Core-XY based on Rat Rig V-Core and Duet 2 Ethernet
-
Thanks @Phaedrux and @grizewald for your comments. Re z drive, I will use a single NEMA 23. I have received the V-Core 3 screw upgrade. They originally use it with 3 NEMA 17 and also suggest to drive them independent for bed levelling. I have decided against that. I have received my trust bearings now as well and have started to make up bearing blocks that mount instead of the steppers on the metal mounts. See pic.

So the lead screw goes through the bottom of that prototype black block, next radial bearing and on top of the outer ring rests the thrust bearing which again takes the load from the clamp on belt pulley. So I will have two on the forward side and one centered in the back. All three lead screws then joined by a loop belt plus one idler for tensioning.. I am not yet sure if a triangular belt drive has enough engagement on the teeth of they pulleys, if not I have to add a few idlers that wrap the belt around the pulleys more for better engagement of teeth. I intend to drive the rear single lead screw from a top mounted NEMA 23 or if that is not practical use a very short belt loop to drive the lead screw from a separate pulley and the motor in the base of the printer, not yet sure which I do. When I bought the pulleys I assumed its easy to get 3mm pitch belt but turns out that is not really the case, I have to make a mock up 1st now to see what length I need. Also forgot to order the NEMA 23 and motor mount (silly me).
Re piezo, guess that was kind of clear just I did not cop on to that, it needs a sharp impulse. Now with the glass bed it has never missed. Works very reliable now and wile bed levelling never probes on point more than 2 times, before it could take 4-6 times cause of the flexing nature of the flimsy light aluminium bed with the spring steel sheet. So for now I am all happy with the precision of the piezo. I will try again the other hotend mount with the build in Andromeda piezo.
Oh that sounds bad with the Mosquito, are you working in hot environment ? What you write re cooling issues would suggest issues will come up in an enclosed printer. I would not mind a 40 or 50mm fan as long as they can run silent. Or even a blower could them be a compacter, less noisy option. For an enclosed printer it may even make sense to have some sort of light weight duct with external fan to get cool air from outside the enclosure. Just thinking out loud, not there yet. The Linear Rail version will get the BMG M and Mosquito.
Have Fun.
JanPS: Re the termistor on top, that would not to control the heater but to delay the print start till the heat has gone through the materials. I find some way to implement that in the "Start G-code" section of the Slicer. IDK yet how I best implement that practically with a pocket cut in glass or whet ever, I probably have to experiment a bit.
My 2 NEMA 17 can drive Z WELL fast enough to trigger the z-probe. I just don't want to have huge inertia behind it with high speed if I can avoid it and go slower.
-
@grizewald, about the glue spray. I always apply that in the shower. I usually wash the glass in the kitchen sink with hot water and dry it. Then apply the glue in the shower to prevent glue mist on all the surroundings. The fact float glass is super cheap and can be got in any size combined with the ease of printing so far I don't think I go back to anything else to be honest. Have not yet tried ABS and PA. I did PC, PLA, PETG. Carbon filled XT-CF20 all work great.
Sorry I keep going on about this glass printing, I don't even bother sometime to wash the surface. I can see exactly where I printed before and just position the next part different in the Slicer, it is really so easy. For fun I just print one of my bearing blocks in ABS to give that a shot. I don't want to open my PA just now cause I have no dry box and its wet season here now......
Jan P.
-
I'm looking forward to see how you finally implement your Z belt drive, it sounds like it will be ultra stable!
I found out the major cause of my problems with the Mosquito. Even though I'd bought the filament I was using to test from a respected manufacturer who boasts "the smallest variance in the industry" for their filament diameter, I discovered that the new spools that I'd bought were anything but accurately manufactured!
I discovered the problem when I was going to change filament. I asked the printer to unload the filament and when it started to retract the filament from the hot end, the extruder motor started skipping. My initial thought was that I'd got another jam with the filament bonded to the heat break, but when I removed the feed tube and pulled the filament up by hand, there was no resistance at all. It was when I then attempted to pull the filament back through the feed tube to the spool I discovered that it was almost completely jammed inside the tube. The feed tubes that I use from my dry box to the printer are standard 2mm internal diameter PTFE tubes. For it to jam in those means a significant size error.
When I'd finally extracted the filament and got my calipers to it, it turned out that parts of the filament were 1.75mm in one direction and more than 1.9mm in the other! Needless to say, I'm having a conversation with the filament manufacturer.Having removed the out of tolerance filament from the equation, I'm now finding the Mosquito to be a rather exceptional hot end. I would never have imagined only needing 0.4mm of retraction to print PLA and even PETG with no oozing! The filament path through the entire hot end is very tightly constrained, much more so than in an E3D V6, even with Capricorn tubing. This leads to exceptional feed and retract accuracy, but also means that even slightly out of spec filament has the possibility to jam the hot end solid, as it did to cause the jam I mentioned earlier which forced me to dismantle the hot end to clear it.
I think what's needed is a laser filament diameter monitor to stop out of spec filament getting as far as the hot end!
-
@grizewald said in Core-XY based on Rat Rig V-Core and Duet 2 Ethernet:
I think what's needed is a laser filament diameter monitor to stop out of spec filament getting as far as the hot end!
or a 1.76mm hole in something that wont wear too quickly before the hotend.
-
@T3P3Tony That's an interesting idea! Maybe a small block of PTFE with a 1.76mm hole somewhere in the feed to the extruder, coupled to a spring loaded lever and microswitch.
When oversized filament tries to make it through the size check, it would cause the block to move on its lever and trigger the microswitch which could be connected to an end stop input.
I can think of a few ways to design the mechanism. Next time I take the hot end apart, I'll make an accurate measurement of the inside diameter of the heat break and see what the limit actually is.
Certainly, something to prevent out of spec filament getting as far as the hot end would save considerable frustration in the future.
-
@grizewald .....or how about a thin but hard metal plate just before the hot end with a hole that has a very sharp edge, so that if the filament is slightly over sized, it would "shave" a bit off ?
-
@deckingman @grizewald I love the two engineering approaches here, one to pause and alert the user, the other to fix it as its going!
-
@grizewald I checked the STEP file from the Mosquito documentation and it measured at 1,95 mm
I also measured it from a picture where it is 1,97 mm (see below). Ignore the IN, it just says MADE IN U.S.A., scale is in mm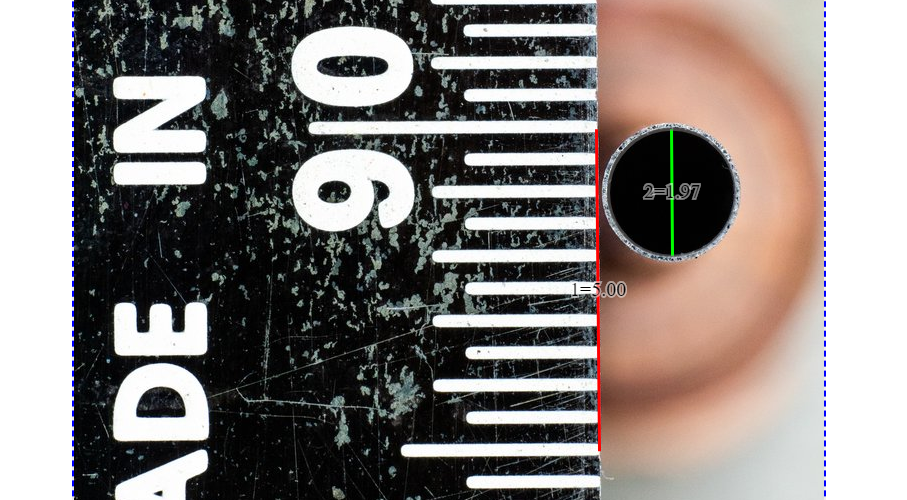
P3Steel Toolson mk2 - Duet 2 WiFi--> RatRig V-Core with Duet WiFi 1.03
Original Prusa i3 MK3S -
@deckingman That could work, but I have my doubts about being able to create a sharp enough edge on a piece of stainless steel tubing and the ability of my extruder to exert enough force to shave PLA filament without skipping.
I just tried shaving some PLA with a fresh scalpel blade and the hardness of the filament was a significant obstacle.
-
@OBELIKS Thanks for the measurement. I guess my filament must have been really out of spec!
-
I have seen it before. But they did give a new roll and asked for the old one to check what happened.
-
Seeing as the heat break on the Mosquito is (say) 1.95mm wide, I wonder why the Capricorn tubing which I have between the extruder and the hot end didn't jam first.
-
@grizewald As you say, the filament would need to really out of spec to jam in a 1.95 -1.97 mm hole. I wonder if maybe a bit of swarf (metal or plastic) or grit got attached to the filament and found it's way in?
-
@grizewald PTFE tubing is still flexible and slippery enough to let even 2-2,1 mm through (in case of formed tip). With difficulty but still.
-
@deckingman said in Core-XY based on Rat Rig V-Core and Duet 2 Ethernet:
@grizewald As you say, the filament would need to really out of spec to jam in a 1.95 -1.97 mm hole. I wonder if maybe a bit of swarf (metal or plastic) or grit got attached to the filament and found it's way in?
I don't think so. When I think about it, the catastrophic jam that forced me to dismantle the hot end to clear it was almost certainly caused by heat creep. The makers of the Mosquito suggest that their tiny little 25mm fan should be OK run at 70% of full speed. That might be OK when running PETG or a similar high temperature filament, but when there isn't a clear path behind the hot end's heat break so that the tiny amount of air that the fan moves can flow freely, the heat break quite quickly gets hot enough to cause a jam with PLA.
In my case, the duct to the part cooling fan and part of the hot end mount run down behind the hot end's heat sink:
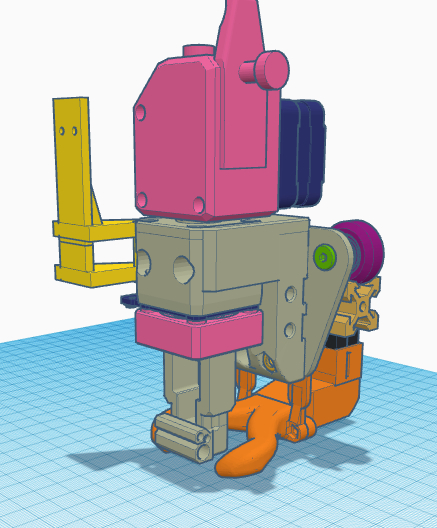
This compromises the overall air flow and even at 100%, the little 25mm fan just can't keep up. Maybe if I moved it to an always on fan connection, but in the end, I printed an adapter so that I could use an E3D 30mm fan. That keeps the heat break cool enough to print PLA now.
The other jams I had were certainly because the filament was too wide, but in those cases, the filament actually started to bind in the feed tube from my dry box to the printer. I run all my filament from a modified Polybox with PTFE tubes all the way from the box to the extruder. When not being used for printing, my spools of filament are stored in mylar bags with a 100g pouch of desiccant until they are needed.
Due to a lack of room in my apartment while I'm waiting for daughter number two to move out, my printer lives in my kitchen and that's probably the worst place possible from the point of view of humidity. Even so, this summer has been particularly humid here in Sweden and it's always good to be able to keep your filament dry and dust free anyway.