Core XY weired behavior of the Z-Axis and Endstop config
-
@deckingman thanks for your answer.
Your right i changed it and the lack is gone.
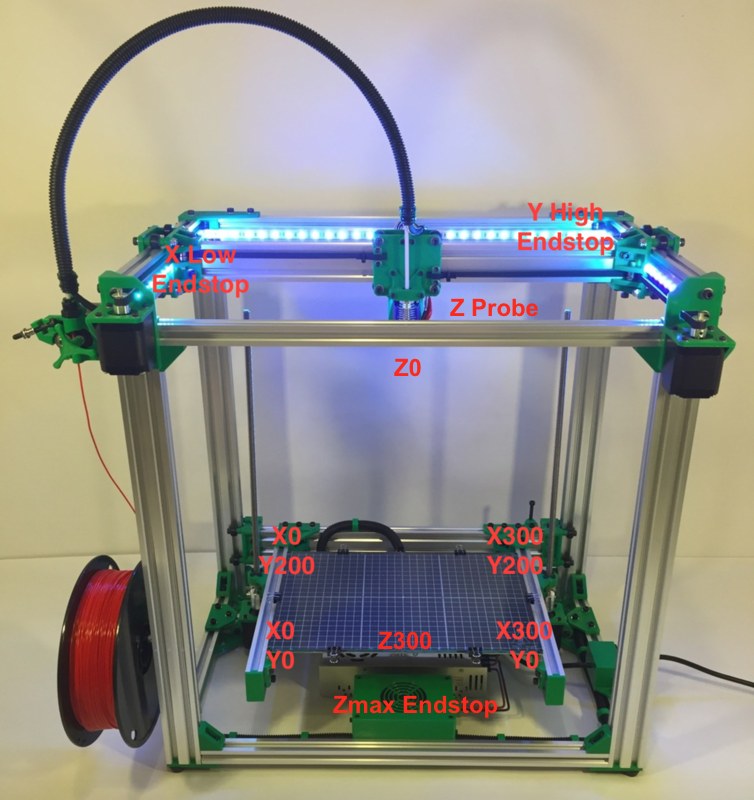
Yes i did thet intentionaly, because the endstop is at the lowest position the bed can reach. Related to the printhead this is the max Position. I also chose the right hand rule for thze coordinate frame.
I want to tell the machine if the Z-axis hits the endstop, it is position 300mm. But however i change the M208 command i did not get the right position.
When i home the Z-axis and type in 300mm into the Machine setting/Headposition at the left corner at the Web interface, the machine behaves like i want it to.
Does anybody know if i can save this kind of input or which M-command i should use to get the same Result. -
-
list itemit will move downwards until it hits the endstop again.
-
no i don't have an config-overwrite file
-
i use only one motor and its puged in at the Z-axis spot on the duet2ethernet
-
-
i would suggest you start without the z max for now and try and get the machine working.
use the probe for now to determine z=0.
determining z=0 from a z max endstop is not that easy.
-
Do you have the direction of your Z motor correct? If the bed moves in the Z direction (not the print head), then increasing Z should move the bed down. The Z coordinate is the distance between the print head reference point and the bed.
Duet WiFi hardware designer and firmware engineer
Please do not ask me for Duet support via PM or email, use the forum
http://www.escher3d.com, https://miscsolutions.wordpress.com -
 dbot axis.png
dbot axis.pngDoes this make more sense?
-
@dc42 yes when i increase the Z value the bed moves down. I checked the direction of all axis they are correct.
is there a change that there is something wrong with the board?
-
@phaedrux said in Core XY weired behavior of the Z-Axis and Endstop config:
dbot axis.pngDoes this make more sense?
Thank you for the picture. This is exactly like i set up the Z-axis.
-
I want to tell the machine if the Z-axis hits the endstop, it is position 300mm.
So if you have
M208 Z0:300(or the moral equivalent), if you runG1 Z350 H1, what happens? -
@oliof said in Core XY weired behavior of the Z-Axis and Endstop config:
I want to tell the machine if the Z-axis hits the endstop, it is position 300mm.
So if you have
M208 Z0:300(or the moral equivalent), if you runG1 Z350 H1, what happens?First i homed teh Z-axis (M208 Z0:300 is configured). At the Webinterface in the field "Machinestatus/Headposition" the Z value is = 0.
Then i type in your G-Code "G1 Z300 H1". Than it changes the value at Headposition from 0 to 300mm.
This is the status i need to work. Also wehn i press the Z=-25mm button at the interface the Bed moves form the lowest position up 25mm further. So it seems to work just fine.But if i home again the Z axis the value will be overwritten and i have the same problem again.
-
@philipp-r
I could be wrong on this because I home to Z min and have never tried homing to Z max, but I think it might be due to the probe trigger height set in G31. The trigger height is the distance from when the probe triggers to the bed being at 0. So, if you home to Z max but Z0 is at the other end of that axis, then the trigger height should be something around 300, not 2.5 as you have it set in your G31.
I could be wrong but I think that's the answer. On completion of homing Z and assuming that you don't move the Z axis, DWC should report the Z height as being the trigger height (in this case 300(ish)). So then sending the bed to (absolute) Z=0 should send it all the way up. So G90 followed by G1 Z0. Be careful though, because if the trigger height is wrong, then it could crash the nozzle into the bed. Suggest you lower the motor current first.
I re-iterate that I could be wrong on this.
-
I solved the problem right now. I createt the Config.g and the homing files with the RRF Configurator. The problem was i didn't checked the homing Z files. After the homing command "G1 S1 Z420 F8000" there was a G-line "G92 Z0" this sets the homing position to zero. I canceld this line and everthing just work as it schould.
Thank you all for your support and guesses.
-
@philipp-r Glad that's fixed.