To be complete: The solution was using my different email address.
So it was a problem with the email provider of the first email address tested.
To be complete: The solution was using my different email address.
So it was a problem with the email provider of the first email address tested.
@jay_s_uk ah, ok fine thanks, I will try using that names, so it seems the name of the warning or error is the name of the .g file that is executed ")
@jay_s_uk ah, ok fine thanks, I will try using that names, so it seems the name of the warning or error is the name of the .g file that is executed
@jay_s_uk ok thank you
The problem after skipping steps is: The triggered driver-warning reacts like this: "Inform user via console and continue" In this form:
Warning: Driver 112.0 warning: position tolerance exceeded
And it just prints on, with lost steps in wrong position, ruining the part. But it does not call a macro like "correct_lost_steps.g" or "retry_last_move_from_lost_step_position.g" and continue afterwards.
How do I make the warning call a macro?
Is there already code examples for the above named macros?
This image taken from assisted open loop shows what can happen when skipping steps:
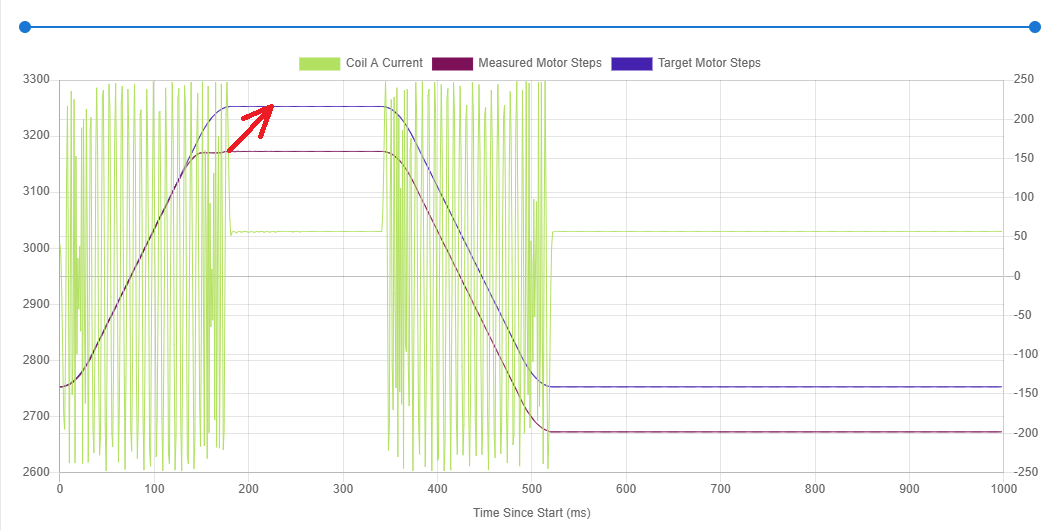
The red arrow indicates, where we would want to be after the move.
Where do I find the command to immediately correct for the skipped steps?
In (say) one in a Million moves my printer looses steps "preferably" in a 3 day print. - Costly, delaying, unreliable and annoying.
Ok. So what is the EASY WAY? >> Immediate step skipping correction. - not complex and very rewarding.
As I did not find an immediate step skipping correction command, neither for assisted open loop nor for closed loop I will argue for it.
What would the algorithm need to do?
The software already measures steps in assisted open loop or in closed loop. After exceeding a threshold of lost steps a subroutine is started. (maybe only after the lost step move has finished) That subroutine would just retry the last move with the lost steps, ideally from the position, where the steps were lost. Optionally the subroutine tries the move with only half the speeds and accelerations. If the loosing steps happens again in the same move, maybe there is something in the printing path and the print is paused.
Benefits:
If the correction works, there is hardly any time, material, reliability and manpower lost. Even the print quality maybe unaffected. The programming effort for the Immediate step correction feature would be way less than for PID tuning and it would still be a good improvement even with a well working PID tuning.
What do you think?
@abraxas said in closed loop calibration threshold threats dual motor axis ripoff:
if result = 2
M569 P113.0 D3 ; Switch Axis 112.0 back to (open loop mode)=D3
abort "Y-Axis (#113=Far) backlash threshold overshot, closed loop is not available today"
In above code the indentation was not visible, so the correct version would be:
if result = 2
M569 P113.0 D3 ; Switch Axis 112.0 back to (open loop mode)=D3
abort "Y-Axis (#113=Far) backlash threshold overshot, closed loop is not available today"
To be complete: The solution was using my different email address.
So it was a problem with the email provider of the first email address tested.
@dc42 Now, for being able to go into closed loop, only the two other (initial) questions are open:
"1) Can you provide means to alter the threshold of 0.22 for the closed loop calibration manoeuvre?
"3) Can you provide the variable name for the backlash_value for being able to assigning a value rather than actually needing to do the calibration manoeuvre?
@dc42 Thank you, using result = 2 helps with aborting going into closed loop, the following code seems to work well:
; P113.0 is the driver address (Y_Right (far)) to tune
M569 P113.0 D4 ; Switch Axis 113.0 to (closed loop mode)=D4 / D5=Assisted open loop
M569.6 P113.0 V1 ; Perform the calibration manoeuvre for a quadrature shaft encoder
; Calibration manoeuvre error code - aborts closed loop if error message is produced
if result = 2
M569 P113.0 D3 ; Switch Axis 112.0 back to (open loop mode)=D3
abort "Y-Axis (#113=Far) backlash threshold overshot, closed loop is not available today"
... so the axis breakaway is prevented.
Increasing the motor current temporarily (above the rated current) to be able to go into closed loop
every time the printer is homing - so every time a print is started, is not an option.