petg or translucent materials with it. Just make sure you cut the filament tip diagonally so it enters the exit hole nicely


-
@brunofporto Thanks, I have not tried it but will do!
-
@brunofporto said in Problems with new Laser Filament Monitor:
Have you tried my casing design? I have a large exposed length of filament based on a hypothetical aperture I calculated from some datasheet parameters.
I had no issues with shiny metallic petg or translucent materials with it. Just make sure you cut the filament tip diagonally so it enters the exit hole nicely
In fact I used your design first. I liked the look of it.
After I found that I had problems sensing shiny petg I switched to the Duet reference design.
I found both yours and the reference casing gave the same results.Since you and @T3P3Tony have had reasonable results sensing petg maybe it's just that I have a faulty sensor?
When @T3P3Tony can test the same filament type this may prove to be the case.
-
David has also suggested we test filament at an angle.
@insertnamehere I have ordered the esun filament but it is not on a fast delivery here in the UK for some reason (Amazon - next week) so will test ASAP.
-
@insertnamehere said in Problems with new Laser Filament Monitor:
I found both yours and the reference casing gave the same results.
Thanks!!!
I will make a shorter version then, this one sometimes is very difficult to feed the filament. And I will adopt your hold solution (use the groove mounting as I have a similar extruder setup). -
@brunofporto said in Problems with new Laser Filament Monitor:
Have you tried my casing design? I have a large exposed length of filament based on a hypothetical aperture I calculated from some datasheet parameters.
I had no issues with shiny metallic petg or translucent materials with it. Just make sure you cut the filament tip diagonally so it enters the exit hole nicely
I modified your housing to run the filament through at a 10 angle to see if it makes any difference in the accuracy. I don't post on Thingiverse but here is a link to the STL files. Note I have not printed these yet so there could be fit issues.
https://drive.google.com/drive/folders/1b8wBl5uZ1qwoimONZLIcWlFULOlNsJaq?usp=sharing


Once I confirm if the angle approach works I will go back and "pretty up" the housing.
-
@t3p3tony said in Problems with new Laser Filament Monitor:
David has also suggested we test filament at an angle.
@insertnamehere I have ordered the esun filament but it is not on a fast delivery here in the UK for some reason (Amazon - next week) so will test ASAP.
I will be testing this theory by Friday. I'll report back.
-
@timcurtis67 It is already pretty
-
Since the prusa laser filament monitor uses the same sensor as the Duet, I did a few searches and turns out that the prusa sensor has problems with black petg also. Prominently eSun.
https://www.reddit.com/r/prusa3d/comments/83sq1f/problems_with_mk3_filament_sensor_with_black_petg/
-
I'm finding problems detecting eSun Yellow PLA also.
Duet3D laser filament monitor on endstop input 3, disabled, allowed movement 50% to 145%, check every 3.0mm, current position -6.8, brightness 92, shutter 17, measured minimum -15%, average 50%, maximum 130% over 479.8mm
@T3P3Tony can you tell me what the min, average and max percentages represent?
What causes a negative percentage?
Is the filament monitor still usable with numbers like this? -
@brunofporto Thanks, I'm starting with your design on my Ender 3 printed with eSun black PLA. I think you need a bit more surface area "bite" on the tubing.
-
@t3p3tony, @dc42
The last 2 days I've been printing with eSUN black PLA, not the PETG I've been having problems with but a filament that has worked ok.I have been getting value like:
minimum 83%, average 95%, maximum 112% mostly, I thought the sensor was working ok with this filament.Then today I tried a print and the print paused twice with "Extruder 0 reports too little movement".
I ran a M591 D0 I now get this and now it is
minimum 46%, average 71%, maximum 93%
with the same roll of black PLAWhy so inconsistent?
Do I have a faulty sensor?It doesn't work with some filaments and when it does it gives inconsistent result.
Did you have these problems in testing?
-
@insertnamehere said in Problems with new Laser Filament Monitor:
look, I'm a customer who is having problems with your product. I've been asking questions to help me determine if I have a faulty device. Two previous posts of mine have gone unanswered.
I would like to know if the inconsistent readings for the same filament over time (as much as 50% variability) were common in beta testing or if you think the sensor is faulty?
What do the the min, max and average percentages represent, and what values (I get some negative percentages) are unusable for sensing movement?
I get a lot of false detection even with quite wide M591 Raa:bb values. Was this seen in testing?
What should I do RMA for a replacement or get a refund?
-
How did you mount the filament monitor? Might dust have go on to the image sensor, reducing its sensitivity? The instructions on our wiki advise against mounting it with the image sensor facing upwards, to guard against dust building up on it.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
@insertnamehere said in Problems with new Laser Filament Monitor:
What do the the min, max and average percentages represent
This one I can answer: these are statistical values representing the movement seen by the sensor vs. movement commanded by the firmware.
Example: minimum 83%, average 95%, maximum 112%
This means that on average the sensor saw 95% of movement distance that was commanded by the firmware. In case this would be totally accurate it means on average there would be 5% under-extrusion.
Minimum represents the lowest value seen compared to commanded movement and maximum of course the opposite.Negative values mean that the sensor saw a movement in reversed direction compared to what the firmware commanded. As an (arbitrary) example, the sensor saw forward movement where the firmware commanded a retraction.
Regarding the (possibly) inconsistent performance of the sensor with a filament working good previously: I had this issue twice in beta test where it paused due to too little movement - but in both cases when examining the print it turned out that the sensor was right and the print actually was under-extruded. So have you checked this particular print for signs of under-extrusion? Unfortunately, they might be hidden i.e. restricted to the infill portion of the print.
Manuel
Duet 3 6HC (v0.6) with RPi 4B on a custom Cartesian
with probably always latest firmware/DWC (incl. betas or self-compiled)
My Tool Collection -
@wilriker The average is of good help for tunning extrusion. The blue ABS is perfected when tunned to 100% average.
But that is why I would like to have data from the entire print! Just Max and Min is a bad reference for decision or evaluate. A graphic view of the measurement versus gcode command over time would show events cristal clear.
-
@wilriker Thanks for the explanation.
I have 3 filaments that regularly give negative minimum percentages. I've also seen black PETG give a negative average percentage. I just wonder how effective a filament sensor is that gets the direction wrong on movement?
Does that make sense at all?
-
@dc42 said in Problems with new Laser Filament Monitor:
How did you mount the filament monitor? Might dust have go on to the image sensor, reducing its sensitivity? The instructions on our wiki advise against mounting it with the image sensor facing upwards, to guard against dust building up on it.
Thanks for the reply.
I've used 2 different mounts and currently using your the reference mount design. The sensor is mounted vertically, looking down. Checked for dust, nothing I can see.
I'm seeing wide variations of movement detected with some filaments showing negative values. Even the same filament on different days gives a huge difference in result.
I'm using a Bondtech BMG and I tried it with maximum tension on the filament. That extruder would literally pull the reel off the stand before slipping. I see no sign of under-extrusion on several 20mm test cubes printed during this process.
To me the sensor is either faulty or the design isn't reliable.
There are many things that you have to cope with and adjust for when printing, the filament sensor should not be one of them.
-
Well I found the likely cause. Clearly I have a faulty sensor.
This is an image showing the sensor through the mount aperture.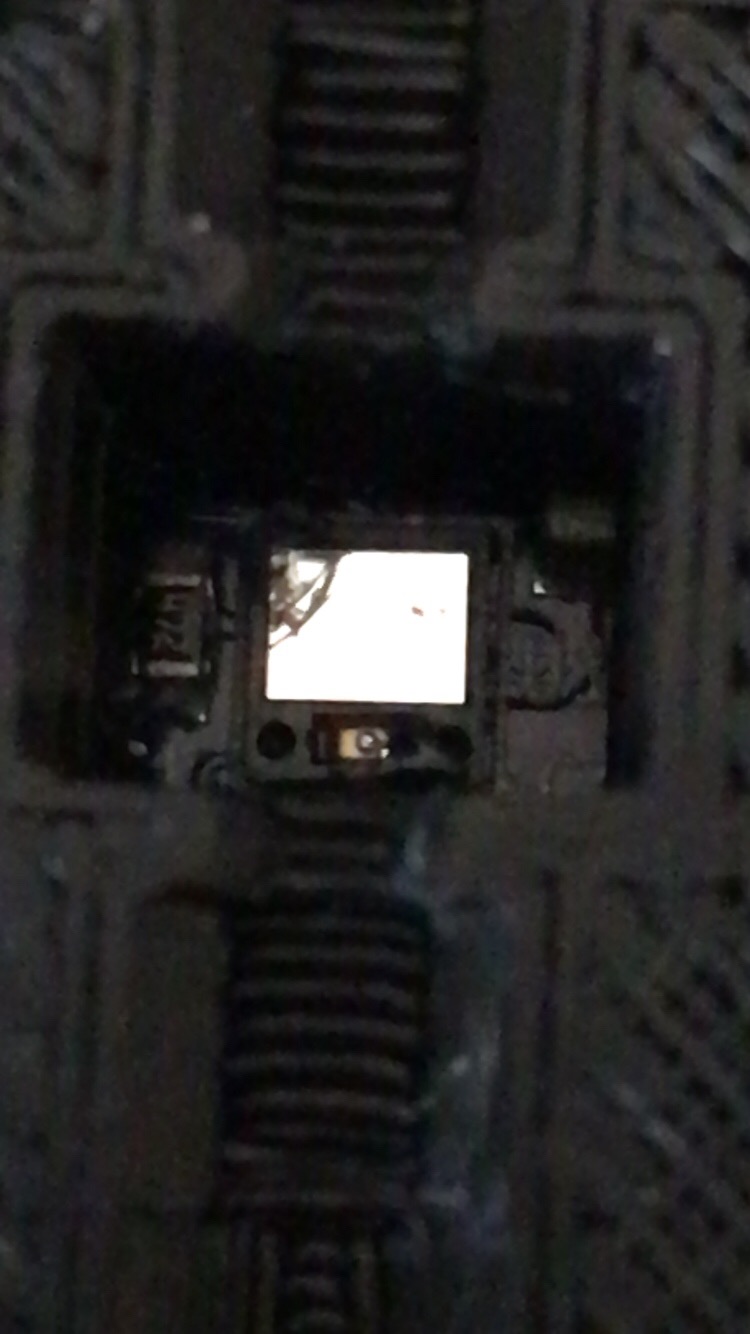
I don't know how this happened. I took great care in handling and mounting. It's been checked several times for dust and I certainly didn't see it.
My best guess is that because the reference mount design uses the mounting screws through the pcb to also provide tension on the bowden tube to clamp it tight, this tension cause the pcb to flex and cracked the sensor.
Clearly it could also be my fault, so I'll just forget about it.
Thanks for your help. -
@insertnamehere please can you submit a warranty claim:
https://www.duet3d.com/WarrantyReference this forum post in the comments.
Thanks for your patience.